Überblick über Legierungspulver auf Titanbasis
Legierungspulver auf Titanbasis ist ein Metallpulver aus Titan, das mit anderen Legierungselementen wie Aluminium, Vanadium, Eisen und Molybdän vermischt ist. Es bietet außergewöhnliche Festigkeit, geringe Dichte, hohe Korrosionsbeständigkeit und Biokompatibilität. Titanpulver wird häufig in der Luft- und Raumfahrt, bei medizinischen Implantaten, Automobilteilen, Sportgeräten und anderen Anwendungen eingesetzt, bei denen leichte, haltbare Komponenten benötigt werden.
Die einzigartigen Eigenschaften von Titanlegierungspulver ergeben sich aus seiner kristallinen Struktur. Dem reinen Titanpulver werden Legierungselemente zugesetzt, um bestimmte Eigenschaften für verschiedene Anwendungen zu verbessern. Die Partikelform, die Größenverteilung, die Fließfähigkeit und die Mikrostruktur des Pulvers können maßgeschneidert werden, um die Leistung in der additiven Fertigung oder in pulvermetallurgischen Verfahren zu optimieren.
Dieser Leitfaden bietet einen detaillierten Überblick über die verschiedenen Arten von Titanlegierungspulver, ihre Eigenschaften, Anwendungen, Lieferanten, Kosten, Normen und mehr. Er soll den Käufern helfen, das richtige Titanpulver für ihre Produktionsanforderungen auszuwählen.
Titanlegierungspulver-Typen
Es gibt vier Hauptkategorien von Titanlegierungspulver:
| Legierung Typ | Wichtige Legierungselemente | Merkmale |
|---|---|---|
| Alpha-Legierungen | Aluminium, Sauerstoff | Ausgezeichnete Korrosionsbeständigkeit, stabil bei hohen Temperaturen |
| Alpha-Beta-Legierungen | Aluminium, Vanadium, Molybdän | Hohe Festigkeit, mäßige Duktilität |
| Metastabile Beta-Legierungen | Molybdän, Vanadium, Eisen, Chrom | Wärmebehandelbar, hohe Festigkeit, gute Duktilität |
| Beta-nahe/beta-Legierungen | Molybdän, Vanadium, Niobium | Höchste Festigkeit, mäßige Duktilität |
Das Mikrogefüge und die daraus resultierenden Eigenschaften hängen von der Art und Menge der Legierungselemente ab:
Aluminium erhöht die Festigkeit und Kriechbeständigkeit bei erhöhten Temperaturen in Alpha- und Alpha-Beta-Legierungen.
Vanadium sorgt für Festigkeit durch Mischkristallverfestigung und Ausscheidungshärtung. Es stabilisiert die Beta-Phase in Beta- und Fast-Beta-Legierungen.
Eisen wird hinzugefügt, um die Alpha-Phase zu stabilisieren, kann aber die Duktilität verringern.
Molybdän stärkt Beta-Phasen-Titanlegierungen und verbessert die Kriechfestigkeit.
Chrom erhöht die Festigkeit und die Hochtemperatureigenschaften.
Niobium stabilisiert die Beta-Phase bei Raumtemperatur und ermöglicht die Ausscheidungshärtung.
Anwendungen von Titanlegierungspulver
Titanlegierungspulver eignet sich für eine breite Palette von Anwendungen:
| Industrie | Anwendungen |
|---|---|
| Luft- und Raumfahrt | Triebwerkskomponenten, Flugzeugzellen, Fahrwerk, Befestigungselemente |
| Medizinische | Implantate, chirurgische Instrumente, Prothesen |
| Automobilindustrie | Pleuelstangen, Ventile, Federn, Turboladerräder |
| Chemisch | Wärmetauscher, Reaktionsbehälter, Rohre und Schläuche |
| Stromerzeugung | Dampf- und Gasturbinenschaufeln, Wärmetauscherrohre |
| Sportartikel | Golfschläger, Tennisschläger, Fahrräder, Hockeyschläger |
| Petrochemie | Meerwasserentsalzungsanlagen, Öl- und Gasbohrgeräte |
Die Kombination aus hoher Festigkeit, geringer Dichte, Korrosionsbeständigkeit und Biokompatibilität macht Titanlegierungspulver ideal für kritische Strukturteile, die zuverlässig und leistungsfähig sein müssen.
