Die Auswirkungen von Graphit- und Mo₂C-Partikeln auf das Sintern und die mechanischen Eigenschaften von 18Cr4VNbMo-Pulver
18Cr4VNbMo ist ein hochkohlenstoffhaltiger legierter Stahl, der häufig für die Herstellung von Schneidwerkzeugen verwendet wird. Seine mechanischen Eigenschaften sind denen der herkömmlichen Herstellung durch das Flüssigphasensintern in der Superverfestigungslinie (SLPS), das auf dem Temperaturunterschied zwischen der Soliduslinie und der Liquiduslinie beruht, deutlich überlegen. Allerdings ist das Prozessfenster relativ eng.
Mit Unterstützung von Professoren der HNN-Universität fügten die TRUER-Ingenieure dem 18Cr4VNbMo-Pulver eine angemessene Menge Graphit- und Mo₂C-Partikel hinzu, wodurch die Sintertemperatur für die Verdichtung von 1450 °C auf 1275 °C gesenkt und das Prozessfenster erweitert wurde.
1. Prozess schemie des pulvermetallurgischen verfahrens
Die chemische Zusammensetzung von 18Cr4VNbMo-Pulver (wt%)

Chemische Zusammensetzung der Mo₂C-Teilchen (10 wt% hinzugefügt)
In dieser Studie wurden drei Verfahren zur Herstellung von Verbundpulvern entwickelt.
Schema 1: Hinzufügen von 0 wt%, 3 wt% und 6 wt% Mo₂C Partikeln zum 18Cr4VNbMo Pulver;
Schema 2: Hinzufügen von 0,3 wt%, 0,6 wt% und 0,9 wt% Graphitpartikeln zu dem 18Cr4VNbMo-Pulver;
Schema 3: Fügen Sie dem 18Cr4VNbMo-Pulver 6 wt% Mo₂C-Partikel hinzu, und fügen Sie dann jeweils 0,3 wt%, 0,6 wt% und 0,9 wt% Graphit hinzu.
Das gemischte Pulver wurde nass gemischt, getrocknet und gepresst. Dann wurde es unter Argonschutz 1 Stunde lang auf 350°C erhitzt, um es zu entfetten, gefolgt von einem Temperaturanstieg auf 950°C mit einer Geschwindigkeit von 5°C/min für 1 Stunde zur Vorverdichtung.
Dann wurde die Temperatur mit einer Geschwindigkeit von 3°C/min auf die Zieltemperatur erhöht und 1 Stunde lang gehalten, um eine vollständige Verdichtung zu erreichen. Anschließend wurde die Temperatur mit einer Geschwindigkeit von 10°C/min auf 500°C abgekühlt und die Probe im Ofen abgekühlt.
2. Mikrostruktur
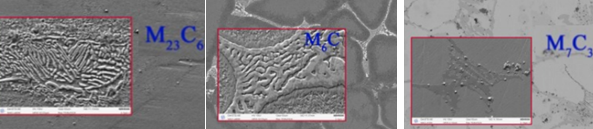
Die wichtigsten Karbide, die in der gesinterten Probe nachgewiesen wurden, einschließlich M23C6, M6C und M7C3. Nach der Einführung von 0,6 Gew.-%TP3T-Graphitpulver wird die Bildung des M7C3 Phase festgestellt wurde.
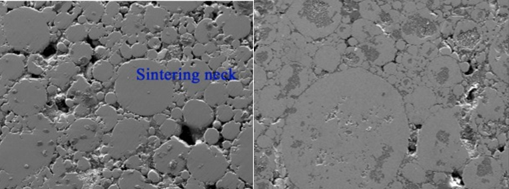
+ beide Graphit & Mo₂C bei 1150°C + beide Graphit & Mo₂C bei 1450°C
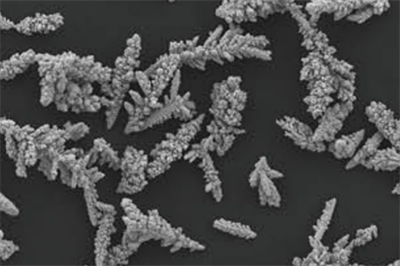
Bei der 18Cr4VNbMo-Probe, die Graphit- und Mo₂C-Teilchen enthielt, war es schwierig, die Verdichtung bei 1150 °C zu erreichen, was zur Bildung von kugelförmigen Teilchen und einer großen Anzahl von Sinterhälsen führte (linkes Foto).
