
316L Edelstahlpulver (ss316L) 316L ist eine Edelstahlsorte, die nach der metallographischen Struktur klassifiziert wird und zu den austenitischen Edelstählen gehört. Die amerikanische Standardsorte ist AISI316L; die japanische JIS-Industriestandardsorte ist SUS316L. 316L-Edelstahl hat eine ausgezeichnete Korrosionsbeständigkeit, insbesondere Lochfraßbeständigkeit, aufgrund des Zusatzes von 2~3% Mo-Element. Gleichzeitig verfügt er über eine gute Hochtemperaturfestigkeit und eine hervorragende Kaltverfestigung (schwache magnetische Eigenschaften nach der Verarbeitung). Stickstoff Zerstäubung kugelförmige Edelstahlpulver hat die Eigenschaften der niedrigen Verunreinigungsgehalt, hohe Sphärizität, gute Fluidität des Intervalls Pulver), keine chemische Segregation und stabile Leistung.
Produkt-Spezifikation
| Komponente | Cr | Ni | Mo | Si | Mn | C |
| Standard % | 16-18 | 10-14 | 2-3 | ≤1 | ≤2 | ≤0.03 |
| Test% | 16.43 | 10.48 | 2.61 | 0.36 | 0.67 | 0.013 |
| Komponente | P | S | O | Fe | ||
| Standard % | / | / | / | Bal. | ||
| Test% | 0.006 | 0.004 | 0.068 | Bal. |
Produkt-Eigenschaften
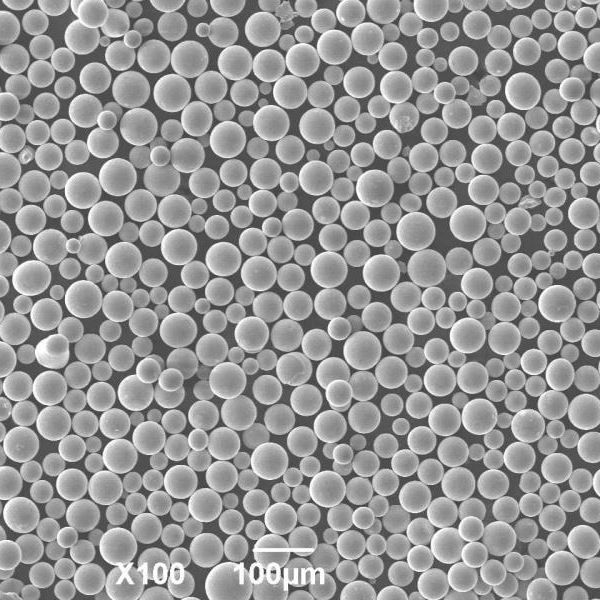
- Äußeres Erscheinungsbild: Graues kugelförmiges oder fast kugelförmiges Pulver
- Dichte des Gewindes: 4,55g/m3
- Scheinbare Dichte: 4,14g/m3
- Fließfähigkeit: 24,88s/50g
- Größe: 15-53um
- PSD:D10=21,16μm, D50=33,51μm, D90=52,78μm
|
Größe (um)
|
Entnahme Dichte(g/cm³)
|
Fließfähigkeit(s/50g)
|
PSD (um) | ||
| D10 | D50 | D90 | |||
| 15-45um | 4.4-4.8 | ≤30 | 20-24 | 30-35 | 50-55 |
| 15-53um | 4.4-4.9 | ≤30 | 21-26 | 33-39 | 52-58 |
| 45-120um | 4.4-4.8 | ≤30 | 53-57 | 89-93 | 144-152 |
Anmeldung
3D-Druck 316L-Edelstahlpulver wird häufig in der Schmuck-, Bau-, Automobil-, Luft- und Raumfahrt-, Dental- und Medizinindustrie verwendet.
Edelstahl-Pulver
| Legierung | Normale Zusammensetzung | Bemerkung | |||||||||
| C | Si | Cr | Ni | Mn | Mo | Cu | W | V | Fe | ||
| 316L | ≤0.03 | ≤1.00 | 16.0~18.0 | 10.0~14.0 | ≤2.00 | 2.0~3.0 | - | - | Bal. | ||
| 304L | ≤0.03 | ≤1.00 | 18.0~20.0 | 8.0~12.0 | ≤2.00 | - | - | - | - | Bal. | |
| 17-4PH | ≤0.07 | ≤1.00 | 15.0-17.5 | 3.0~5.0 | ≤1.00 | - | 3.00~5.00 | - | - | Bal. | NB:0,15~0,45 |
| HK30 | 0.25~0.35 | ≤1.50 | 24.0~26.0 | 19.0~22.0 | ≤2.00 | ≤0.5 | - | - | - | Bal. | |
| 4340 | 0.38~0.43 | 0.15~0.35 | 0.7~0.9 | 1.65~2.00 | 0.6~0.8 | 0.2~0.3 | - | - | - | Bal. | |
| 430 | ≤0.12 | ≤0.75 | 16.0~18.0 | - | ≤1.00 | - | - | - | - | Bal. | |