Spezifikationen und Normen
Pulver aus Titanlegierungen werden nach den internationalen ASTM-Normen hergestellt, die die Chemie, die Partikelgrößenverteilung, die Fließgeschwindigkeit und andere Qualitätsparameter festlegen. Gemeinsame Spezifikationen umfassen:
- ASTM B348: Standardspezifikation für Pulver aus Titan und Titanlegierungen
- ASTM B939: Standardspezifikation für Titanlegierungspulver für Beschichtungen
- ASTM F1580: Standardspezifikation für Titan- und Titan-6-Aluminium-4-Vanadium-Legierungspulver für Beschichtungen
- ASTM F3049: Standard Guide for Characterizing Properties of Metal Powders Used for Additive Manufacturing Processes
Internationale Normungsorganisationen wie die ISO stellen ebenfalls Spezifikationen für Titanpulver bereit:
- ISO 22068: Titan-Pulver für das thermische Spritzen
- ISO 23304: Pulver aus Titanlegierungen für die additive Fertigung
Pulverhersteller müssen ihr Material und ihre Prozesse kontinuierlich testen, um sicherzustellen, dass die Anforderungen der Normen in Bezug auf Chemie, Partikelgröße, Morphologie, Durchflussrate und Verunreinigung eingehalten werden.
Eigenschaften des Titanlegierungspulvers
Die Zusammensetzung, die Partikelgrößenverteilung, die Morphologie, die Mikrostruktur, die Fließfähigkeit und der Verunreinigungsgrad bestimmen die Qualität und die Leistung von Titanlegierungspulver:
Partikelgröße: Beeinflusst Dichte, Qualität und Genauigkeit bei der additiven Fertigung. In der Regel werden feine Pulver unter 100 Mikrometer verwendet.
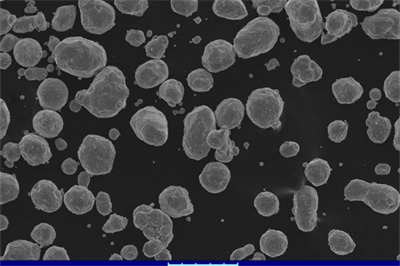
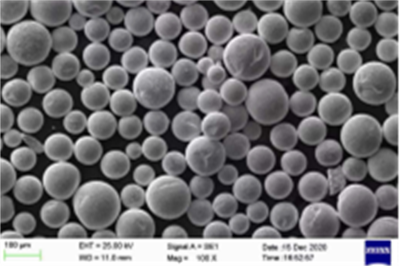
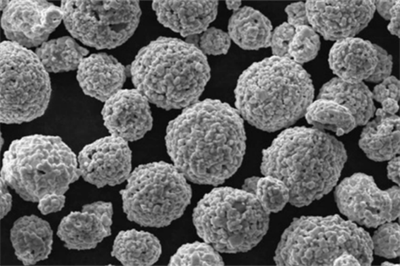
Morphologie: Sphärische, unregelmäßige oder gemischte Partikelformen beeinflussen den Pulverfluss und die Packungsdichte. Satellitenteilchen können Defekte verursachen.
Fließfähigkeit: Gemessen anhand von Faktoren wie Schüttwinkel, Hausner-Verhältnis und Hall-Durchflussmesser-Trichtertests. Entscheidend für die Beschickung während der Verarbeitung.
Mikrostruktur: Legierungszusammensetzung und Herstellungsverfahren bestimmen die Alpha-, Alpha-Beta- oder Beta-Mikrostrukturen. Beeinflusst die mechanischen Eigenschaften.
Sauerstoff-/Stickstoffgehalt: Höhere Werte erhöhen die Sprödigkeit und Porosität. Pyrophore Sorten haben aus Gründen der Reaktivität und Sicherheit einen sehr niedrigen Sauerstoffgehalt.
Metallische Verunreinigungen: Eisen, Chrom, Nickel und andere Verunreinigungen verändern die Legierungseigenschaften. Eine strenge Kontrolle ist erforderlich.
Verfahren zur Herstellung von Titanpulver
Die vier wichtigsten Produktionswege für Titanlegierungspulver sind:
- Plasma-Zerstäubung - Ein Hochenergie-Inertgasplasma schmilzt und zerstäubt das flüssige Metall zu feinen, kugelförmigen Pulvern mit kontrollierter Größenverteilung. Üblich für reaktive Legierungen.
- Gaszerstäubung - Ein inertes Gas zersetzt den flüssigen Metallstrom in Pulver. Weniger Energie als beim Plasmaprozess. Unregelmäßige Morphologie.