Die Elementaranalyse an den Partikelgrenzen ergab eine erhebliche Anreicherung von Sauerstoff und Eisen. Diese Beobachtung deutet darauf hin, dass bei den derzeitigen Sinterparametern die Grenzflächen der Partikel immer noch von einer Schicht aus Metalloxiden bedeckt sind. Diese Oxidschicht behindert die atomare Diffusion und die metallurgische Bindung zwischen den Partikeln erheblich und hemmt damit den Verdichtungsprozess bei dieser Temperatur.
Als die Sintertemperatur auf 1450 °C anstieg (Foto rechts), verdichtete sich das ursprüngliche Pulver. An den Pulvergrenzen bildete sich eine streckenartige Karbidstruktur. Die Elementanalyse ergab eine signifikante Cr-Entmischung in diesem Bereich. In Verbindung mit der XRD-Analyse wurde gefolgert, dass es sich bei dieser Phase hauptsächlich um die M23C6 Phase.
Die Einführung von Graphit förderte die Umwandlung der metastabilen M23C6 Phase in die stabile M7C3 Phase. Durch die Bildung dieser Phase wurden die Härte und die Verschleißfestigkeit des Materials erheblich verbessert, gleichzeitig aber auch seine Sprödigkeit erhöht. Spätere Tests der mechanischen Eigenschaften haben dies ebenfalls bestätigt.
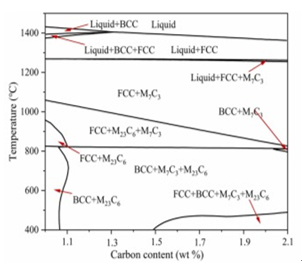
Bei dem 18Cr4VNbMo-Pulversystem ist der M7C3 und M23C6 Phasen sind im Hochtemperaturbereich stabil vorhanden. Bei Abkühlung auf den Gleichgewichtszustand wandelt sich die Phasenzusammensetzung allmählich in einen kubisch-raumzentrierten Mischkristall um, der von M23C6.
3. Nachverdichtung
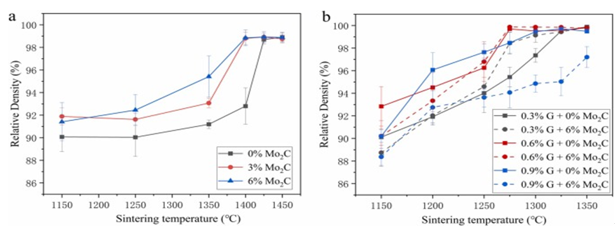
Im Temperaturbereich von 1350 - 1400°C stiegen die relativen Dichten der Proben, die 3 wt% und 6 wt% Mo₂C enthielten, stark an und erreichten bei 1400°C eine signifikante Verdichtung, wobei die relativen Dichten 98,87% bzw. 98,99% erreichten. Als die Temperatur auf 1450°C anstieg, betrug die relative Dichte des ursprünglichen Pulverpresslings 98,69%. Der Mechanismus für diesen Temperaturunterschied bei der Verdichtung besteht darin, dass sich bei hohen Temperaturen einige Mo₂C-Partikel teilweise zersetzen und freien Kohlenstoff freisetzen. Der freie Kohlenstoff nimmt an Oxidations-Reduktions-Reaktionen teil und entfernt die Oxid-Diffusionsbarrieren, die die Oberfläche der Pulverteilchen bedecken.
Die relativen Dichten der Zusammensetzungen mit 0,6 wt% Graphit + 0 wt% Mo₂C und 0,6 wt% Graphit + 6 wt% Mo₂C stiegen stark an auf 99,65% bzw. 99,67%, als die Temperatur 1275°C erreichte. Zu diesem Zeitpunkt waren die Pulver vollständig gesintert und geformt, und ihre theoretischen Dichten betrugen 7,68 g/cm³ bzw. 7,79 g/cm³.
Im Gegensatz dazu erreichten die Zusammensetzungen mit 0,3 wt% Graphit + 0 wt% Mo₂C und 0,3 wt% Graphit + 6 wt% Mo₂C die maximale relative Dichte erst bei 1325°C (99,52% bzw. 99,43%).
Also, Hinzufügen 0,6 wt% Graphit- und 6 wt% Mo₂C-Partikel zur ursprünglichen 18Cr4VNbMo Pulver führte zu einer Senkung der für die Verdichtung erforderlichen Sintertemperatur um 12%.
