AFSD를 통한 7075 알루미늄 합금 표면 수리
TRUER R&D 팀은 다양한 수리 구조 구성을 통해 인터페이스 스텝 설계가 7075 알루미늄 합금의 수리 성능에 미치는 영향을 조사하여 알루미늄 합금 수리 공정의 설계 및 최적화에 대한 통찰력을 제공했습니다.
7075 알루미늄 합금 부품의 표면 손상:
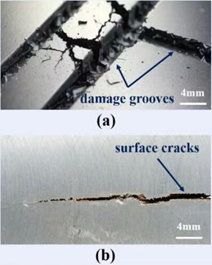
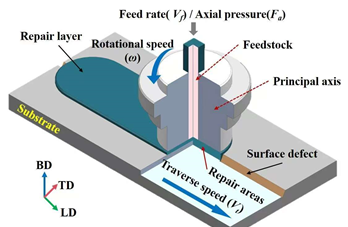
당사는 자체 개발한 AFSD 시스템을 사용하여 다양한 수리 구조 설계가 7075 알루미늄 합금의 수리 성능에 어떤 영향을 미치는지 알아보기 위해 체계적인 수리 실험을 수행합니다. 또한 이 연구를 통해 단계별 수리 인터페이스와 관련된 미세 구조 및 성능 진화 메커니즘도 밝혀냈습니다.
장비 수리:

복구 프로세스:
복구 매개변수 최적화:
수리 공정 중 이상적인 재료 부피 변화와 실제 재료 부피 변화를 분석하여 이송 속도(Vf)와 이송 속도(Vt) 간의 조정 방정식을 도출했습니다. 특정 수리 층 두께(Hr)가 주어지면 공정 안정성과 완성도를 보장하기 위해 적절한 Vf/Vt 비율을 결정할 수 있습니다.
이 원칙에 따라 공구 회전 속도, 이송 속도, 이송 속도 등 다양한 수리 매개변수 조합을 평가했습니다.
그 결과 회전 속도와 열 발생 사이에 비선형적인 관계가 있는 것으로 나타났습니다. 약 390~410°C의 피크 수리 온도와 적당한 열 입력이 최적의 재료 플라스틱 흐름을 산출했습니다. 최적의 AFSD 파라미터는 회전 속도 ω = 440rpm, 이송 속도 Vt = 129.1mm/min, 이송 속도 Vf = 50.9mm/min으로 결정되어 열 발생, 재료 흐름 및 수리 품질 간의 최상의 균형을 보장했습니다.
최적의 AFSD로 수리 후 인터페이스 본딩:

최적의 공정 파라미터에서 수리는 더 나은 충전 품질, 수리 깊이 및 결합을 보여주었습니다. 표면의 형태가 매끄럽고 접착 품질이 우수하며 수리물과 모재 사이의 금속학적 결합이 뚜렷하여 수리 품질이 우수함을 나타냅니다.
AFSD 중에 공구와 피착재에서 발생하는 마찰 열은 재료 연화 및 충진에 영향을 미치는 주요 열원입니다. 수리 홈이 너무 깊으면 불충분한 열로 인해 효과적인 재료 혼합이 제한됩니다. 그러나 TRUER AFSD 설계에서는 계단식 인터페이스가 접촉 면적을 늘리고 재료 혼합을 촉진하며 접착력을 향상시킵니다.