- Verfahren mit rotierenden Elektroden - Ein elektrischer Lichtbogen schmilzt das Drahtvormaterial, und die Zentrifugalkräfte zerstreuen die geschmolzenen Tröpfchen zu Pulver. Kostengünstige Methode.
- Hydrid-Dehydrid-Verfahren - Titanhydridpulver wird zunächst hergestellt und dann dehydriert, um sprödes, unregelmäßiges Titanpulver zu erzeugen. Ein einfaches Verfahren, das für kostengünstige Anwendungen eingesetzt wird.
Zerstäubungstechniken ermöglichen eine genaue Kontrolle der Pulvereigenschaften, die für Hochleistungskomponenten entscheidend sind.

Lieferanten von Titanlegierungspulver
Viele Unternehmen bieten Pulver aus Titanlegierungen für verschiedene Anwendungen und Verarbeitungsmethoden an:
| Anbieter | Angebotene Klassenstufen | Produktionsverfahren |
|---|---|---|
| AP&C | Ti-6Al-4V, Ti-6Al-4V ELI, Ti-6Al-4V Grade 23, Ti-6Al-4V Grade 5 | Plasma-Zerstäubung |
| Arcam AB | Ti-6Al-4V, Ti-6Al-4V ELI, Ti-64 Grad 5 | Plasma-Zerstäubung |
| Zimmerer-Zusatzstoff | Ti-6Al-4V, Ti-6Al-4V ELI | Gaszerstäubung |
| CNPC-PULVER | Ti-6Al-4V, Ti-6Al-4V ELI, Ti Grade 2, Ti Grade 5 | Plasma-Zerstäubung |
| GKN Pulvermetallurgie | Ti-6Al-4V, Ti-6Al-4V ELI | Gaszerstäubung |
| LPW-Technologie | Ti-6Al-4V, Ti-6Al-4V ELI, Ti Grade 2, Ti Grade 5 | Plasma-Zerstäubung |
| Praxair | Ti-6Al-4V, Ti-6Al-4V ELI | Plasma-Zerstäubung |
| Sandvik Fischadler | Ti-6Al-4V, Ti Grade 2, Ti Grade 5 | Gaszerstäubung |
| Tekna | Ti-6Al-4V, Ti-6Al-4V ELI | Plasma-Zerstäubung |
Führende Marken aus der Medizintechnik und der Luft- und Raumfahrt verwenden die hochwertigen Pulver dieser Hersteller für kritische Anwendungen, die gleichbleibende Eigenschaften und eine Kontrolle der Feinstkorngröße erfordern.
Titanpulver Preise
Titanlegierungspulver ist aufgrund der komplexen Gewinnung und Verarbeitung teurer als Stähle:
| Klasse | Preisspanne |
|---|---|
| Ti-6Al-4V | $100-$500 pro kg |
| Ti-6Al-4V ELI | $150-$600 pro kg |
| Ti Klasse 5 | $250-$1000 pro kg |
| Ti Grad 23 | $300-$1200 pro kg |
Die Preise variieren je nach:
- Chemie - Sorten mit strengeren chemischen Spezifikationen für kritische Anwendungen verlangen höhere Preise.
- Produktionsverfahren - Gas- und plasmagestäubte Pulver kosten mehr als HDH-Pulver.
- Partikelgröße - Feinere Pulver unter 45 Mikron sind teurer als gröbere Pulver.
- Auftragsvolumen - Bei Großbestellungen über 1000 kg gewähren die Lieferanten bessere Rabatte.
- Verarbeitung - Die Preise für kugelförmige, fließfähige Pulver, die in der additiven Fertigung verwendet werden, sind höher als für unregelmäßige Pulver für Press- und Sinteranwendungen.
- Zertifizierungen - Qualitäten für die Luft- und Raumfahrt mit vollständiger Rückverfolgbarkeit und Qualitätssicherung gemäß den Normen AS9100 und ISO 9001 haben einen hohen Preis.
- Exotische Legierungen - Komplexere proprietäre Titanlegierungen, die für spezielle Anwendungen entwickelt wurden, sind sehr teuer.
Wie man Titanpulver-Lieferanten auswählt
Die Wahl eines zuverlässigen Lieferanten für Titanlegierungspulver ist entscheidend. Hier sind einige Schlüsselfaktoren zu beachten:
- Erleben Sie - Suchen Sie nach Herstellern mit jahrzehntelanger Erfahrung im Bereich der Titanpulver-Produktionstechnologien. Dies gewährleistet die Beherrschung des Prozesses.