4. Mechanische Eigenschaften
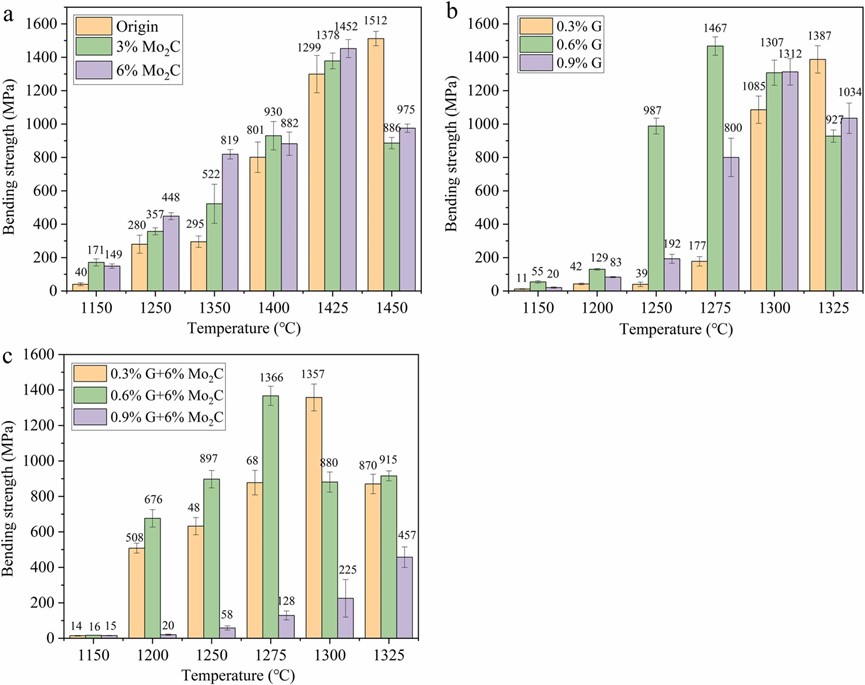
Wenn die Sintertemperatur den optimalen Wert überschreitet und weiter ansteigt, nimmt die Biegefestigkeit der Mo₂C-haltigen Proben deutlich ab. Diese Verschlechterung wird darauf zurückgeführt, dass die überhöhte Sintertemperatur die Vergröberung der Karbide und die Bildung einer großen Menge an flüssiger Phase fördert, was in der Folge zur Bildung von Poren und zur Abschwächung der Biegefestigkeit führt.
Nach Zugabe unterschiedlicher Mengen von Graphit zum ursprünglichen Pulver erreicht das Material bei einer niedrigeren Sintertemperatur schnell den Höhepunkt der Biegefestigkeit, was hauptsächlich auf die verstärkende Wirkung von Graphit auf die Verdichtungskinetik zurückzuführen ist. Die Zugabe von Graphitpulver führt jedoch zu einem Rückgang der Biegefestigkeit des Materials im Verdichtungszustand: Im Vergleich zum ursprünglichen Pulver verursacht Graphitpulver einen erheblichen Abfall von M7C3 Karbide im Material, wodurch die Chromelemente in der Matrix übermäßig verbraucht werden, was die Mischkristallverfestigung und die Zähigkeit schwächt, und das spröde Karbidnetzwerk, das sich an den Pulvergrenzen bildet, bietet einen Pfad mit geringem Widerstand für die Rissausbreitung.
Dieses Phänomen zeigt, dass die rationelle Steuerung der Karbidausscheidung und -verteilung von entscheidender Bedeutung für die Verbesserung der mechanischen Biegeeigenschaften des Materials ist.

Nach dem Verdichtungssintern erreichten die Proben mit 3 wt% und 6 wt% Mo₂C Spitzenhärtewerte von 655 HV bzw. 743 HV, die deutlich über den 586 HV des ursprünglichen Pulvers lagen.
Diese Verstärkung wird auf die durch die Mo₂C-Partikel eingeführte Verstärkungsphase zurückgeführt: Der Zusatz von Mo₂C fördert die massive Ausfällung von M6C-Karbide, und die harten Karbide, die sich entlang der Pulvergrenzen ablagern, behindern wirksam die Bewegung von Versetzungen.
Die Zugabe von Graphitpulver verändert die Art der Karbide der zweiten Phase, die sich im ursprünglichen Pulver ablagern. Da M7C3 hat eine höhere Härte als M23C6, Die Proben mit Graphitzusatz weisen im verdichteten Zustand eine deutlich höhere Härte auf als das unmodifizierte Originalpulver.
