Überblick über Ti45Al8Nb-Pulver
Ti45Al8Nb ist ein intermetallisches Titanaluminid-Legierungspulver, das in additiven Pulverbettschmelzverfahren wie dem selektiven Laserschmelzen (SLM) und dem Elektronenstrahlschmelzen (EBM) verwendet wird.
Einige wichtige Details über Ti45Al8Nb-Pulver umfassen:
- Enthält 45% Titan, 8% Niob und den Rest Aluminium mit Spuren von Verunreinigungen.
- Es hat eine geringe Dichte, ein hohes Festigkeits-Gewichts-Verhältnis und ist hochtemperaturbeständig.
- Für den 3D-Druck von leichten Hochleistungskomponenten für die Luft- und Raumfahrt, die Automobilindustrie und andere Anwendungen.
- Bietet eine gute Korrosionsbeständigkeit, Schweißbarkeit und Oxidationsbeständigkeit bis zu 700°C.
- Durch den Zusatz von Niob ist es duktiler als andere Titanaluminid-Legierungen mit hohem Al-Gehalt.
- Zu den Methoden der Pulverherstellung gehören die Gaszerstäubung, das Verfahren mit rotierenden Plasmaelektroden (PREP) und die Plasmazerstäubung.
Ausrüstung für die Verarbeitung von Ti45Al8Nb-Pulver
| Typ | Wesentliche Merkmale |
|---|---|
| Gaszerstäuber | Inertes Gas kühlt geschmolzene Legierung schnell zu Pulver ab. Geringere Kosten, geeignet für große Mengen. |
| Plasma-Zerstäuber | Die Plasmaenergie zerstäubt geschmolzenes Material zu feinem, kugelförmigem Pulver. Höhere Kosten. |
| Siebmaschinen | Klassifizierung von Pulver in enge Größenverteilungen, die für AM wichtig sind. |
| Mixer | Gleichmäßiges Mischen von Pulvern. Verringern Sie die Entmischung. |
| Pulver-Recycler | Entfernt Verunreinigungen aus wiederverwendetem Pulver und frischt dessen Fließfähigkeit auf. |
Anwendungen von Ti45Al8Nb-Komponenten
| Kategorie | Verwendet |
|---|---|
| Luft- und Raumfahrt | Turbinenschaufeln, Abgaskomponenten, Teile der Flugzeugzelle. Reduziert das Gewicht. |
| Automobilindustrie | Turboladerräder, Ventile, Teile des Antriebsstrangs. Ermöglicht Leistungssteigerungen. |
| Industriell | Turbomaschinen, Pumpen, Werkzeugbau. Bietet hohe Festigkeit und Korrosionsbeständigkeit. |
| Biomedizinische | Implantate, Prothetik. Biokompatibel mit hoher Festigkeit im Verhältnis zum Gewicht. |
Die leichten und leistungsfähigen Eigenschaften von 3D-gedrucktem Ti45Al8Nb eignen sich für anspruchsvolle Anwendungen in verschiedenen Branchen.