- Qualitätssysteme - Die Zulieferer sollten nach ISO 9001, ISO 13485, AS9100 oder anderen Normen zertifiziert sein, um eine strenge Qualitätskontrolle und -prüfung zu gewährleisten.
- Produktionskapazität - Gehen Sie eine Partnerschaft mit Lieferanten ein, die Ihren Mengenbedarf zuverlässig decken können, jetzt und in Zukunft, wenn Ihr Betrieb wächst.
- Technisches Fachwissen - Pulverhersteller sollten über eigene technische Teams verfügen, die bei der Entwicklung kundenspezifischer Legierungen mitarbeiten und Sie bei der Auswahl geeigneter Sorten für Ihre Anwendung beraten können.
- Ansehen in der Industrie - Führende Marken aus der Luft- und Raumfahrt, der Medizintechnik und der Industrie vertrauen auf die Fähigkeiten und die Leistungsbilanz seriöser Lieferanten.
- Sicherheit - Bewertung der Sicherheitsprogramme, der Materialhandhabungsprotokolle und der Einhaltung der Vorschriften für Gefahrguttransporte.
- Mehrwertige Dienstleistungen - Einige Anbieter bieten zusätzliche Vorteile wie Bestandsmanagement, beschleunigten Versand und Unterstützung bei der Erstellung von Anwendungsprototypen.
Bevorzugen Sie Titanpulverhersteller mit fortschrittlichen Produktionstechnologien, einer breiten Produktpalette, wettbewerbsfähigen Preisen und einer starken Erfolgsbilanz in Ihrer Zielbranche.

Wie wählt man Titanpulver für die additive Fertigung aus?
Die Auswahl des optimalen Titanlegierungspulvers ist entscheidend für fehlerfreie, qualitativ hochwertige 3D-Druckteile. Befolgen Sie diese Richtlinien:
1. Legierung auf die Anwendung abstimmen
- Verwenden Sie Ti-6Al-4V für die beste Kombination aus Festigkeit, Duktilität und Korrosionsbeständigkeit.
- Wählen Sie Ti-6Al-4V ELI für höhere Duktilität oder Grade 5 für bessere Festigkeit und Wärmebehandelbarkeit.
- Geben Sie ASTM-Normen wie F2924 oder F3001 an, um Chemie und Eigenschaften zu definieren.
2. Sphärische Morphologie für Fließfähigkeit
- Kugelförmige Pulver verteilen sich gleichmäßig, sind dicht und fließen reibungslos. Gas- oder Plasmazerstäubung ergibt die beste Sphärizität und Fließfähigkeit.
3. Enge Partikelgrößenverteilung
- Eine Verteilung zwischen 15 und 45 Mikrometern ermöglicht eine dichte Packung und einen guten Fluss. Ein zu großer Bereich führt zu Entmischungsproblemen.
4. Niedriger Sauerstoffgehalt
- Ein höherer Sauerstoffgehalt erhöht die Sprödigkeit und Porosität. Geben Sie Höchstwerte unter 0,20% an.
5. Minimierung feiner Satelliten
- Satelliten unter 10 Mikrometern bleiben in Pulvern hängen, verstopfen Filter und verursachen Defekte.
6. Glatte Oberflächentextur
- Raue, poröse Pulverpartikel schließen Gas ein und verursachen beim Drucken Porosität.
7. Pulver auf die Anforderungen des Druckers abstimmen
- Beachten Sie die Richtlinien des Druckerherstellers zu kompatiblen Legierungen, Größenbereich, Form und Chemie.
Die Wahl des richtigen Titanlegierungspulvers optimiert den Druckprozess, die Eigenschaften der Teile, die Leistung und die Wirtschaftlichkeit der Produktion.
Installation und Betrieb von Titanium Powder 3D-Druckern
Die additive Fertigung mit Titanlegierungspulver erfordert eine sorgfältige Installation und Bedienung, um sichere und hochwertige Drucke zu erzielen. Befolgen Sie diese bewährten Verfahren:
Einrichtung
- Installieren Sie den Drucker auf einer stabilen, vibrationsfreien Oberfläche.
- Achten Sie auf eine Raumtemperatur von 20-25°C, damit die Konsistenz erhalten bleibt.
- Versorgung mit inertem Argongas und Belüftung wie angegeben
- Installation der Kühlwasserversorgung und des Kältesystems
- Einrichtung von Recyclingsystemen für Altpulver
- Holen Sie sich Feuchtigkeitssensoren zur Überwachung der Werte unter 50%
- Verwenden Sie antistatische Bodenbeläge, Erdungskabel und Ionisatoren
Operation
- Führen Sie erste Test-Builds durch, um die Parameter zu optimieren.
