Überblick über Vakuum-Induktionsschmelzen (VIM)
Das Vakuum-Induktionsschmelzen (VIM) ist ein fortschrittliches metallurgisches Verfahren, das die präzise Herstellung von hochwertigen Metalllegierungen ermöglicht. Diese Technik, bei der Metalle unter einer kontrollierten Vakuumatmosphäre mittels elektromagnetischer Induktion geschmolzen werden, ist entscheidend für die Herstellung von Werkstoffen, die einen hohen Reinheitsgrad und spezifische chemische Zusammensetzungen erfordern. Ganz gleich, ob Sie mit Titanlegierungen, Superlegierungen oder Spezialstählen arbeiten, VIM bietet eine beispiellose Kontrolle über die Schmelz- und Raffinierungsprozesse, was zu Werkstoffen mit hervorragenden Eigenschaften führt, die für Hochleistungsanwendungen maßgeschneidert sind.
Warum ist VIM also so wichtig für die heutige Industrie? Die Antwort liegt in der Fähigkeit, Materialien herzustellen, die strenge Spezifikationen erfüllen, frei von Verunreinigungen sind und eine einheitliche Struktur und Zusammensetzung aufweisen. Dies ist besonders wichtig in Branchen wie der Luft- und Raumfahrt, bei medizinischen Implantaten und im Hochleistungs-Automobilsektor, wo die Materialleistung buchstäblich den Unterschied zwischen Erfolg und Misserfolg ausmachen kann.
Wie funktioniert das Vakuum-Induktionsschmelzen?
Im Kern nutzt das VIM einen elektrischen Strom, der durch eine Spule fließt, um ein Magnetfeld zu erzeugen, das wiederum Ströme in der Metallladung im Tiegel induziert. Diese Ströme erhitzen das Metall und bringen es zum Schmelzen. Das Besondere am VIM ist jedoch die Vakuumumgebung, die mehrere Zwecke erfüllt: Sie verhindert Oxidation, reduziert Verunreinigungen und ermöglicht die Entfernung unerwünschter Gase wie Wasserstoff, Stickstoff und Kohlenstoff.
Im Wesentlichen ist VIM ein sauberes, effizientes und gut kontrollierbares Schmelzverfahren, was es zur Methode der Wahl macht, wenn die Qualität nicht beeinträchtigt werden darf.
Schlüsselkomponenten von Vakuum-Induktionsschmelzen
Für jeden, der in der Metallverarbeitung tätig ist, ist es wichtig, die in der VIM verwendeten Maschinen und Materialien zu verstehen. Nachstehend finden Sie eine Aufschlüsselung der wichtigsten Komponenten:
1. Ofen
Der VIM-Ofen ist das Herzstück des Betriebs und besteht aus einer wassergekühlten Kupferspule, die einen feuerfest ausgekleideten Tiegel umgibt. Der Ofen ist so konstruiert, dass er extremen Temperaturen standhalten kann und in der Lage ist, die für das Induktionsschmelzen erforderlichen hochintensiven Magnetfelder zu erzeugen.
2. Vakuumkammer
Die Vakuumkammer ist ein wesentlicher Bestandteil zur Aufrechterhaltung einer kontaminationsfreien Umgebung. Sie ist an Vakuumpumpen angeschlossen, die die erforderlichen Niederdruckbedingungen schaffen und Luft und andere Gase, die mit dem geschmolzenen Metall reagieren könnten, entfernen.
3. Tiegel
Der Tiegel hält die Metallcharge während des Schmelzens. Er besteht aus feuerfesten Materialien wie Aluminiumoxid oder Zirkoniumdioxid und ist resistent gegen die hohen Temperaturen und chemischen Reaktionen im Ofen.
4. Stromversorgung
Die Stromversorgung liefert die elektrische Energie, die den Induktionsprozess antreibt. Moderne VIM-Systeme sind mit Hochfrequenz-Stromversorgungen ausgestattet, die eine präzise Steuerung des Schmelzprozesses ermöglichen und die Gleichmäßigkeit des Endprodukts gewährleisten.