Ti45Al8Nb-Pulver Spezifikationen
| Parameter | Typischer Wert |
|---|---|
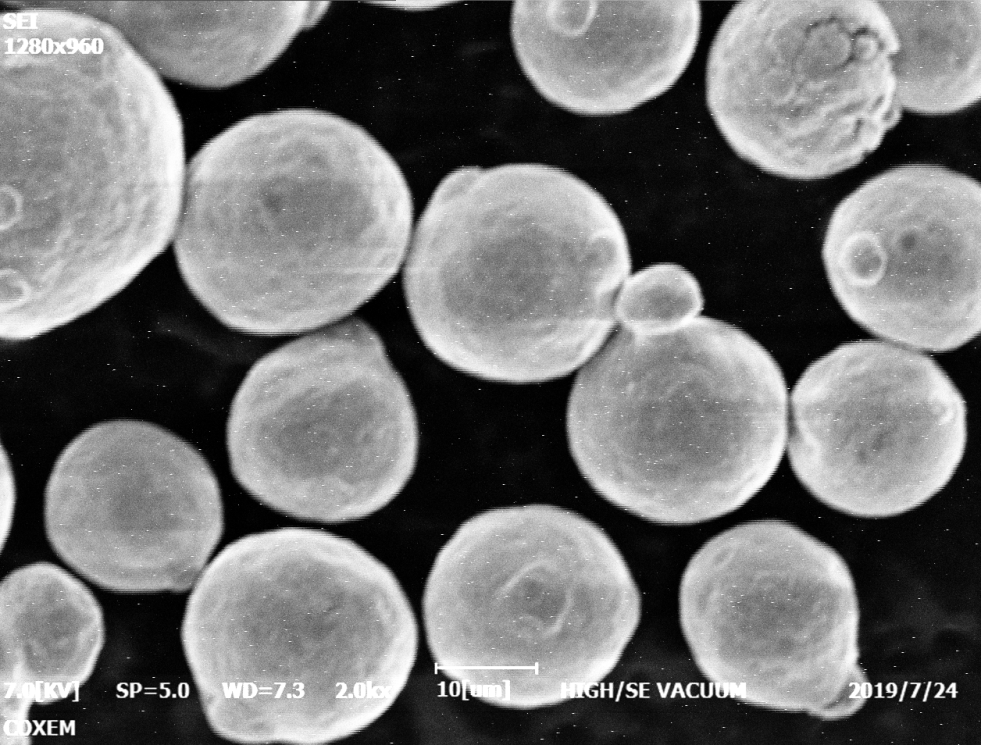
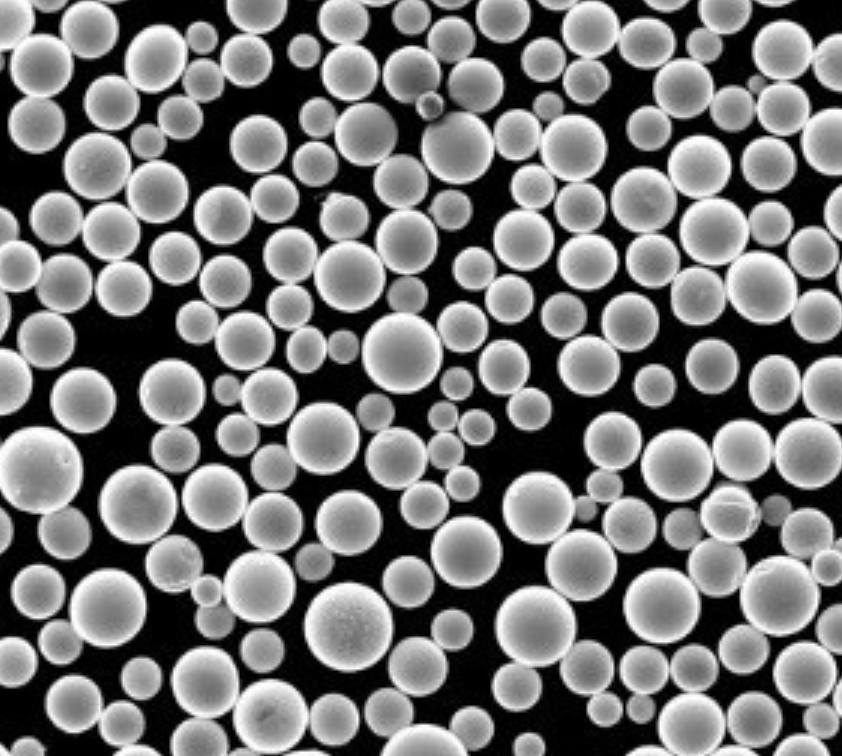
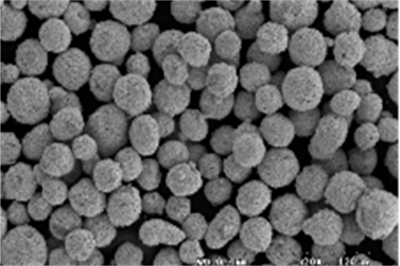
| Partikelgröße | 15-45 μm |
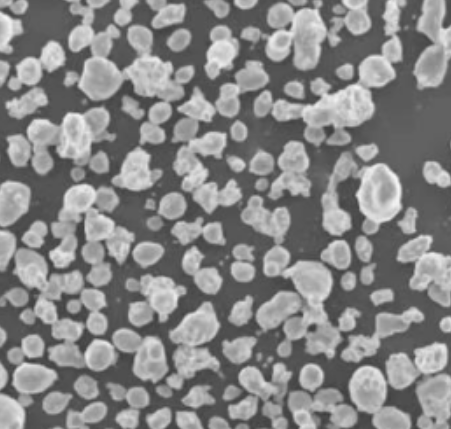
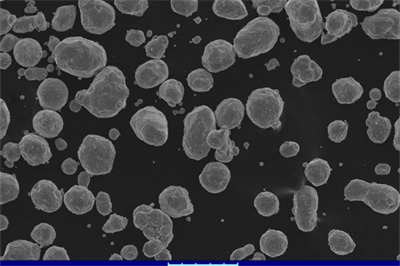
| Morphologie | Sphärisch |
| Zusammensetzung | Ti-45Al-8Nb |
| Scheinbare Dichte | 2,7-3,2 g/cc |
| Dichte des Gewindebohrers | 4,0-4,5 g/cc |
| Durchflussmenge | 15-25 s/50g |
| Restsauerstoff | <0,15 wt% |
Pulvereigenschaften wie Partikelgrößenverteilung, Morphologie und Fließfähigkeit sind entscheidend für einen hochwertigen 3D-Druck.
