
Electrolytic manganese powder (EMP) plays a critical role in modern industrial manufacturing, particularly in sectors like metallurgy, battery production, and specialty alloys. As a highly pure form of manganese produced
Introduction: Why Chromium Carbide Powder Matters in B2B Markets Chromium carbide powder (Cr₃C₂) is one of the most widely used ceramic-metallic (cermet) materials in industries requiring extreme wear resistance, high
Introduction: Why FeCu Powder Matters in Modern Industry FeCu powder, a blend of iron (Fe) and copper (Cu), plays a vital role in modern manufacturing and additive processes. This metal
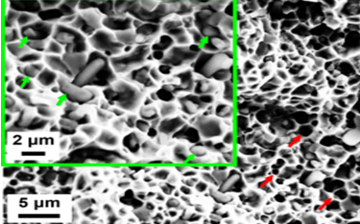
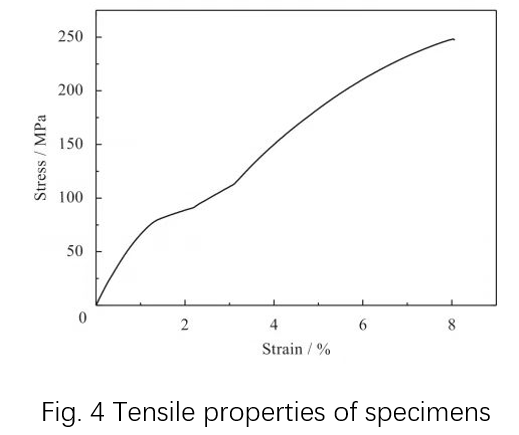
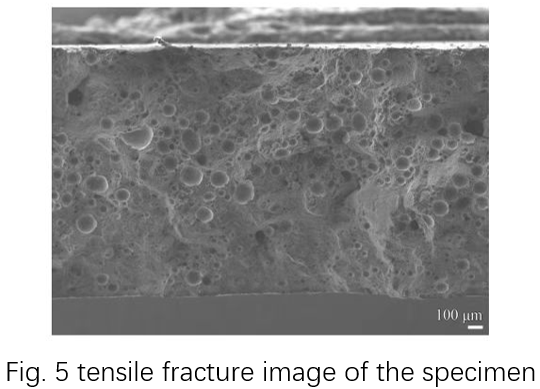
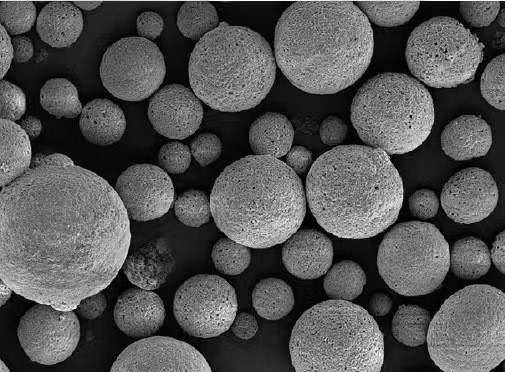
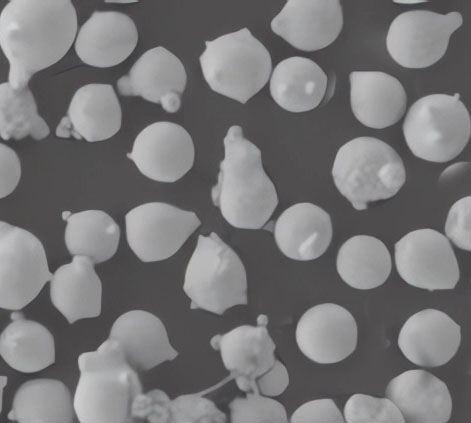
Composite material by 430L and TiC Powder The composite materials are obtained by ball milling process using mixed powders of 430L stainless steel powder with TiC powder, and then performing
