In718 Pulverauch bekannt als Inconel 718-Pulver, ist ein Pulver aus einer Nickelbasislegierung, das in verschiedenen Anwendungen der additiven Fertigung von Metallen verwendet wird, z. B. in der Luft- und Raumfahrt, der Automobilindustrie und der Nuklearindustrie. Dieser Leitfaden bietet einen umfassenden Überblick über In718-Pulver, einschließlich seiner Eigenschaften, Anwendungen, Lieferanten, Kosten, Installation, Betrieb und Wartung.
Überblick über In718-Pulver
In718-Pulver ist eine ausscheidungshärtbare Nickel-Chrom-Legierung, die auch erhebliche Mengen an Eisen, Niob und Molybdän sowie geringere Mengen an Aluminium und Titan enthält. Die wichtigsten Eigenschaften von In718-Pulver sind:
- Hohe Festigkeit und Härte, die bis zu einer Temperatur von 700°C erhalten bleiben
- Ausgezeichnete Korrosionsbeständigkeit
- Gute Schweißbarkeit und Verarbeitbarkeit
- Hohe Ermüdungsfestigkeit und Kriechfestigkeit bei hohen Temperaturen
Tabelle: Wichtige Eigenschaften von In718-Pulver
| Eigenschaften | Einzelheiten |
|---|---|
| Zusammensetzung | Nickel 50-55%, Chrom 17-21%, Eisen Gleichgewicht, Niob 4,75-5,5%, Molybdän 2,8-3,3%, Aluminium 0,2-0,8%, Titan 0,65-1,15%, Kohlenstoff 0,08% max |
| Dichte | 8,19 g/cm3 |
| Schmelzpunkt | 1260-1336°C |
| Maximale Betriebstemperatur | 700°C |
| Zugfestigkeit | 1250 MPa (min) |
| Streckgrenze | 1000 MPa (min) |
| Dehnung | 12% (min) |
| Wärmeleitfähigkeit | 11,4 W/m-K |
| Wärmeausdehnungskoeffizient | 13 μm/m-°C |
| Elastizitätsmodul | 205 GPa |
| Elektrischer spezifischer Widerstand | 123 μΩ-cm |
In718-Pulver kann zur Herstellung von Teilen mit komplexen Geometrien, dünnen Wänden, verborgenen Hohlräumen und Gittern mit Hilfe von Pulverbettschmelzverfahren wie selektivem Laserschmelzen (SLM) und Elektronenstrahlschmelzen (EBM) verwendet werden. Zu den wichtigsten Anwendungen gehören Bauteile für die Luft- und Raumfahrt wie Turbinenschaufeln und -scheiben, Turboladerräder für Kraftfahrzeuge und Kernbrennstoffhüllen.

Anwendungen und Verwendungen von In718-Pulver
In718-Pulver wird aufgrund seiner hohen Festigkeit bei erhöhten Temperaturen, seiner Korrosionsbeständigkeit und seiner einfachen Verarbeitung häufig in den folgenden Anwendungen eingesetzt:
Tabelle: Anwendungen von In718-Pulver
| Anmeldung | Einzelheiten |
|---|---|
| Luft- und Raumfahrt | Turbinenschaufeln, Scheiben, Wellen, Befestigungen, Gehäuse, Armaturen |
| Automobilindustrie | Turboladerräder, Ventile, Auspuffkomponenten |
| Öl und Gas | Bohrlochwerkzeuge, Ventile, Bohrlochkopfkomponenten |
| Stromerzeugung | Dampf- und Gasturbinenschaufeln, Wärmetauscher |
| Biomedizinische | Orthopädische und Zahnimplantate, Prothetik |
| Werkzeugbau | Spritzgussformen, Umformwerkzeuge, Strangpresswerkzeuge |
Zu den wichtigsten Vorteilen der Verwendung von In718-Pulver für diese Anwendungen gehören:
- Hält hohem Druck und hohen Temperaturen in Turbinen und Kraftfahrzeugen stand
- Korrosionsbeständigkeit für Öl- und Gasteile
- Hohe Ermüdungsfestigkeit für dynamische Komponenten
- Biokompatibilität für Implantate und Prothetik
- Herstellung komplexer Geometrien, die mit maschineller Bearbeitung nicht möglich sind
In718 wird gerne in der Luft- und Raumfahrt eingesetzt, z. B. für Triebwerksteile, die unter extremen Bedingungen arbeiten. Die Automobilindustrie profitiert von Turboladerrädern aus In718, die bei hohen Temperaturen hohe Geschwindigkeiten erreichen können. Die Öl- und Gasindustrie nutzt die Korrosionsbeständigkeit des Werkstoffs für Bohrlochwerkzeuge und Ventile. Diese und andere Anwendungen nutzen die Vorteile der einzigartigen Kombination aus hoher Festigkeit, Ermüdungsfestigkeit und Oxidationsbeständigkeit von In718.