| 440C | 0.95~1.25 | ≤1.00 | 16.0~18.0 | - | ≤1.00 | - | - | - | - | Bal. | |
| 440CN | 0.95~1.25 | ≤1.00 | 16.0~18.0 | - | ≤1.00 | - | ≤0.5 | - | - | Bal. | |
| 420J1 | 0.16~0.25 | ≤1.00 | 12.0-14.0 | ≤0.6 | ≤1.00 | - | - | - | - | Bal. | |
| 420J2 | 0.30~0.40 | ≤1.00 | 12.0-14.0 | ≤0.6 | ≤1.00 | - | - | - | - | Bal. | |
| S136 | 0.20~0.45 | 0.8~1.0 | 12.0-14.0 | - | ≤1.00 | - | - | - | 0.15~0.40 | Bal. | |
| D2 | 1.40~1.60 | ≤0.4 | 11.0~13.0 | - | ≤0.6 | 0.8~1.2 | - | - | 0.2~0.5 | Bal. | |
| H11 | 0.32~0.45 | 0.6-1 | 4.7~5.2 | - | 0.2~0.5 | 0.8~1.2 | - | - | 0.2~0.6 | Bal. | |
| H13 | 0.32~0.45 | 0.8~1.2 | 4.75~5.5 | - | 0.2~0.5 | 1.1~1.5 | - | - | 0.8~1.2 | Bal. | |
| M2 | 0.78~0.88 | 0.2~0.45 | 3.75~4.5 | - | 0.15~0.4 | 4.5~5.5 | - | 5.5~6.75 | 1.75~2.2 | Bal. | |
| M4 | 1.25~1.40 | 0.2~0.45 | 3.75~4.5 | - | 0.15~0.4 | 4.5~5.5 | - | 5.25~6.5 | 3.75~4.5 | Bal. | |
| T15 | 1.4~1.6 | 0.15~0.4 | 3.75~5 | - | 0.15~0.4 | - | - | 11.75~13 | 4.5-5.25 | Bal. | Co: 4.75~5.25 |
Prozess der Pulverisierung:
- Wir müssen die Legierung entsprechend dem Verhältnis anpassen.
- Schmelzen: Die vorbereitete Metalllegierung wird zum Schmelzen und Schmelzen einer hohen Temperatur ausgesetzt, so dass das Metallpulver zu einem fließenden, verflüssigten Körper wird.
- Nach der Hochtemperaturbehandlung wird die Legierung desoxidiert, schlackenbildend, schlackenentfernend und schlackenentfernend behandelt und schließlich dem Legierungsprodukt zugesetzt.
- Nach dem Abkühlen und Mahlen wird das Produkt gefiltert und gekühlt, und dann wird das legierte Blockmetall pulverisiert. Die pulverisierten Pulverpartikel werden durch die Windkraft in den Zyklonabscheider oder die rotierende Trommel geleitet, und die Belüftung erreicht ein bestimmtes Niveau. Das Produkt wird gesammelt und schließlich gesiebt und zu einem Produkt verpackt. Durch das Herausfiltern von Reststoffen oder Substanzen mit zu großen Partikeln werden qualifizierte Produkte für die Verarbeitung verpackt.

Ähnliche Produkte
-

Hochmanganstahl-Pulver
Hochmanganhaltige Stähle (HMnS) sind Legierungen mit hervorragenden mechanischen Eigenschaften, aber...
-

AISI/SAE 1045 Stahl-Pulver
AISI/SAE 1045 Stahlpulver ist eine spezielle Sorte von Stahl mit mittlerem Kohlenstoffgehalt...
-

52100 Legiertes Stahlpulver
52100 (1.3505) (EN31) (SUJ2) (G4805) ist eine Art von hoch...
-
304l-Edelstahl-Pulver
Additive Fertigung (AM), auch bekannt als 3D-Druck. 3D-Druck...