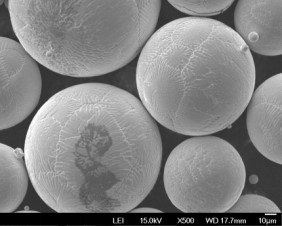
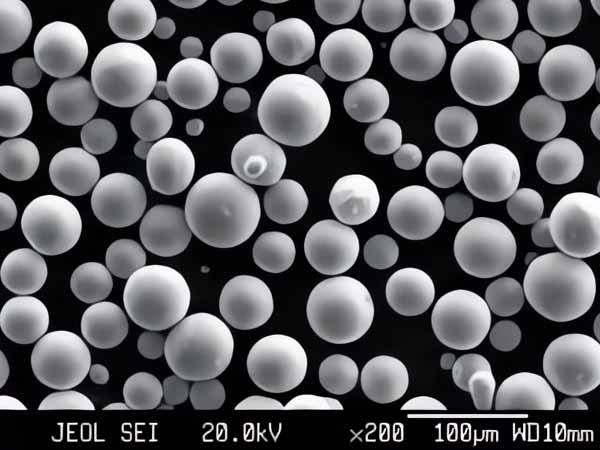
Arten von Metallpulvern, die durch Vakuum-Induktionsschmelzen hergestellt werden
VIM ist ein vielseitiges Verfahren zur Herstellung einer breiten Palette von Metallpulvern, die jeweils einzigartige, auf spezifische Anwendungen zugeschnittene Eigenschaften aufweisen. Im Folgenden stellen wir einige der am häufigsten mit VIM hergestellten Metallpulver vor und heben ihre wichtigsten Eigenschaften und Anwendungen hervor.
| Metall-Pulver | Beschreibung |
|---|---|
| Titan-Legierung (Ti-6Al-4V) | Diese Legierung wird aufgrund ihres hervorragenden Verhältnisses von Festigkeit zu Gewicht und ihrer Korrosionsbeständigkeit häufig in der Luft- und Raumfahrt sowie in der Biomedizin eingesetzt. VIM gewährleistet die für medizinische Implantate erforderliche Reinheit. |
| Inconel 718 | Eine Nickel-Chrom-Legierung, die für ihre hohe Festigkeit und Korrosionsbeständigkeit bei hohen Temperaturen bekannt ist, was sie ideal für Gasturbinenkomponenten und Anwendungen in der Luft- und Raumfahrt macht. |
| Kobalt-Chrom-Legierung | Diese Legierung wird in medizinischen Implantaten verwendet und bietet eine hervorragende Biokompatibilität und Verschleißfestigkeit. VIM ermöglicht eine genaue Kontrolle über seine chemische Zusammensetzung und Mikrostruktur. |
| Superlegierungen auf Nickelbasis | Diese Legierungen, darunter Hastelloy und Waspaloy, sind von entscheidender Bedeutung für Hochtemperaturanwendungen wie Düsentriebwerke und Gasturbinen, bei denen sowohl Festigkeit als auch Oxidationsbeständigkeit entscheidend sind. |
| Rostfreier Stahl (316L) | 316L ist eine kohlenstoffarme Variante des Edelstahls 316 und wird in Umgebungen verwendet, in denen Korrosionsbeständigkeit von größter Bedeutung ist, wie z. B. in der chemischen Verarbeitung oder bei Schiffsanwendungen. |
| Werkzeugstahl (H13) | H13 ist für seine Härte und Beständigkeit gegen thermische Ermüdung bekannt und wird häufig für Druckguss- und Extrusionsanwendungen verwendet. VIM sorgt für ein gleichmäßiges Gefüge. |
| Martensitaushärtender Stahl (18Ni300) | Ein hochfester Stahl, der für seine Zähigkeit und Aushärtungsfähigkeit bekannt ist und häufig in der Luft- und Raumfahrt, im Werkzeugbau und bei strukturellen Anwendungen eingesetzt wird. |
| Wolframkarbid | Das im VIM-Verfahren hergestellte Wolframkarbid wird häufig für Schneidwerkzeuge und verschleißfeste Teile verwendet und weist eine ausgezeichnete Härte und Verschleißfestigkeit auf. |
| Aluminium-Legierungen (Al-Si10Mg) | Diese Legierung wird für leichte Strukturbauteile verwendet, insbesondere in der Automobil- und Luftfahrtindustrie, wo Gewichtseinsparungen entscheidend sind. |
| Kupferlegierungen (CuCr1Zr) | Diese Legierungen werden für Anwendungen verwendet, die eine hohe elektrische Leitfähigkeit und Festigkeit erfordern, wie z. B. für elektrische Kontakte und Widerstandsschweißelektroden. |
Die Zusammensetzung von Vakuum-Induktionsschmelzlegierungen
Die chemische Zusammensetzung der von VIM hergestellten Legierungen ist ausschlaggebend für ihre Eigenschaften und ihre Eignung für verschiedene Anwendungen. Hier ein genauerer Blick auf die Zusammensetzung einiger wichtiger von VIM hergestellter Legierungen.