- Pulver richtig lagern und handhaben, um Verunreinigungen zu vermeiden
- Sieben Sie das Pulver vor jedem Build und verwerfen Sie die Satelliten.
- Befolgen Sie die OEM-Richtlinien für die Einrichtung der Bauplatte
- Überwachung und Kontrolle des Sauerstoffgehalts unter 0,12%
- Alle Systemkomponenten regelmäßig reinigen und warten
- Prozesse mit MES- und MOM-Software-Systemen automatisieren
- Analysieren Sie Builds zur Feinabstimmung von Schichtzeiten, Versätzen und Positionen
- Anpassung der Parameter nach Bedarf auf der Grundlage von Qualitätsprüfungen
Gründliche Schulung, kontrollierte Bedingungen und vorbeugende Wartung gewährleisten eine hohe, gleichbleibende Druckqualität und optimieren die Produktivität des Druckers.
Wartung von Titanium-Pulverdruckern
Eine konsequente Wartung ist die Voraussetzung für Spitzenleistungen, reproduzierbare Teilequalität und eine lange Lebensdauer von Titanpulverdruckern:
| Komponente | Wartungstätigkeiten | Frequenz |
|---|---|---|
| Pulver-Handling-System | Prüfen Sie Schläuche, Dichtungen, Ventile und Anschlüsse | Wöchentlich |
| Vorratsbehälter für Puder | Prüfung auf Lecks, Eindringen von Feuchtigkeit | Monatlich |
| Siebsystem | Netz inspizieren, reinigen, bei Bedarf ersetzen | Täglich |
| Kammer bauen | Reinigen von optischen Sensoren, Fenstern und Spiegeln | Wöchentlich |
| Recoater | Spalt, Ausrichtung, Klingenverschleiß prüfen | Täglich |
| Gasversorgungssystem | Dichtheitsprüfungen, Durchflusskalibrierung | Vierteljährlich |
| Optik zur Strahlfokussierung | Saubere Linsen, Kalibrierung, Ausrichtung | Monatlich |
| Motoren und Antriebe | Lager schmieren, Zahnriemen prüfen | Vierteljährlich |
| Strahlenemittierende Quelle | Abstimmen und Kalibrieren des Elektronenstrahls | Halbjährlich |
| Das Kühlsystem | Wasserqualität prüfen, Kühlanlagen inspizieren | Jährlich |
| Filtersystem | Inertgasfilter auswechseln | Nach 200 Druckstunden |
| Kontrollsysteme | Installation von Software- und Firmware-Updates | Wie freigegeben |
| Sicherheitssensoren | Validierung von Sauerstoff- und Temperatursensoren | Monatlich |
Vorbeugende Wartung gemäß dem OEM-Zeitplan ist für die Maximierung der Druckerverfügbarkeit, der Druckkonsistenz und der Betriebslebensdauer unerlässlich.
Wie man zwischen den Marken von Metallpulverbett-Schmelzdruckern wählt
Die Auswahl des richtigen 3D-Pulverbettschmelzdruckers für Titanlegierungen hängt von der Abwägung mehrerer Faktoren ab:
Druckqualität und Eigenschaften
- Teilegenauigkeit, Dichte, Oberflächenbeschaffenheit, Mikrogefüge
- Mechanische Eigenschaften wie Zugfestigkeit und Ermüdungsfestigkeit
Fähigkeiten der Materialien
- Palette der unterstützten Titangüten
- Kompatibilität mit reaktiven und Hochtemperatur-Legierungen
Produktivität
- Bauvolumen, Geschwindigkeit, Automatisierungsfunktionen
- Software-Workflow, digitale Werkzeuge, einfache Nachbearbeitung
Betriebskosten
- Effizienz des Pulververbrauchs, Recyclingquote
- Arbeits-, Energie- und Verbrauchsmaterialkosten pro gedrucktem Teil
Verlässlichkeit und Betriebszeit
- Robustheit, Langlebigkeit und Wartungsfreundlichkeit der Drucker
- OEM-Supportdienste und Reaktionsfähigkeit
Sicherheit
- Umgang mit Pulvern und Emissionen
- Überwachung und Kontrolle des Sauerstoffgehalts
Erstinvestition
- Druckerhardware, Zubehör, Peripheriegeräte
- Infrastruktur und Installationsdienste für Einrichtungen
Skalierbarkeit
- Wachstumspotenzial der Produktionskapazität
- Breites Technologieportfolio und Anwendungswissen
Führende Druckerhersteller für Titanlegierungen sind EOS, GE Additive, Velo3D, Renishaw und Trumpf. Vereinbaren Sie Vorführungen, vergleichen Sie Leistungsdaten und berechnen Sie die Gesamtbetriebskosten bei der Auswahl Ihres Systems.

