Überblick über Titanlegierungspulver
Titanlegierungen werden aufgrund ihres guten Verhältnisses von Festigkeit zu Gewicht, ihrer Korrosionsbeständigkeit, ihrer Biokompatibilität und ihrer Fähigkeit, extremen Umgebungsbedingungen standzuhalten, in der Luft- und Raumfahrt, der Medizintechnik, der Schifffahrt und anderen anspruchsvollen Anwendungen eingesetzt.
In der Pulvermetallurgie und der additiven Fertigung, Titanlegierungspulver kann selektiv schichtweise geschmolzen oder gesintert werden, um komplexe, leichte Bauteile mit überlegenen mechanischen Eigenschaften herzustellen, die denen von traditionell verarbeiteten Knetlegierungen entsprechen oder diese sogar übertreffen.
Zu den gängigen Titanlegierungen, die in Pulverform erhältlich sind, gehören:

Titanlegierung Pulverzusammensetzung
Titanlegierungen, die in der Pulvermetallurgie verwendet werden, bestehen hauptsächlich aus Titan und Legierungselementen wie Aluminium, Vanadium, Eisen, Molybdän und anderen:
| Legierung | Zusammensetzung |
|---|---|
| Ti-6Al-4V (Güteklasse 5) | 6% Aluminium, 4% Vanadium, 0,25% (max) Eisen, 0,2% (max Sauerstoff), Rest Titan |
| Ti-6Al-7Nb | 6% Aluminium, 7% Niob, Balance Titan |
| Ti-555 (Ti-5Al-5Mo-5V-3Cr-0.5Fe) | 5% Aluminium, 5% Molybdän, 5% Vanadium, 3% Chrom, 0,5% Eisen, Rest Titan |
| Ti-1023 (Ti-10V-2Fe-3Al) | 10% Vanadium, 2% Eisen, 3% Aluminium, Rest Titan |
Eigenschaften des Titanlegierungspulvers
Zu den wichtigsten Merkmalen von Titanlegierungspulvern gehören:
| Eigentum | Bedeutung |
|---|---|
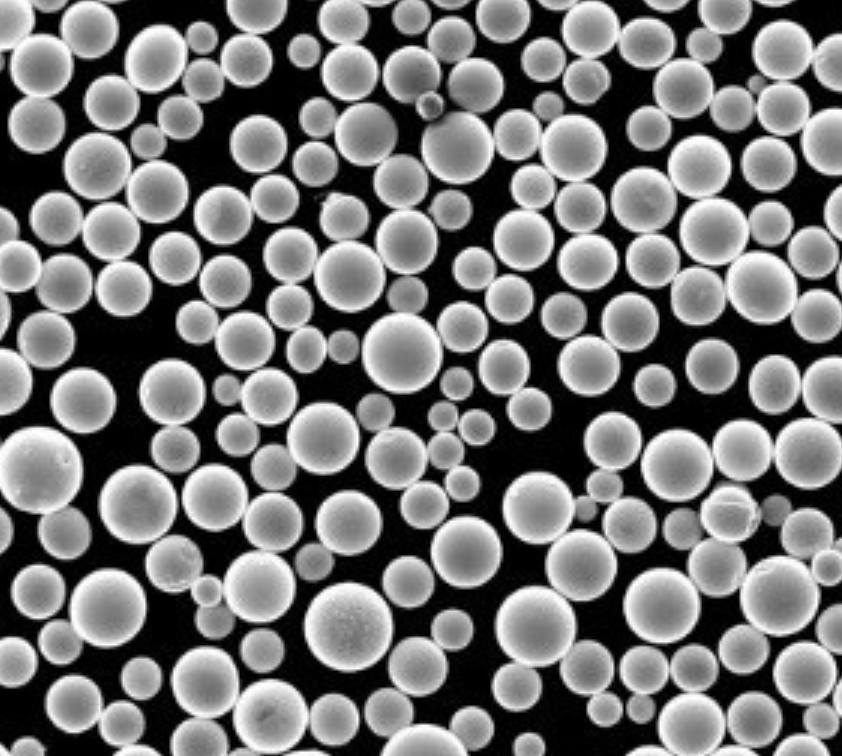
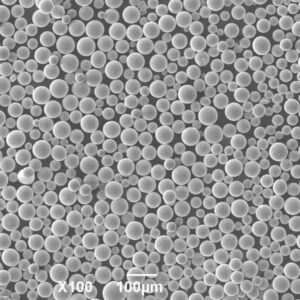
| Partikelgrößenverteilung | 30-150 μm für die meisten additiven Verfahren; beeinflusst Dichte, Präzision und Oberflächengüte |
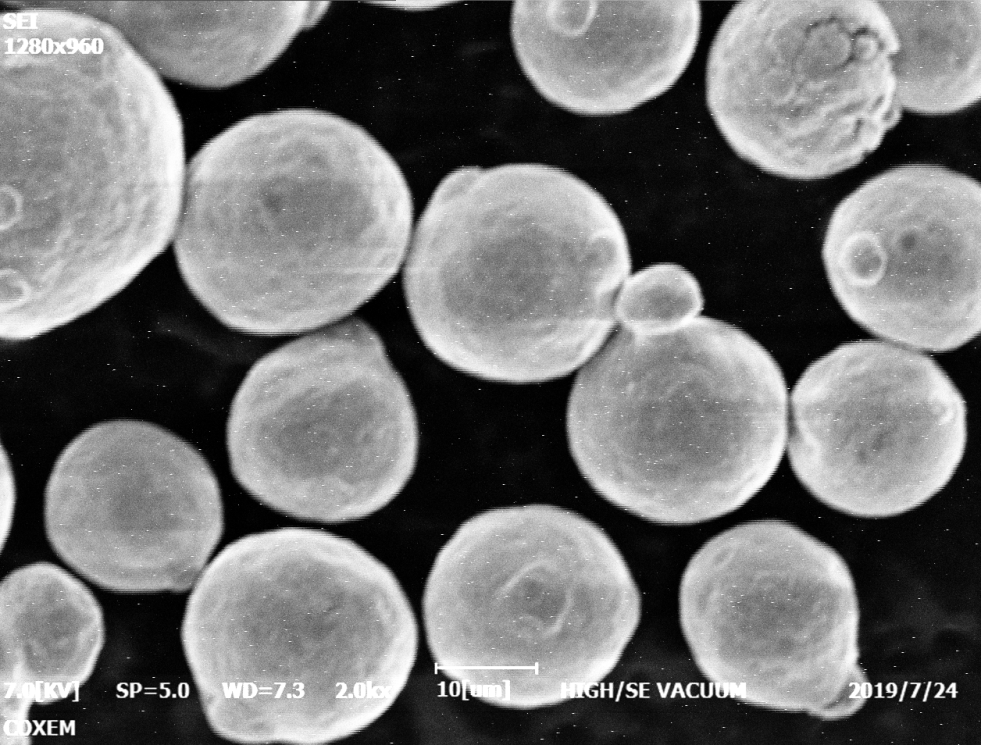
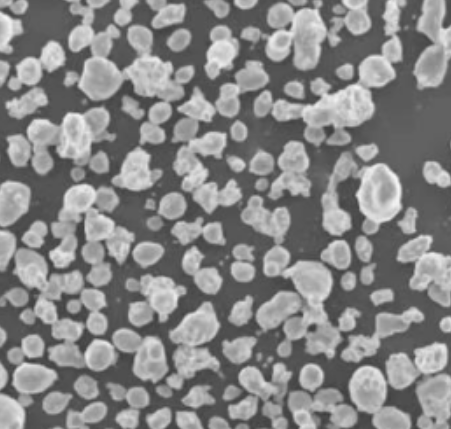
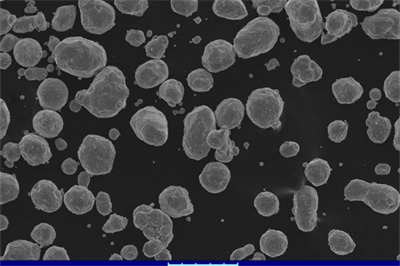
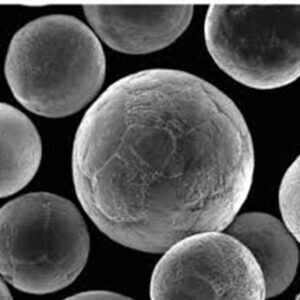
| Sphärizität und Form | Hochgradig sphärische Morphologie verbessert Fließfähigkeit und Packungsdichte |