| Legierung | Wesentliche Elemente | Anwendungen |
|---|---|---|
| Titan-Legierung (Ti-6Al-4V) | 6% Aluminium, 4% Vanadium, Balance Titan | Luft- und Raumfahrt, biomedizinische Implantate, Hochleistungs-Autoteile |
| Inconel 718 | 50-55% Nickel, 17-21% Chrom, 4,75-5,5% Niob, 2,8-3,3% Molybdän, 0,65-1,15% Titan | Gasturbinenkomponenten, Luft- und Raumfahrtmotoren, Kernreaktoren |
| Kobalt-Chrom-Legierung | 27-30% Chrom, Rest Kobalt, 5-7% Molybdän | Medizinische Implantate, Zahnprothetik, verschleißfeste Komponenten |
| Superlegierungen auf Nickelbasis | Variiert stark; enthält in der Regel Nickel, Chrom, Kobalt, Molybdän und Aluminium | Hochtemperaturturbinenschaufeln, Abgassysteme, Brennkammern |
| Rostfreier Stahl (316L) | 16-18% Chrom, 10-14% Nickel, 2-3% Molybdän, kohlenstoffarm | Chemische Verarbeitungsgeräte, Schiffsausrüstung, chirurgische Instrumente |
| Werkzeugstahl (H13) | 5% Chrom, 1,5% Molybdän, 1% Vanadium, Rest Eisen | Druckgießwerkzeuge, Strangpresswerkzeuge, Warmschmiedewerkzeuge |
| Martensitaushärtender Stahl (18Ni300) | 18% Nickel, 7% Kobalt, 5% Molybdän, 0,3% Titan | Hochfeste Strukturkomponenten, Werkzeuge, Befestigungselemente für die Luft- und Raumfahrt |
| Wolframkarbid | Hauptsächlich Wolfram und Kohlenstoff | Schneidwerkzeuge, Bergbauausrüstung, Verschleißteile |
| Aluminium-Legierungen (Al-Si10Mg) | 10% Silizium, 0,45% Magnesium, Rest Aluminium | Leichte Strukturteile, Automobilkomponenten, Halterungen für die Luft- und Raumfahrt |
| Kupferlegierungen (CuCr1Zr) | 0,7-1,2% Chrom, 0,06-0,15% Zirkonium, Rest Kupfer | Elektrische Kontakte, Widerstandsschweißelektroden, Wärmetauscher |

Merkmale von Vakuum-Induktionsschmelzen Legierungen
VIM stellt Legierungen mit einer Reihe von Eigenschaften her, die sie für Hochleistungsanwendungen geeignet machen. Hier sind einige wichtige Eigenschaften der VIM-Legierungen:
| Charakteristisch | Beschreibung |
|---|---|
| Hohe Reinheit | Die Vakuumumgebung minimiert Verunreinigungen, was zu hochreinen Legierungen mit minimalen Einschlüssen und Verunreinigungen führt. |
| Einheitliche Zusammensetzung | Die kontrollierte Schmelzumgebung gewährleistet eine gleichmäßige Verteilung der Legierungselemente, was zu gleichmäßigen Materialeigenschaften in der gesamten Legierung führt. |
| Hervorragende mechanische Eigenschaften | Mit VIM hergestellte Legierungen weisen häufig verbesserte mechanische Eigenschaften wie Zugfestigkeit, Härte und Ermüdungsbeständigkeit auf und eignen sich daher für anspruchsvolle Anwendungen. |
| Kontrollierte Mikrostruktur | Die Möglichkeit, Abkühlungsraten und Erstarrungsmuster zu steuern, ermöglicht maßgeschneiderte Mikrostrukturen, die Eigenschaften wie Zähigkeit und Kriechfestigkeit optimieren. |
| Niedriger Gasgehalt | VIM reduziert den Gehalt an Gasen wie Sauerstoff, Stickstoff und Wasserstoff, die Porosität verursachen und die Legierung schwächen können, erheblich. |
| Vielseitigkeit | VIM ist in der Lage, eine breite Palette von Legierungen herzustellen, von Eisen- und Nichteisenmetallen bis hin zu Superlegierungen, jeweils mit spezifischen, auf den Verwendungszweck zugeschnittenen Eigenschaften. |