Unter der kombinierten Wirkung von Graphitpulver und Mo₂C-Partikeln kommt es zur Ausscheidung von hochharten Sekundärkarbiden (insbesondere M6C) weiter an, und die Gesamthärte der Probe nimmt weiter zu.
Im Einzelnen: Die Proben mit 0,3 wt% Graphit + 6 wt% Mo₂C und 0,6 wt% Graphit + 6 wt% Mo₂C erreichten Spitzenhärtewerte von 819 HV bzw. 813 HV.
5. Frakturanalyse
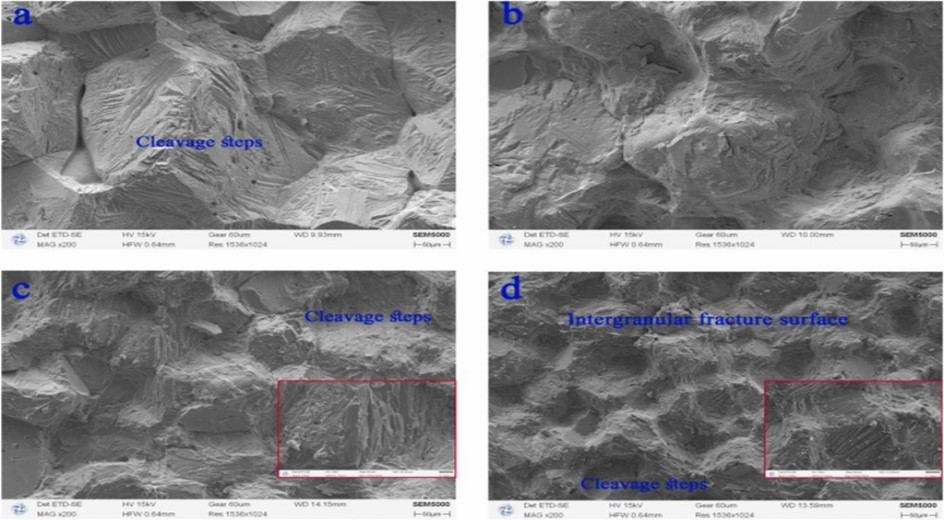
Die Bruchfläche des ursprünglichen 18Cr4VNbMo-Pulvers zeigte keine signifikante Anisotropie, die im Biegetest an verschiedenen Abschnitten beobachtet wurde. Die Risse erstreckten sich bevorzugt entlang der Pulvergrenzen und bildeten ein charakteristisches Felsenmuster, das auf einen typischen intergranularen Bruchmechanismus hinweist.
Darüber hinaus wurde eine große Anzahl von M23C6 Karbide, die sich an den Pulvergrenzen des verdichteten 18Cr4VNbMo-Pulvers absetzten. Unter der Einwirkung von Spannungen kam es bei diesen Karbidteilchen selbst zu einem Partikelspaltbruch, der ein paralleles Terrassenmuster aufwies und schließlich zu einem gemischten Bruchmodus führte, der von einer intergranularen und einer Spaltung innerhalb der Karbide dominiert wurde.
6. Schlussfolgerung
In dieser Studie wurde ein Verbundwerkstoff (Graphit/Mo₂C-Zweiphasenmaterial mit Zusatz von 18Cr4VNbMo) mit Hilfe der SLPS-Technik hergestellt. Die synergistischen Auswirkungen der Partikel auf das Verdichtungsverhalten, die Entwicklung der Mikrostruktur und die mechanischen Eigenschaften bei unterschiedlichen Sintertemperaturen wurden systematisch untersucht. Die wichtigsten Schlussfolgerungen lauten wie folgt:
(1) Bei dem gesinterten Rohpulver kommt es zur Ausscheidung der Karbidphase an der Pulvergrenzfläche. Die Zugabe von Graphit bewirkt die Umwandlung der ausgefällten Phase in M7C3 Phasen.
(2) Die Verdichtungstemperatur von 18Cr4VNbMo-Pulver, das 0,6 wt% Graphit und 6 wt% Mo₂C enthält, sank von ursprünglich 1450°C auf 1275°C (eine Verringerung um ca. 12%), die Härte während der Verdichtungsphase stieg von 586 HV auf 819 HV (eine Zunahme von 39,8%), und die Biegefestigkeit erreichte 1366 MPa.
(3) Die gesinterte Probe des ursprünglichen Pulvers wies einen gemischten Bruchmodus aus intergranularem Bruch entlang der Pulvergrenzen und transgranularer Spaltung innerhalb der Karbide auf.