7075년 수리 중 미세 구조의 진화:
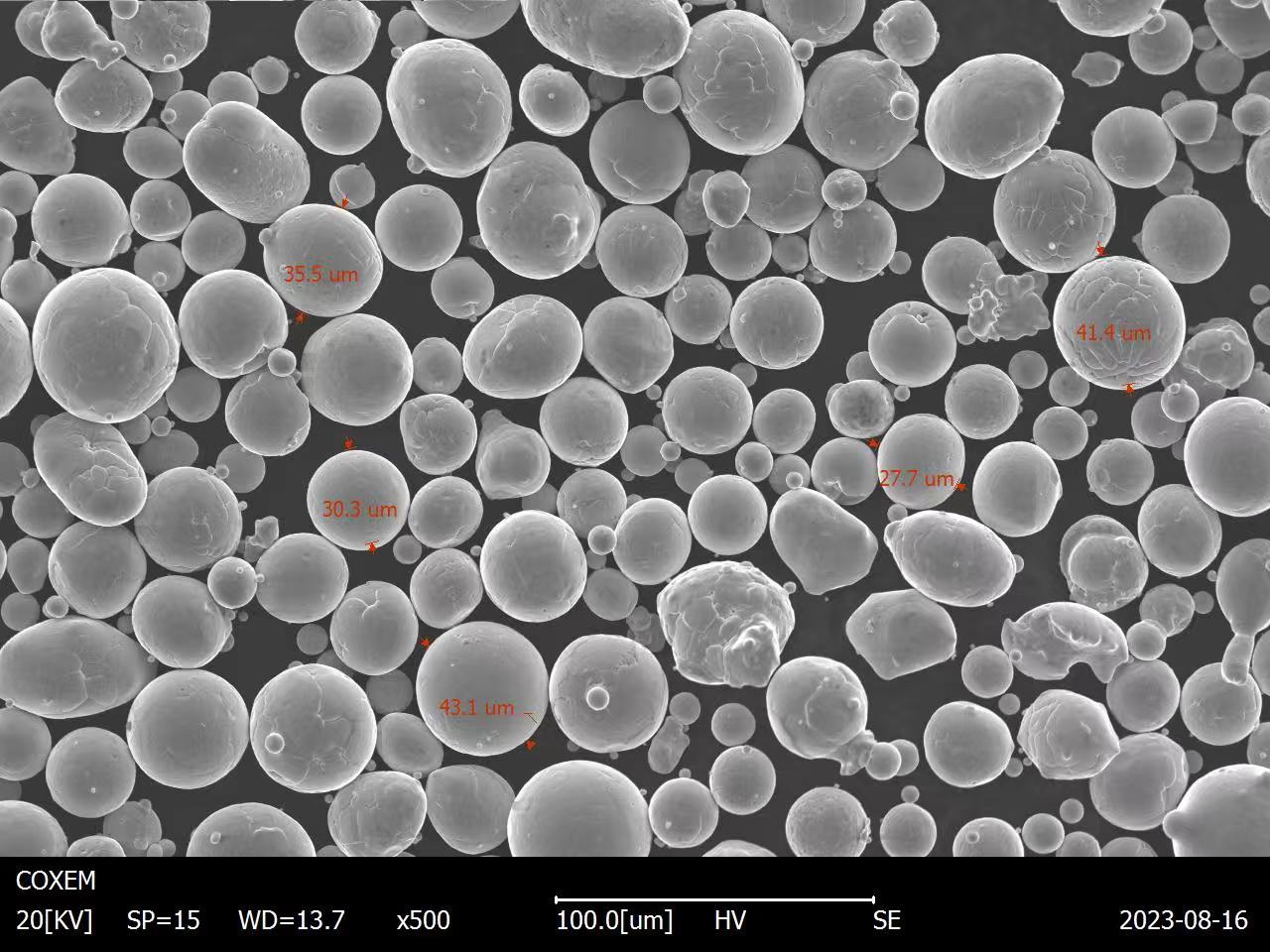
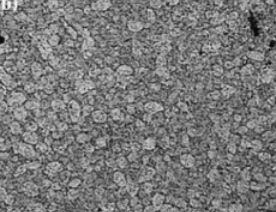
수리된 영역은 미세한 등축 입자를 보였으며 계단식 홈 디자인에서 더욱 뚜렷한 세련미를 보여주었습니다. 평균 입자 크기는 3~8um입니다.
수리 후 속성 분석:
미세 경도 측정 결과, 수리된 영역은 일반적으로 기본 재료보다 낮은 경도를 나타냈습니다. 경도가 낮은 영역은 계면에서 뚜렷한 연화 영역과 전이 층이 있는 수리 구조의 단면 모양과 밀접하게 일치했습니다. 투과전자현미경(TEM) 이미지는 관찰된 경도 감소와 일치하여 수리된 영역에서 감소된 MgZn₂ 상 밀도를 확인했습니다.
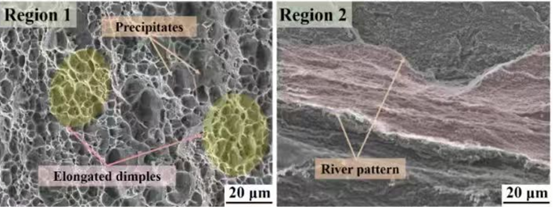
인장 시편의 프랙토그래픽 검사 결과 연성 및 취성 특징이 모두 나타났으며, 연성 파괴의 전형적인 미세 보이드 합체와 작은 딤플, 그리고 혼합 파괴 모드를 나타내는 강과 같은 패턴이 나타났습니다.
이 연구는 Al-Zn-Mg-Cu 계열 합금(7075 또는 7050)을 수리하는 데 있어 AFSD 기술의 큰 잠재력과 공학적 적용 가능성을 강조합니다. 열 입력 제어, 인터페이스 구조 설계, 수리된 재료와 기본 재료 간의 정확한 매칭을 최적화하기 위해서는 추가 연구가 필요합니다.