Anwendungen von Vakuum-Induktionsschmelzlegierungen
VIM-Legierungen werden in einer Vielzahl von High-Tech-Anwendungen eingesetzt, bei denen die Leistungsfähigkeit des Materials entscheidend ist. Hier ein Blick darauf, wo diese Werkstoffe ihren Beitrag leisten:
| Industrie | Anmeldung | Häufig verwendete Legierungen |
|---|---|---|
| Luft- und Raumfahrt | Turbinenschaufeln, Motorkomponenten, Strukturteile | Inconel 718, Superlegierungen auf Nickelbasis, Titanlegierung (Ti-6Al-4V) |
| Medizinische | Implantate, Prothesen, chirurgische Instrumente | Kobalt-Chrom-Legierung, Titan-Legierung (Ti-6Al-4V), Edelstahl (316L) |
| Automobilindustrie | Leistungsstarke Motorkomponenten, leichte Strukturteile | Aluminiumlegierungen (Al-Si10Mg), Titanlegierungen (Ti-6Al-4V), Maraging-Stahl (18Ni300) |
| Energie | Kernreaktoren, Gasturbinen, Stromerzeugungsanlagen | Inconel 718, Superlegierungen auf Nickelbasis, Edelstahl (316L) |
| Werkzeugbau | Druckgießwerkzeuge, Extrusionswerkzeuge, Schneidwerkzeuge | Werkzeugstahl (H13), Wolframkarbid, Maraging-Stahl (18Ni300) |
| Marine | Korrosionsbeständige Hardware, strukturelle Komponenten | Edelstahl (316L), Aluminium-Legierungen (Al-Si10Mg) |
| Elektronik | Elektrische Kontakte, Widerstandsschweißelektroden | Kupferlegierungen (CuCr1Zr), Superlegierungen auf Nickelbasis |
| Verteidigung | Panzerung, Raketenkomponenten, Strukturteile | Titanlegierung (Ti-6Al-4V), Maraging-Stahl (18Ni300), Superlegierungen auf Nickelbasis |
Spezifikationen, Größen, Güten und Normen für Vakuum-Induktionsschmelzlegierungen
Bei VIM-Legierungen ist die Einhaltung bestimmter Normen und Qualitäten entscheidend für die Leistungsfähigkeit und Zuverlässigkeit des Materials. Hier finden Sie einen detaillierten Überblick:
| Legierung | Spezifikationen | Übliche Größen | Normen für die Industrie |
|---|---|---|---|
| Titan-Legierung (Ti-6Al-4V) | AMS 4911, ASTM B265, MIL-T-9046 | 0,5 bis 4,0 mm dicke Bleche, Stäbe mit 10 bis 100 mm Durchmesser | ASTM F1472, AMS 4928 |
| Inconel 718 | AMS 5662, ASTM B637, UNS N07718 | 0,5 bis 6,0 mm dicke Bleche, Stäbe mit 12 bis 150 mm Durchmesser | AMS 5663, ASTM B670 |
| Kobalt-Chrom-Legierung | ASTM F75, ISO 5832-4, ASTM F1537 | 0,5 bis 3,0 mm dicke Bleche, Stäbe mit 8 bis 100 mm Durchmesser | ISO 5832-4, ASTM F799 |
| Superlegierungen auf Nickelbasis | AMS 5666, ASTM B435, UNS N06625 | 0,3 bis 5,0 mm dicke Bleche, Stäbe mit einem Durchmesser von 10 bis 200 mm | ASTM B443, AMS 5599 |
| Rostfreier Stahl (316L) | ASTM A240, AMS 5501, UNS S31603 | 0,4 bis 6,0 mm dicke Bleche, Stäbe mit 10 bis 200 mm Durchmesser | ASTM A276, ASTM F138 |
| Werkzeugstahl (H13) | ASTM A681, UNS T20813, AMS 6430 | Stangen mit einem Durchmesser von 20 bis 200 mm, Zuschnitte für die Werkzeugherstellung | ASTM A681, AISI H13 |
| Martensitaushärtender Stahl (18Ni300) | ASTM A538, AMS 6512, UNS K93120 | Stangen mit einem Durchmesser von 12 bis 200 mm, kundenspezifische Größen für Luft- und Raumfahrtanwendungen | AMS 6520, ASTM A579 |
| Wolframkarbid | ISO 513, ASTM B777 | Kundenspezifische Formen und Größen für Schneidwerkzeuge, typischerweise im Bereich von Stangen mit einem Durchmesser von 10 bis 50 mm | ISO 388-2, ASTM B777 |