Wie man Teile für den 3D-Druck im Pulverbettverfahren entwirft
Die Konstruktion von Teilen speziell für die additive Fertigung ermöglicht Leistungsvorteile und vermeidet Fertigungsprobleme:
Vorteile
- Konsolidierung von Baugruppen zu einzelnen komplexen Teilen
- Leichte organische Formen mit Gittern und dünnen Wänden schaffen
- Optimierung der Materialfestigkeit durch Ausrichtung an den Lastpfaden
- Integration von internen Kühlkanälen und Hinterschneidungen
Gestaltungsrichtlinien
- Verwenden Sie eine Mindestwandstärke von 0,3-0,5 mm, um eine Verschmelzung zu gewährleisten.
- Selbsttragende Geometrien entwerfen, um Stützen zu vermeiden
- Mit Fasen und Radien für einfache Pulverentfernung
- Richten Sie das Teil so aus, dass Überhänge und nach unten gerichtete Flächen möglichst gering sind.
- Positionieren Sie das Teil auf der Grundplatte, um die Höhe und die thermischen Belastungen zu minimieren.
- Homogene Wandstärke für gleichmäßiges Heizen und Kühlen
- Zugangslöcher in Hohlprofilen für die Entfernung von ungeschmolzenem Pulver vorsehen
- Berücksichtigung der Schrumpfung durch Vergrößerung der Teileabmessungen
Simulations- und Optimierungstools wie anisotropes Gitterdesign, Geometrieanalyse, thermische Modellierung und maschinelle Lernalgorithmen ermöglichen Designs, die nur durch AM möglich sind.
Vergleich zwischen Metall-Spritzguss und Metall-3D-Druck
Das Metall-Spritzgießen (MIM) und der Metall-3D-Druck stellen beide komplexe Teile aus Pulver her, unterscheiden sich aber deutlich voneinander:
| Parameter | Metall-Spritzgießen | 3D-Druck im Pulverbett |
|---|---|---|
| Materialien | Rostfreier Stahl, Werkzeugstahl, Titan-Legierungen | Titan-, Aluminium-, Nickel- und Kobalt-Legierungen |
| Größe des Teils | Bis zu 300 mm | Bis zu 500 mm |
| Geometrie | Entwurfswinkel erforderlich, einige Gestaltungsgrenzen | Keine Entwürfe erforderlich, mehr Freiheit |
| Dichte | Bis zu 99% | Nahezu 100% |
| Genauigkeit | ±0,1% mit Hochpräzisionswerkzeugen | ±0,2-0,3% |
| Oberflächengüte | Glatt, hochglänzend | Raue Oberfläche, oft Nachbearbeitung erforderlich |
| Mechanische Eigenschaften | Vorhersehbar, isotrop | Anisotrop, abhängig von der Gebäudeausrichtung |
| Produktionsverfahren | Hohe Stückzahlen unter Verwendung von Formwerkzeugen | Geringe bis mittlere Stückzahlen, keine Werkzeugausstattung |
| Vorlaufzeit | Wochen für die Werkzeugherstellung vor der Produktion | Stunden bis Tage für die Produktion |
Kosten: MIM hat hohe Vorlaufkosten für den Werkzeugbau, aber niedrigere Kosten pro Teil bei hohen Stückzahlen. AM hat keine Werkzeuge und ist daher bei niedrigen bis mittleren Stückzahlen wirtschaftlicher.
Entwurf: MIM erfordert Verzugswinkel, während AM komplexe Formen ohne Verzug herstellen kann. AM ermöglicht leichte Gitterstrukturen, die mit MIM nicht möglich sind.
Materialien: MIM bietet ein breiteres Spektrum an Materialien, darunter auch rostfreie Stähle und Werkzeugstähle. AM ist auf reaktive und Hochtemperaturlegierungen wie Titan, Nickel und Kobaltchrom beschränkt.
Qualität: MIM-Teile weisen bei Verwendung von Hochpräzisionswerkzeugen eine ausgezeichnete Konsistenz und Genauigkeit auf. Die AM-Genauigkeit hängt von der Prozesssteuerung ab, kann aber ±0,2% oder besser erreichen.