Lieferanten von Ti45Al8Nb-Pulver
| Anbieter | Wichtige Details | Preis pro kg |
|---|---|---|
| Anbieter 1 | Breite Größenverteilungen. Gute kugelförmige Morphologie. | $100-150 |
| Anbieter 2 | Chargen im Forschungsmaßstab. Entwicklung kundenspezifischer Legierungen. | $250-500 |
| Anbieter 3 | Hohe Reinheit, Qualität für Medizin und Luft- und Raumfahrt. | $500-1000 |
Die Preise hängen von der Reinheit, der Qualität, dem Vertrieb, der Bestellmenge und anderen Faktoren ab. Kleine F&E-Chargen sind in der Regel teurer.
Wie wählt man einen Ti45Al8Nb-Pulverlieferanten aus?
Bei der Auswahl eines Lieferanten für Ti45Al8Nb-Pulver sollten Sie Folgendes beachten:
- Qualitätssysteme - Der Lieferant sollte nach ISO 9001 oder AS9100 zertifiziert sein, um eine zuverlässige Qualität des Pulvers zu gewährleisten.
- Technisches Fachwissen - Achten Sie auf fundierte metallurgische Kenntnisse und Erfahrung mit Titanaluminid-Legierungen.
- Erfahrung mit AM-Prozessen - Bevorzugte Lieferanten kennen die Anforderungen an Pulver für 3D-Druckanwendungen.
- Konsistenz - Der Lieferant sollte das Pulver in jeder Charge zuverlässig nach denselben Spezifikationen herstellen.
- Probenahme - Fordern Sie Muster an, um vor dem Kauf von Chargen eigene Qualitätstests durchzuführen.
- Vorlaufzeit - Der Lieferant sollte die Pulver innerhalb eines angemessenen Zeitrahmens liefern, um Verzögerungen zu vermeiden.
- Recycling - Einige Anbieter bieten kostengünstige Pulverrecyclingdienste an.
- Preis - Vergleichen Sie die Preise mehrerer Anbieter für das gewünschte Material, die Qualität, die Menge usw.
Wählen Sie einen hochqualifizierten Ti45Al8Nb-Pulverlieferanten, der sich auf die Bedürfnisse der AM-Industrie konzentriert, um Qualitätskomponenten herzustellen.
Wie man optimiert Ti45Al8Nb-Pulver für AM-Verarbeitung
Um Drucke mit hoher Dichte und guten mechanischen Eigenschaften aus Ti45Al8Nb-Pulver zu erhalten, sollten Sie diese Richtlinien zur Optimierung des AM-Prozesses befolgen:
- Verwenden Sie kugelförmiges Pulver mit kontrollierter Größenverteilung, typischerweise 15-45 μm. Dieses lässt sich gut verpacken und gleichmäßig verteilen.
- Minimierung von Satellitenpartikeln, die Defekte verursachen können. Sieben Sie das Pulver, um die Größenverteilung zu verbessern.
- Wenden Sie die Plasmasphäroidisierung an, wenn die Pulverpartikel nach der Zerstäubung zu unregelmäßig oder porös sind.