| Aluminium-Legierungen (Al-Si10Mg) | ASTM B209, AMS 4037, UNS A96061 | 0,3 bis 5,0 mm dicke Bleche, Stäbe mit 10 bis 150 mm Durchmesser | ASTM B211, AMS 4027 |
| Kupferlegierungen (CuCr1Zr) | ASTM B552, UNS C18150 | Stangen mit einem Durchmesser von 5 bis 100 mm, Sondergrößen für elektrische Kontakte | ASTM B577, EN 12420 |
Vor- und Nachteile des Vakuum-Induktionsschmelzens von Legierungen
Jedes Herstellungsverfahren hat seine Vor- und Nachteile, und VIM ist da keine Ausnahme. Hier finden Sie einen ausgewogenen Überblick über die Vorteile und Grenzen von VIM-Legierungen:
| Vorteile | Beschränkungen |
|---|---|
| Hohe Reinheit und Qualität | Hohe Kosten |
| VIM-Legierungen sind bekannt für ihre außergewöhnliche Reinheit mit minimaler Verunreinigung und einheitlicher Zusammensetzung. Dies ist entscheidend für Hochleistungsanwendungen, bei denen die Konsistenz des Materials entscheidend ist. | Die Komplexität und Präzision, die für VIM erforderlich sind, machen es zu einem teuren Verfahren, das die Kosten des Endprodukts erhöhen kann. |
| Verbesserte mechanische Eigenschaften | Begrenztes Produktionsvolumen |
| Die kontrollierte Umgebung im VIM ermöglicht die Herstellung von Legierungen mit hervorragenden mechanischen Eigenschaften wie Festigkeit, Zähigkeit und Ermüdungsbeständigkeit. | VIM wird in der Regel für kleinere Chargen verwendet, da es aufgrund seiner Kosten und Komplexität für die Massenproduktion weniger geeignet ist. |
| Breite Palette von Legierungen | Spezialisierte Ausrüstung erforderlich |
| VIM kann eine breite Palette von Legierungen herstellen, von Superlegierungen bis hin zu Spezialstählen, die jeweils maßgeschneiderte Eigenschaften für bestimmte Anwendungen aufweisen. | Der Bedarf an speziellen Öfen, Vakuumsystemen und Induktionsanlagen kann für kleinere Hersteller eine Einstiegshürde darstellen. |
| Präzise Kontrolle über die Komposition | Erfordert fachkundige Bedienung |
| Die Möglichkeit, die Legierungselemente und den Schmelzprozess genau zu steuern, führt zu Werkstoffen, die exakte Spezifikationen erfüllen. | Die Komplexität des VIM-Prozesses erfordert hochqualifizierte Bediener, was die Betriebskosten und den Schulungsbedarf in die Höhe treiben kann. |
| Reduzierter Gasgehalt | Längere Produktionszeiten |
| VIM reduziert den Gehalt an Gasen wie Sauerstoff, Stickstoff und Wasserstoff, die im Endprodukt Fehler verursachen können, erheblich. | Die sorgfältige Natur des VIM bedeutet, dass es im Vergleich zu anderen Schmelzverfahren oft länger dauert, eine Materialcharge herzustellen. |
Vakuum-Induktionsschmelzen Prozessschritte
Das VIM-Verfahren besteht aus einer Reihe von sorgfältig kontrollierten Schritten, von denen jeder einzelne zur endgültigen Qualität der Legierung beiträgt. Hier ein genauerer Blick auf die beteiligten Schritte:
1. Aufladen
Der erste Schritt im VIM-Verfahren besteht darin, die Rohstoffe oder die Charge in den Tiegel zu laden. Diese Charge besteht in der Regel aus Metallschrott, Legierungselementen und anderen Materialien, die zum Erreichen der gewünschten Zusammensetzung erforderlich sind.