| Reinheit | >99,5%, sauerstoffarm, wichtig zur Erzielung mechanischer Eigenschaften |
| Durchflussmenge | >25 s/50 g; beeinträchtigt Wiederbeschichtung und Gleichmäßigkeit der Schicht |
| Scheinbare Dichte | >2,5 g/cc; bezieht sich auf die endgültige Bauteildichte |
| Hausner-Verhältnis | <1,25; zeigt die Fließfähigkeit des Pulvers an |
Anwendungen von Titanlegierungspulver
Die additive Fertigung mit Titanlegierungspulvern erstreckt sich auf verschiedene Branchen:
| Industrie | Anwendungen |
|---|---|
| Luft- und Raumfahrt | Strukturelle Komponenten der Flugzeugzelle, Triebwerksteile, die hohen Temperaturen ausgesetzt sind |
| Medizinische | Orthopädische und zahnmedizinische Implantate, Prothetik, chirurgische Instrumente |
| Automobilindustrie | Pleuelstangen, Turboladerräder, Ventile und Ventilfedern |
| Chemisch | Wärmetauscher, Ventile, Rohrleitungen und Reaktionsbehälter |
| Erdöl | Bohrlochwerkzeuge für korrosive Umgebungen mit hohem Druck |
Spezifikationen für Titanlegierungspulver
Wichtige Normen für die Zusammensetzung, Verunreinigungen und Kontamination von Titanlegierungspulvern:
| Standard | Abgedeckte Pulversorten |
|---|---|
| ASTM B348 | Titan-Knetlegierungen der Grade 1 bis 48 |
| ASTM F67 | Unlegiertes, Alpha-Beta- und Beta-Titan für chirurgische Implantate |
| ASTM F2924 | Ti-6Al-4V für die additive Fertigung |
| ASTM F3001 | Ti-6Al-4V ELI (extra niedrige Zwischengitterstruktur) für AM |
Lieferanten von Titanlegierungspulvern
Viele etablierte Unternehmen stellen weltweit Pulver aus Titanlegierungen für die additive Fertigung her:
| Unternehmen | Angebotene Klassenstufen | Preisgestaltung |
|---|---|---|
| AP&C | Ti-6Al-4V, Ti-6Al-4V ELI | $350-$500 pro kg |
| TLS Technik | Ti-6Al-4V, Ti-6Al-7Nb, Ti-5Al-5Mo-5V-3Cr | $250-$450 pro kg |
| Tekna | Ti-6Al-4V ELI, Ti-6Al-7Nb, Sonderlegierungen | $400-$600 pro kg |
| Metalysis | Ti-6Al-4V, Ti-6Al-4V ELI, Ti-64, Sonderlegierungen | $300-$450 pro kg |
Vergleich zwischen Titanlegierungspulvern