Nachbearbeitung: Bei MIM-Teilen muss das Bindemittel entfernt und gesintert werden. Bei AM-Teilen müssen Stützen entfernt werden, und es kann heißes isostatisches Pressen und Bearbeitung erforderlich sein.
Mechanische Eigenschaften: MIM bietet isotrope Eigenschaften. AM-Teile sind aufgrund des schichtweisen Aufbaus mit gerichteten Stärken anisotrop.
Anwendungen: MIM eignet sich für Großserien in der Automobil- und Konsumgüterindustrie. AM wird für komplexe Metallteile in Kleinserien für die Luft- und Raumfahrt, Medizin und Industrie bevorzugt.
Vorlaufzeit: Beim MIM dauert es Wochen, bis die Werkzeuge für die Produktion fertig sind. AM kann Teile innerhalb von Stunden oder Tagen herstellen, ohne dass Werkzeuge erforderlich sind.
Lieferkette: MIM hängt von der Logistik der Werkzeuge, des Metallpulvers, der Polymerbindemittel und der Sinterkapazität ab. Bei AM wird nur Metallpulver verwendet, das vor Ort gesintert wird, was die Lieferkette vereinfacht.
Nachhaltigkeit: Bei AM fallen weniger Materialabfälle an und es wird weniger Energie verbraucht als bei subtraktiven Verfahren. Die Zerstäubung von feinem AM-Pulver hat jedoch Auswirkungen auf die Umwelt.
Zusammenfassend lässt sich sagen, dass sowohl MIM als auch AM kleine, komplexe Metallteile ermöglichen, aber in sich Unterschiede aufweisen, die jede Methode für bestimmte Anwendungen in Bezug auf Volumen, Vorlaufzeiten, Qualität und Kosten geeignet machen.
Vorteile und Grenzen der Titan-Pulvermetallurgie
Die Titanpulvermetallurgie bietet Vorteile, hat aber auch einige Einschränkungen im Vergleich zu geschmiedetem Titan:
Vorteile
- Bauteile mit komplexen Geometrien können hergestellt werden
- Erheblich weniger Abfall als bei der Bearbeitung aus Vollmaterial
- Ermöglicht die Verarbeitung von Legierungen, die in der Barrenmetallurgie schwer zu verarbeiten sind
- Near-Net-Shape-Fähigkeit reduziert Bearbeitung
- Bauteile können bis zur vollen Dichte und feinen Mikrostruktur gesintert werden
- Mechanische Eigenschaften übertreffen die von gegossenem und entsprechen denen von geknetetem Material
- Geringerer Energieverbrauch als bei der primären Gewinnung und Verarbeitung
Beschränkungen
- Höhere Materialkosten als Aluminium und Stähle
- Begrenzt auf kleinere Teilegrößen als bei der Knetverarbeitung
- Benötigt Schutzatmosphäre während des Sinterns
- Spröde Hydridphase bildet sich bei niedrigen Temperaturen
- Restporosität ohne heißisostatisches Pressen möglich
- Reaktive Pulver erfordern eine besondere Handhabung
- Verformung oder Wachstum während des Sinterns
- Anisotrope Schrumpfung und Eigenschaften
- Sekundärbearbeitung oft erforderlich
Durch die kontinuierliche Verbesserung der Pulverqualität und der Druckparameter trägt die additive Fertigung dazu bei, die Grenzen der konventionellen Pulvermetallurgie in Bezug auf Größe, Form und Mikrostruktur zu überwinden.
Sicherheitsvorkehrungen für Titanium-Pulver
Sicherheit ist beim Umgang mit reaktiven Titanpulvern von entscheidender Bedeutung:
- Verwenden Sie Inertgas-Handschuhkästen, um eine Luftexposition bei der Handhabung von Pulver zu vermeiden.
- Die Exposition von Arbeitnehmern sollte den OSHA-Grenzwert (PEL) von 15 mg/m3 für Titanstaub einhalten.
- Verhindern Sie die Entzündung von Pulver, indem Sie die statische Entladung kontrollieren und den Sauerstoffgehalt unter 30% halten.
- Alle Geräte erden und antistatisches Schuhwerk, Handschuhe und Kleidung verwenden
- Vermeiden Sie die Ansammlung feiner Pulverablagerungen, um die Explosionsgefahr zu verringern.