2. Schmelzen
Sobald die Charge geladen ist, wird der Tiegel in den Ofen gestellt und ein Vakuum angelegt. Der Ofen wird dann eingeschaltet und erzeugt das elektromagnetische Feld, das Ströme in der Metallladung induziert und sie zum Schmelzen bringt.
3. Verfeinerung
In der Raffinationsphase werden alle unerwünschten Verunreinigungen aus der Metallschmelze entfernt. Die Vakuumumgebung hilft bei der Beseitigung von Gasen, während Schlackenstoffe zugesetzt werden können, um Verunreinigungen zu binden und an die Oberfläche zu bringen.
4. Legieren
In diesem Stadium werden dem geschmolzenen Metall bestimmte Legierungselemente zugesetzt, um die gewünschte Zusammensetzung zu erreichen. Die präzise Steuerung von Temperatur und Atmosphäre im VIM ermöglicht die genaue Einbringung dieser Elemente.
5. Gießen
Sobald die gewünschte Zusammensetzung und Reinheit erreicht sind, wird das geschmolzene Metall in Formen gegossen, um Barren, Knüppel oder andere Formen herzustellen. Der Gießprozess wird sorgfältig kontrolliert, um Fehler zu vermeiden und die Gleichmäßigkeit des Endprodukts zu gewährleisten.
6. Kühlung
Nach dem Gießen wird das Metall unter kontrollierten Bedingungen abgekühlt und erstarrt. Dieser Abkühlungsprozess kann so gestaltet werden, dass bestimmte Mikrostrukturen entstehen, die die mechanischen Eigenschaften der Legierung beeinflussen.
7. Nachbearbeitung
Schließlich wird das gegossene Metall einer Nachbearbeitung unterzogen, die je nach der endgültigen Verwendung der Legierung Wärmebehandlung, Bearbeitung und Oberflächenveredelung umfassen kann.
Lieferanten und Preise von Vakuum-Induktionsschmelzlegierungen
Bei der Beschaffung von VIM-Legierungen ist es wichtig, sowohl den Lieferanten als auch die Preisgestaltung zu berücksichtigen. Im Folgenden finden Sie einen Vergleich einiger wichtiger Anbieter und ihrer Angebote:
| Anbieter | Angebotene Legierungen | Preisgestaltung | Bemerkenswerte Kunden |
|---|---|---|---|
| ATI-Metalle | Superlegierungen auf Nickelbasis, Titanlegierungen, Spezialstähle | Prämie - Hohe Kosten aufgrund von kundenspezifischen Spezifikationen | Boeing, GE Aviation, Lockheed Martin |
| Tischlertechnik | Nichtrostende Stähle, Werkzeugstähle, Kobalt-Basis-Legierungen | Mid-Range - Wettbewerbsfähige Preise für Standardsorten | Airbus, Rolls-Royce, NASA |
| PCC-Metalle | Superlegierungen auf Nickelbasis, Titanlegierungen | Prämie - Hohe Kosten für Materialien, die für die Luft- und Raumfahrt geeignet sind | Pratt & Whitney, Safran, Honeywell |
| VSMPO-AVISMA | Titan-Legierungen | Mittelklasse bis Premium - Je nach Legierung und Form | Airbus, Boeing, United Technologies |
| Hitachi Metalle | Werkzeugstähle, martensitaushärtende Stähle, Sonderlegierungen | Mid-Range - Gutes Gleichgewicht zwischen Kosten und Qualität | Toyota, Honda, General Motors |
| Sandvik Werkstofftechnik | Nichtrostende Stähle, Nickelbasislegierungen | Mittelklasse bis Premium - Große Auswahl an Produkten zu wettbewerbsfähigen Preisen | Siemens, ABB, Alstom |
FAQs
| Frage | Antwort |
|---|---|
