Oberflächenreparatur von Aluminiumlegierung 7075 durch AFSD
Das Forschungs- und Entwicklungsteam von TRUER untersuchte, wie sich die Gestaltung der Trennschicht auf die Reparaturleistung von 7075-Aluminiumlegierungen auswirkt, und zwar anhand verschiedener Reparaturstrukturkonfigurationen, die einige Erkenntnisse für die Gestaltung und Optimierung von Reparaturverfahren für Aluminiumlegierungen liefern können.
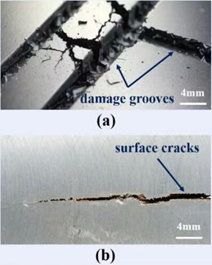
Oberflächenbeschädigung eines Teils aus Aluminiumlegierung 7075:
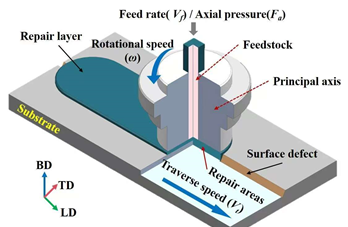
Wir verwenden unser selbst entwickeltes AFSD-System, um systematisch einige Reparaturexperimente durchzuführen, um herauszufinden, wie verschiedene Reparaturstrukturdesigns die Reparaturleistung von 7075-Aluminiumlegierungen beeinflussen. Außerdem zeigt unsere Studie die Mechanismen der Mikrostruktur- und Leistungsentwicklung im Zusammenhang mit stufenförmig strukturierten Reparaturschnittstellen auf.
Ausrüstung reparieren:

Reparaturprozess:
Optimierung der Reparaturparameter:
Durch Analyse der idealen und tatsächlichen Materialvolumenschwankungen während des Reparaturprozesses wurde eine Koordinationsgleichung zwischen Vorschubgeschwindigkeit (Vf) und Verfahrgeschwindigkeit (Vt) abgeleitet. Bei einer bestimmten Reparaturschichtdicke (Hr) kann ein geeignetes Vf/Vt-Verhältnis bestimmt werden, um Prozessstabilität und Vollständigkeit zu gewährleisten.
Auf der Grundlage dieses Prinzips wurden verschiedene Kombinationen von Reparaturparametern - einschließlich Werkzeugdrehzahl, Vorschubgeschwindigkeit und Verfahrgeschwindigkeit - bewertet.
Die Ergebnisse zeigten eine nichtlineare Beziehung zwischen Rotationsgeschwindigkeit und Wärmeentwicklung. Eine Spitzenreparaturtemperatur von ca. 390-410 °C in Verbindung mit einem moderaten Wärmeeintrag führte zu einem optimalen plastischen Fließen des Materials. Die optimalen AFSD-Parameter wurden wie folgt bestimmt: Rotationsgeschwindigkeit ω = 440 U/min, Verfahrgeschwindigkeit Vt = 129,1 mm/min und Vorschubgeschwindigkeit Vf = 50,9 mm/min, wodurch das beste Gleichgewicht zwischen Wärmeentwicklung, Materialfluss und Reparaturqualität gewährleistet wurde.
Interface Bonding nach der Reparatur unter optimaler AFSD:

Bei optimalen Prozessparametern wies die Reparatur eine bessere Füllqualität, Reparaturtiefe und Haftung auf. Die Oberfläche weist eine glatte Morphologie mit besserer Verbundqualität auf. Die metallurgische Verbindung zwischen der Reparatur und dem Basismaterial ist offensichtlich, was auf eine bessere Reparaturqualität hindeutet.
Während des AFSD ist die vom Werkzeug und dem Substrat erzeugte Reibungswärme die primäre Wärmequelle, die die Erweichung und Füllung des Materials beeinflusst. Wenn die Reparaturrille zu tief ist, wird die effektive Materialdurchmischung durch unzureichende Wärme begrenzt. Beim AFSD-Design von TRUER hingegen vergrößert die abgestufte Schnittstelle die Kontaktfläche, fördert die Materialdurchmischung und verbessert die Bindung.
Mikrostrukturelle Entwicklung während der Reparatur von 7075:
Die reparierten Bereiche wiesen feine gleichachsige Körner auf, wobei die Verfeinerung in den gestuften Rillendesigns stärker ausgeprägt war. Die durchschnittliche Korngröße liegt zwischen 3-8 um.
Eigenschaftsanalyse nach der Reparatur:
Mikrohärtemessungen zeigten, dass die reparierten Zonen im Allgemeinen eine geringere Härte aufwiesen als das Grundmaterial. Die Bereiche mit niedriger Härte entsprachen genau der Querschnittsform der Reparaturstruktur mit einer ausgeprägten erweichten Zone und einer Übergangsschicht an der Grenzfläche. Transmissionselektronenmikroskopische (TEM) Bilder bestätigten die verringerte MgZn₂-Phasendichte in den reparierten Zonen, was mit dem beobachteten Härteabfall übereinstimmt.
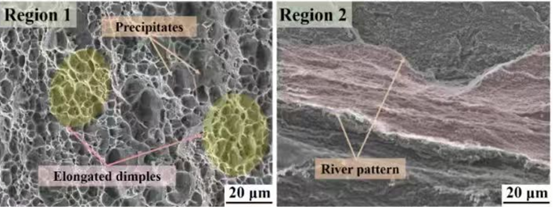
Die fraktografische Untersuchung von Zugproben zeigte sowohl duktile als auch spröde Merkmale, wobei die Koaleszenz von Mikrovoid und kleinen Grübchen typisch für duktiles Versagen war, aber auch flussartige Muster, die auf gemischte Brucharten hinwiesen.
Diese Studie unterstreicht das große Potenzial und die technische Anwendbarkeit der AFSD-Technologie bei der Reparatur von Al-Zn-Mg-Cu-Legierungen (7075 oder 7050). Weitere Forschungsarbeiten sind erforderlich, um die Steuerung des Wärmeeintrags, die strukturelle Gestaltung der Schnittstellen und die genaue Abstimmung zwischen den reparierten und den Grundwerkstoffen zu optimieren.