Hauptunterschiede zwischen den gängigsten Titanlegierungen Ti-64 und Ti-64 ELI:
| Parameter | Ti-6Al-4V (Ti-64) | Ti-6Al-4V ELI |
|---|---|---|
| Sauerstoffgehalt | Bis zu 0,20 wt% | Weniger als 0,13 wt% |
| Eisengehalt | Bis zu 0,30 wt% | Weniger als 0,25 wt% |
| Mechanische Festigkeit | Hoch | Mittel |
| Duktilität | Mittel | Sehr hoch |
| Ermüdungsfestigkeit | Mittel | Sehr hoch |
| Bruchzähigkeit | Mittel | Hoch |
| Kosten pro kg | Unter | Höher |
Vorteile der additiven Fertigung mit Titanlegierungspulver
Die wichtigsten Vorteile von AM-Prozessen, die Titanlegierungspulver als Ausgangsmaterial verwenden:
- Fähigkeit zur Herstellung leichter, kundenspezifischer, topologieoptimierter Geometrien
- Erhebliche Verringerung des Rohstoffabfalls im Vergleich zu subtraktiven Verfahren
- Benötigt keine teuren Werkzeuge, Formen oder Bearbeitungsvorrichtungen
- Die Teile weisen eine gleichwertige oder bessere Ermüdungsfestigkeit und Bruchzähigkeit auf als gegossene und geschmiedete Teile.
- Hohes Festigkeits-Gewichts-Verhältnis, ideal für die Konstruktion von Luft- und Raumfahrtkomponenten
- Abgestufte Zusammensetzungen und fortschrittliche Legierungsmischungen können leicht maßgeschneidert werden
- Just-in-time-Fertigung mit geringen Mindestbestellmengen möglich
Herausforderungen im Zusammenhang mit der additiven Fertigung unter Verwendung von Titanlegierungspulvern
Einige Einschränkungen müssen bei der Einführung von Titan-AM in verschiedenen Branchen berücksichtigt werden:
- Hohe Materialkosten aufgrund der energieintensiven Gewinnung und Verarbeitung des Pulvers
- Beseitigung von Eigenspannungen zur Vermeidung von Verformungen und Rissen nach der Fertigstellung
- Zusätzliche HIP- und Endbearbeitung oft notwendig, um kritische Toleranzen zu erreichen
- Die Handhabung reaktiver Pulver erfordert Schutzatmosphären und -verfahren
- Da sich die Schwindung nur schwer genau vorhersagen lässt, ist eine Kompensation bei der Konstruktion unerlässlich.