| Was ist Vakuum-Induktionsschmelzen (VIM)? | VIM ist ein Verfahren zum Schmelzen und Raffinieren von Metallen unter Vakuum mittels elektromagnetischer Induktion. Diese Methode ist für die Herstellung hochreiner Legierungen unerlässlich. |
| Was sind die wichtigsten Vorteile von VIM? | VIM ermöglicht die Herstellung von hochreinen Legierungen mit präziser Kontrolle über Zusammensetzung und Mikrostruktur und ist damit ideal für Hochleistungsanwendungen. |
| Welche Branchen verwenden VIM-Legierungen? | VIM-Legierungen werden in der Luft- und Raumfahrt, in der Medizintechnik, in der Automobilindustrie, im Energiesektor, im Werkzeugbau, in der Schifffahrt, in der Elektronik und in der Verteidigungsindustrie eingesetzt. |
| Warum ist eine Vakuumumgebung bei VIM wichtig? | Die Vakuumumgebung verhindert Verunreinigungen, beseitigt unerwünschte Gase und trägt dazu bei, die für kritische Anwendungen erforderliche hohe Reinheit und Qualität zu erreichen. |
| Welche Materialien können mit VIM verarbeitet werden? | Mit VIM kann eine breite Palette von Werkstoffen bearbeitet werden, darunter Titanlegierungen, Superlegierungen auf Nickelbasis, Kobalt-Chrom-Legierungen und Spezialstähle. |
| Wie schneidet VIM im Vergleich zu anderen Schmelzverfahren ab? | VIM bietet im Vergleich zu herkömmlichen Schmelzverfahren eine bessere Kontrolle über die Zusammensetzung und Qualität des Endprodukts, ist aber teurer und zeitaufwändiger. |
| Was sind die typischen Anwendungen von VIM-Legierungen? | Zu den typischen Anwendungen gehören Turbinenschaufeln, medizinische Implantate, Hochleistungstriebwerkskomponenten und Strukturteile in der Luft- und Raumfahrt- sowie der Verteidigungsindustrie. |
| Kann VIM für die Massenproduktion verwendet werden? | VIM wird in der Regel für die Produktion kleinerer Serien verwendet, da es aufgrund seiner hohen Kosten und seiner Präzision weniger für die Massenproduktion geeignet ist. |
| Was sind die Grenzen von VIM? | Zu den wichtigsten Einschränkungen gehören die hohen Kosten, die Komplexität und die längeren Produktionszeiten im Vergleich zu anderen Schmelzverfahren. |
| Wie wähle ich einen Lieferanten für VIM-Legierungen aus? | Berücksichtigen Sie bei der Auswahl eines Lieferanten Faktoren wie die angebotenen Legierungstypen, den Preis, den Ruf und die spezifischen Anforderungen Ihrer Anwendung. |
Schlussfolgerung
Vakuum-Induktionsschmelzen ist ein Eckpfeiler der modernen Metallurgie und bietet eine beispiellose Kontrolle über die Herstellung von hochreinen, leistungsstarken Metalllegierungen. Ob in der Luft- und Raumfahrt, in der Medizin oder in der Hightech-Industrie - die Präzision und Qualität von VIM machen es zum Verfahren der Wahl für kritische Materialien.
In diesem Artikel haben wir die Feinheiten des VIM erforscht, von seinem technischen Verfahren und seinen Schlüsselkomponenten bis hin zu den spezifischen Legierungen, die es herstellt, und ihren Anwendungen. Wenn Sie diese Details verstehen, können Sie die Rolle von VIM bei der Herstellung der Materialien, die unsere Welt heute prägen, besser einschätzen.