- Achten Sie auf eine gute Fließfähigkeit des Pulvers - frischen Sie das Pulver mit Mischern/Recyclern auf, wenn die Fließgeschwindigkeit abnimmt.
- Stellen Sie die Temperatur des heißen Bettes auf über 80°C, um die thermischen Spannungen in der Legierung während des Drucks zu reduzieren.
- Verwenden Sie höhere Laserleistungen >400 W, um das Pulver richtig zu schmelzen. Optimieren Sie die Parameter, um die Porosität zu begrenzen.
- Drucken Sie mit 30-50 μm dicken Schichten für eine gute Auflösung und Dichte. Dünnere Schichten können zu Ballenbildung führen.
- Minimieren Sie Stützstrukturen - Ti45Al8Nb kann kleine Lücken ohne Stützen überbrücken.
- Führen Sie Druckversuche durch, um die idealen Einstellungen für den jeweiligen Drucker und die Pulvercharge zu finden.
Zusammenarbeit mit Pulver- und Teilelieferanten zur Ermittlung optimaler Pulvereigenschaften und Prozessparameter. Testen Sie Proben vor einem vollständigen Produktionslauf.
Nachbearbeitung von 3D-gedruckten Ti45Al8Nb-Komponenten
Zu den üblichen Nachbearbeitungstechniken für as-printed Ti45Al8Nb-Komponenten gehören:
- Entfernung der Stütze - Entfernen Sie etwaige Stützstrukturen vorsichtig durch Drahterodieren oder Schneiden.
- Stressabbau - Erhitzen Sie das Material 1-3 Stunden lang auf 600-800 °C, um Eigenspannungen aus dem Aufbau abzubauen.
- Bearbeitung - CNC-Fräsen, Drehen, Bohren zur Verbesserung der Maßgenauigkeit und Oberflächengüte. Verwenden Sie starre Aufspannungen, die für harte Legierungen geeignet sind.
- Schleifen - Automatisiertes oder manuelles Schleifen mit starren Spannvorrichtungen ergibt präzise Toleranzen.
- Polieren - Erzielt hervorragende Oberflächengüten und entfernt anhaftendes Pulver.
- Beschichtungen - Auftragen von Funktionsbeschichtungen für Härte, Verschleißfestigkeit, Korrosionsschutz usw.
- Heißisostatisches Pressen (HIP) - Die innere Struktur wird weiter verdichtet und die Ermüdungseigenschaften werden verbessert.
Arbeiten Sie mit erfahrenen Mitarbeitern zusammen, die mit Titanlegierungen vertraut sind, um eine Beschädigung der Bauteile während der Nachbearbeitung zu vermeiden.
Konstruktionsprinzipien für den 3D-Druck von Ti45Al8Nb
Bei der Konstruktion von Bauteilen, die aus Ti45Al8Nb-Pulver 3D-gedruckt werden sollen, sind die folgenden Konstruktionsrichtlinien zu beachten:
- Vermeiden Sie Auskragungen von mehr als 45°, um den Bedarf an Stützen zu vermeiden.
- Schließen Sie kleine Verrundungen und Radien in den Ecken ein, um Spannungskonzentrationen zu verringern.
- Konstruieren Sie Wandstärken von mehr als 1 mm, um Brüche oder Verformungen zu vermeiden.
- Berücksichtigen Sie die um 40-50% geringere Festigkeit entlang der Schichtebene im Vergleich zur vertikalen Richtung.
- Positionieren und orientieren Sie die Teile so, dass möglichst wenig Stützen vorhanden sind und eine gleichmäßige Erwärmung und Kühlung gewährleistet ist.
- Entwerfen Sie geschlossene Innenkanäle mit Entlüftungsöffnungen anstelle von vollständig abgedichteten Volumina.
- Lassen Sie 0,5-1 mm Material für die Nachbearbeitung übrig, um die endgültigen Abmessungen zu erreichen.
- Konsolidieren Sie Baugruppen zu weniger Teilen, um Gewicht, Verarbeitungsschritte und Kosten zu reduzieren.
Arbeiten Sie mit AM-Prozessingenieuren zusammen, um Teile zu entwerfen, die von Anfang an für die additive Fertigung optimiert sind.