- Optimierung der thermischen Parameter und der zur Begrenzung der Anisotropie erforderlichen Scan-Strategien

FAQ
F: Welches Pulver aus einer Titanlegierung wird am häufigsten bei AM verwendet?
A: Auf Ti-6Al-4V (Grad 5) entfallen über 50% der gesamten additiven Titanherstellung, was auf seine hervorragenden mechanischen Eigenschaften wie Zugfestigkeit, Ermüdungsfestigkeit und Korrosionsbeständigkeit zurückzuführen ist. Ti-6Al-4V ELI ist auch wegen seiner hervorragenden Duktilität und Bruchzähigkeit beliebt.
F: Entstehen bei der additiven Fertigung mit Titanlegierungen poröse oder dichte Teile?
A: Auf der Grundlage der Verarbeitungsparameter kann beides erreicht werden. Während eine hohe Dichte von über 99% mit Eigenschaften, die denen von Massenlegierungen entsprechen, für strukturelle Anwendungen bevorzugt wird, ermöglicht eine kontrollierte Porosität zwischen 30-70% orthopädischen Implantaten, das Einwachsen von Gewebe zu fördern, was zu einer besseren Osseointegration als bei Vollmetall führt.
F: Welche Partikelgrößenverteilung ist für Pulver aus Titanlegierungen bei AM optimal?
A: Üblich sind 20-63 Mikrometer, wobei die ideale Mindestpartikelgröße über 15 Mikrometer liegt, um das Risiko der Pyrophorizität zu begrenzen. Obwohl feinere Pulver unter 30 Mikron eine bessere Auflösung und Oberflächengüte ermöglichen, können extrem feine Partikel den Pulverfluss beeinträchtigen, was zu schlechter Wiederbeschichtung und Dichteproblemen beim Druck führt.
F: Wie werden nicht verwendete Titanlegierungspulver nach der additiven Fertigung wiederverwendet?
A: Sie werden durch Klassierer geleitet, um brauchbare Fraktionen auszusieben, die den Spezifikationen für Größe und Form entsprechen. Diese werden dann mit etwas frischem Pulver in kontrollierten Verhältnissen gemischt, um die chemische Zusammensetzung zu erhalten. Durch diese Art des Recyclings nach mehrfacher Wiederverwendung erhält das Titanpulver eine optimale Kugelform und Fließfähigkeit, die für eine hervorragende Gleichmäßigkeit der Schichten beim Bau sorgt.
F: Warum benötigt die Baukammer beim Drucken von Titanlegierungen eine inerte Argonatmosphäre?
A: Titan ist bei hohen Temperaturen sehr reaktiv und absorbiert leicht Gase wie Sauerstoff, Stickstoff und Wasserstoff, was zur Versprödung und zur Verschlechterung der mechanischen Eigenschaften führt. Es wird empfohlen, den Sauerstoffgehalt unter 25 ppm zu halten. Eine Inertgasumgebung verhindert die Verunreinigung von hochreinen Titanlegierungen während des Additivdrucks.
F: Welche Nachbearbeitungsmethoden werden bei additiv gefertigten Titanbauteilen eingesetzt?
A: Die Entfernung von Trägern durch NaOH- oder HCl-Bäder, spannungsabbauende Wärmebehandlung, HIP und Fertigbearbeitung werden routinemäßig eingesetzt. Weitere fortschrittliche Techniken sind die Oberflächenstrukturierung, die Kollagen-Mikromusterung von Implantaten, die Härtung durch Kugelstrahlen, die Oberflächenanodisierung und das Aufbringen bioaktiver Beschichtungen durch thermisches Spritzen oder Laserauftragschweißen.
F: Welche Leitlinien gibt es für den sicheren Umgang mit Titanlegierungspulvern?
A: Die Verwendung eigensicherer elektrischer Geräte, die Minimierung der statischen Aufladung durch Erdung, die Lagerung in inerten Originalbehältern und die Vermeidung von Atmosphäreneinwirkung sind unerlässlich. Bei der Handhabung sind Gesichtsmasken und Schutzkleidung erforderlich. Bei speziellen Medien wie Graphitpulver, das für reaktive Pulverbrände geeignet ist, muss eine Feuerlöschausrüstung getragen werden.