- Für eine angemessene Belüftung und Staubabsaugung sorgen
- Tragen Sie NIOSH-zugelassene Atemschutzmasken, um das Einatmen von Feinstaub zu begrenzen.
- Verwendung von Partikelfiltern in den Kammern von Laser-Pulverbett-Schmelzgeräten
- Installation von Sauerstoffsensoren und Brandbekämpfungssystemen
- Pulver nur in geschlossenen Behältern handhaben und lagern
- Befolgen Sie die Vorschriften für den Transport von reaktiven Gefahrstoffen
- Entsorgen Sie verbrauchtes Pulver ordnungsgemäß als Metallabfall; entsorgen Sie es niemals auf einer Mülldeponie.
- Erstellung von Notfallprotokollen für den Fall, dass Pulver verschüttet wird oder ein Feuer ausbricht
- Schulung aller Arbeitnehmer über die Risiken der Entflammbarkeit von Pulver und die richtige Handhabung
Mit einem verantwortungsvollen Umgang und strengen Sicherheitsprotokollen können die Risiken bei der Arbeit mit reaktiven Titanpulvern minimiert werden.

FAQs
F: Was ist die Hauptanwendung für Titanlegierungspulver?
A: Mehr als 60% des Titanpulververbrauchs entfallen auf die Luft- und Raumfahrtindustrie, die es zur Herstellung von Triebwerkskomponenten, Flugzeugteilen, Befestigungselementen und anderen kritischen Leichtbauteilen verwendet, die extreme Festigkeit sowie Hitze- und Korrosionsbeständigkeit erfordern.
F: Welcher Titanlegierungsgrad eignet sich am besten für die additive Fertigung?
A: Ti-6Al-4V ist aufgrund seiner ausgezeichneten Kombination aus Festigkeit, Duktilität, Ermüdungsfestigkeit und Korrosionsbeständigkeit die beliebteste Titanlegierung für AM. Die ELI-Version ("extra low interstitial") bietet eine höhere Bruchzähigkeit und Kerbschlagzähigkeit, die für AM benötigt wird.
F: Welcher Partikelgrößenbereich ist für das Schmelzen von Titanpulver im Bett optimal?
A: Ein Partikelgrößenbereich zwischen 15 und 45 Mikrometern sorgt für ein Gleichgewicht zwischen dichter Packung und gleichmäßigem Pulverfluss, das für einen fehlerfreien Druck erforderlich ist. Alles, was unter 10 Mikrometer liegt, kann problematisch sein.
F: Wie wird Titanpulver nach dem 3D-Druck recycelt?
A: Nach jeder gedruckten Schicht wird das überschüssige, nicht geschmolzene Titanpulver gesammelt und gesiebt, um größere Verunreinigungen zu entfernen. Das "gebrauchte" Pulver kann dann mit neuem Pulver gemischt, thermisch konditioniert und wiederverwendet werden, was die Materialkosten senkt.
F: Warum ist die Fließfähigkeit ein wichtiges Kriterium für Metalldruckpulver?
A: Ein guter Pulverfluss und eine gute Packungsdichte sorgen für gleichmäßige, konsistente Schichten während des Drucks und damit für Genauigkeit und Qualität der Teile. Messmethoden wie Schüttwinkel- und Hall-Durchflussmesser-Trichtertests charakterisieren die Fließfähigkeit.
F: Wie wirkt sich der Sauerstoffgehalt auf die Qualität von Titanpulver aus?
A: Höhere Sauerstoffgehalte erhöhen die Sprödigkeit und verringern die Duktilität aufgrund der Bildung von spröden Titanoxiden. Bei der additiven Fertigung sollte der Sauerstoffgehalt für eine optimale mechanische Leistung auf 2000-3500 ppm begrenzt werden.
F: Was verursacht anisotrope Eigenschaften in 3D-gedruckten Titanteilen?
A: Die Teile sind in horizontaler Richtung über jede gedruckte Schicht stärker, in vertikaler Richtung zwischen den Schichten jedoch schwächer. Diese Anisotropie wird durch eine feinere Pulvergröße, eine geringere Schichtdicke und die Optimierung der Bauparameter minimiert.
F: Warum ist gaszerstäubtes Pulver weniger geeignet als plasmazerstäubtes Pulver für AM?
A: Die Gaszerstäubung mit geringerer Energie erzeugt eine unregelmäßigere, länglichere Pulvermorphologie als die hochkugelförmigen Partikel der Plasmaprozesse. Dies führt zu einem schlechteren Pulverfluss und einer geringeren Packungsdichte.