Qualifizierte 3D-gedruckte Ti45Al8Nb-Komponenten
Um Vertrauen in 3D-gedruckte Ti45Al8Nb-Teile für Endanwendungen zu gewinnen, führen Sie die folgenden Qualifikationen durch:
- Visuell - Prüfen Sie auf Mängel wie Risse, Porosität und Oberflächenfehler.
- Mikroskopie - Verwenden Sie die optische oder Elektronenmikroskopie zur Charakterisierung der Mikrostruktur und der inneren Hohlräume.
- Dichte - Messen Sie die Dichteverteilung und vergleichen Sie sie mit den Eigenschaften des Knetmaterials.
- Mechanische Prüfung - Führen Sie Zug-, Druck- und Härtetests nach ASTM-Normen durch.
- Zerstörungsfrei - Verwenden Sie Techniken wie Röntgen- oder Ultraschallprüfung, um interne Defekte zu erkennen.
- Abmessung - Bestätigen Sie, dass kritische Abmessungen den vorgegebenen Toleranzen entsprechen.
- Prüfung auf Lebenszeit - Testen Sie die Teile unter erweiterten Zyklen und Einsatzbedingungen.
- Prozess-Validierung - Drucken Sie Testgeometrien und Couponmuster, die Produktionskomponenten darstellen.
Arbeiten Sie mit akkreditierten Labors und Beratern mit Erfahrung in Metallurgie und AM zusammen, wenn Sie hochwertige oder kritische Komponenten qualifizieren.
Einbau und Integration von 3D-gedruckten Ti45Al8Nb-Teilen
Bei der Vorbereitung von 3D-gedruckten Ti45Al8Nb-Komponenten für die Integration in Baugruppen und Endnutzungssysteme:
- Reinigen Sie die Oberflächen gründlich - entfernen Sie alle Pulverrückstände, Oxidation oder Verunreinigungen.
- Tragen Sie bei Bedarf Schutzschichten auf - Eloxieren verbessert die Korrosions- und Verschleißfestigkeit.
- Verwenden Sie Wärmemanagement - kontrollieren Sie die Temperaturen beim Fügen, um Risse zu vermeiden.
- Berücksichtigen Sie die geringere Duktilität - vermeiden oder minimieren Sie Stoßbelastungen, die zu Brüchen führen könnten.
- Berücksichtigen Sie bei der Verbindung mit anderen Materialien die Unterschiede in der Wärmeausdehnung.
- Wählen Sie geeignete Verbindungsmethoden - Verschrauben, Kleben, Hartlöten und Schweißen können funktionieren.
- Validierung der Funktionalität - Testen der Komponenten unter tatsächlichen Belastungen und Betriebsbedingungen.
- Prüfen Sie auf Mängel - verwenden Sie NDT-Methoden wie Röntgenstrahlen und Eindringprüfungen, um etwaige unterirdische Mängel zu erkennen.
Beraten Sie sich während des gesamten Integrationsprozesses eng mit den Konstruktions- und Fertigungsingenieuren, um Probleme zu vermeiden.
Verwendung und Wartung von gedruckten Ti45Al8Nb-Teilen
Um eine optimale Leistung von 3D-gedruckten Ti45Al8Nb-Komponenten im Betrieb zu erreichen:
- Betrieb innerhalb der empfohlenen Temperaturbereiche - typischerweise bis zu 700°C bei längerem Gebrauch.
- Vermeiden Sie übermäßige Vibrationen - sie können zu Ermüdungsbrüchen in der gedruckten Mikrostruktur führen.
- Schutz vor Korrosion - eloxieren oder beschichten, wenn sie in rauen Umgebungen eingesetzt werden.
- Prüfen Sie regelmäßig auf Risse, Verschleiß, Korrosionsschäden oder andere Beeinträchtigungen.
- Saubere Oberflächen - verhindern Sie die Ablagerung von Verunreinigungen oder Filmen, die die Leistung beeinträchtigen könnten.
- Vergewissern Sie sich, dass kritische Abmessungen innerhalb der Toleranzen bleiben - prüfen Sie, ob es im Laufe der Zeit zu Verformungen kommt.
- Oberflächenbeschichtungen nach Bedarf erneuern - galvanische Beschichtungen, Eloxierungen usw. können sich bei Gebrauch abnutzen.
- Achten Sie auf Oxidation bei Temperaturen über 500°C - kann die Eigenschaften beeinträchtigen.
Entwickeln Sie detaillierte Wartungspläne für kritische gedruckte Komponenten, insbesondere bei anspruchsvollen Anwendungen.

Vor- und Nachteile des 3D-Drucks mit Ti45Al8Nb
Es gibt sowohl Vorteile als auch Einschränkungen beim 3D-Druck von Komponenten aus Ti45Al8Nb-Pulver im Vergleich zu herkömmlichen Verfahren der Titanherstellung:
Vorteile
- Bauteile mit komplexen Geometrien können topologisch optimiert werden.
- Konsolidiert Baugruppen zu einzelnen gedruckten Teilen.
- Verringert das Verhältnis zwischen Einkauf und Auslieferung und die Materialverschwendung.
- Senkt die Kosten für kleine bis mittlere Produktionsmengen.
- Ermöglicht leichte Konstruktionen mit ähnlicher Festigkeit wie bei dichteren Legierungen.
- Verkürzt die Entwicklungszeiten für neue Designs.
Benachteiligungen
- Die Materialeigenschaften hängen stark von den Parametern des AM-Prozesses ab.
- Nachbearbeitungen wie HIP sind oft erforderlich, um Materialspezifikationen zu erreichen.
- Größenbeschränkungen aufgrund der Abmessungen der Baukammer.
- Höhere Kosten pro Teil im Vergleich zum Gießen oder Schmieden bei hohen Stückzahlen.
- Anisotrope Eigenschaften durch schichtweises Drucken.
- Die Lieferkette für Hochleistungspulver kann restriktiv sein.
Bewertung der Vorteile und Einschränkungen in Bezug auf die Produktionsanforderungen bei der Bestimmung der Eignung von AM mit Ti45Al8Nb im Vergleich zu konventionellen Fertigungsmethoden.
FAQ
F: Welche Partikelgröße wird für AM-Pulver empfohlen?
A: 15-45 μm sind typisch, mit einer engmaschigen Verteilung. Zu feine oder breite Verteilungen können sich negativ auf die Dichte auswirken.
F: Welche Alternativen gibt es zu Ti45Al8Nb für Hochtemperaturanwendungen?
A: Andere Titanaluminide wie Ti48Al2Cr2Nb oder Nickelsuperlegierungen wie Inconel 718 können je nach Anforderung ebenfalls verwendet werden.
F: Ist für Ti45Al8Nb nach dem Druck ein heißisostatisches Pressen (HIP) erforderlich?
A: HIP kann dazu beitragen, interne Hohlräume zu beseitigen und die Eigenschaften weiter zu verbessern. Aber gut optimierte AM-Prozesse können möglicherweise die Notwendigkeit von HIP vermeiden.
F: Welche Arten der Nachbearbeitung werden für Ti45Al8Nb empfohlen?
A: Spannungsarmglühen, Bearbeitung, Schleifen, Polieren und Beschichten sind üblich. Wenden Sie alle erforderlichen Integrationsschritte wie Befestigung an.
F: Ist Ti45Al8Nb für biomedizinische Implantate geeignet?
A: Ja, es bietet eine hervorragende Kombination aus hoher Festigkeit, geringer Steifigkeit und Biokompatibilität, die für Implantate benötigt wird.
F: Welche Vorsichtsmaßnahmen sind beim Umgang mit Titanaluminid-Pulver erforderlich?
A: Verwenden Sie eine Schutzausrüstung, um das Einatmen feiner Pulver zu vermeiden. Vermeiden Sie Zündgefahren, indem Sie den Staubgehalt kontrollieren, da die Legierungen brennbar sind.
F: Ist recyceltes Ti45Al8Nb-Pulver genauso leistungsfähig wie Neupulver?
A: Bei ordnungsgemäßen Recyclingprotokollen kann aufgefrischtes Recyclingpulver in vielen Anwendungen eine vergleichbare Leistung wie neues Pulver erbringen.
F: Können Sie 3D-gedruckte Ti45Al8Nb-Teile schweißen?
A: Ja, das Rührreibschweißen ist für diese Legierungen nachgewiesen worden. Laserschweißen ist ebenfalls möglich, kann aber die lokalen Materialeigenschaften verändern.