Spezifikationen von In718-Pulver
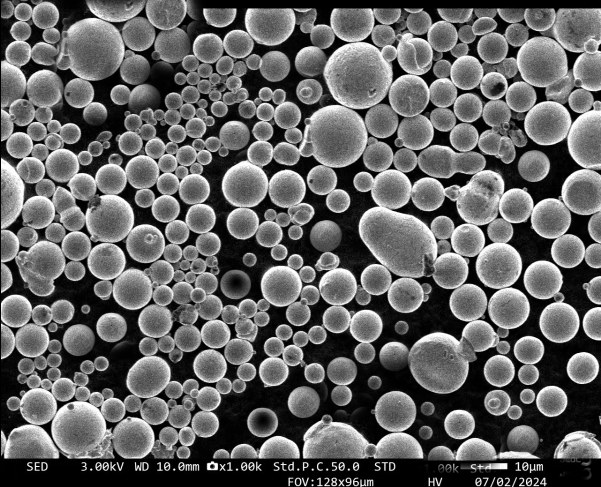
In718-Pulver für die additive Fertigung muss strenge Spezifikationen für Zusammensetzung, Partikelgrößenverteilung, Fließfähigkeit und Mikrostruktur erfüllen.
Tabelle: Typische Spezifikationen für In718-Pulver
| Parameter | Spezifikation |
|---|---|
| Zusammensetzung der Legierung | Erfüllt die Normen AMS 5663, AMS 5664 |
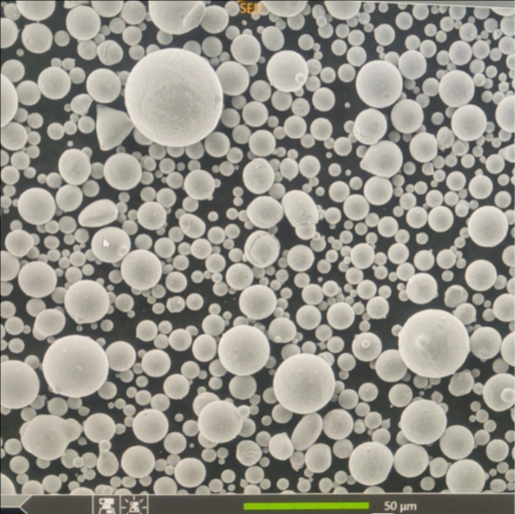
| Partikelgröße | 15-45 μm |
| Sauerstoffgehalt | <0,1 wt% |
| Stickstoffgehalt | <0,1 wt% |
| Scheinbare Dichte | >4,0 g/cm3 |
| Durchflussmenge | >1,25 s/50g |
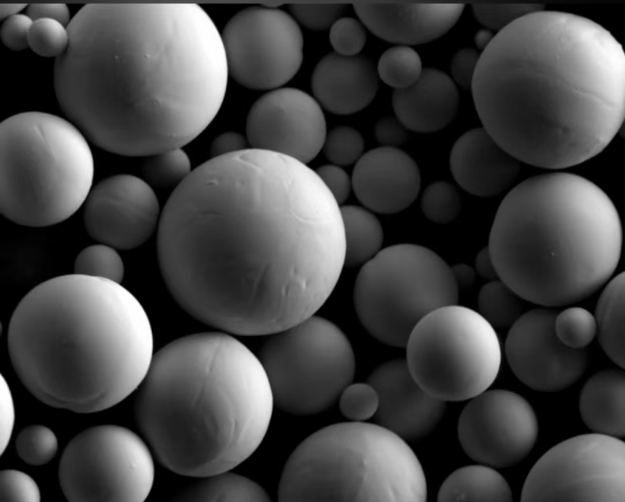
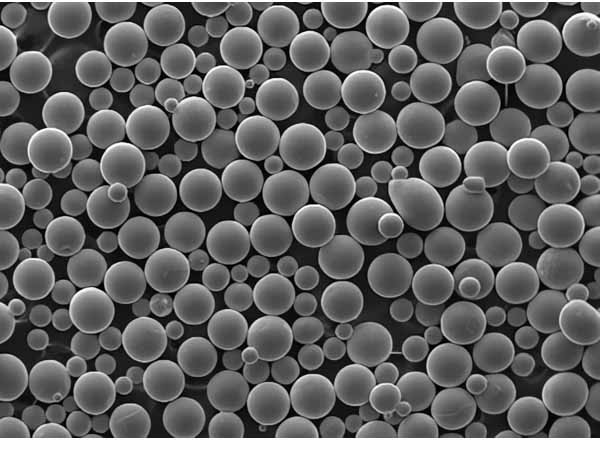
| Partikelform | Sphärisch, satellitenfrei |
| Innere Porosität | Minimal |
| Oberflächenchemie | Passiviert |
Zu den wichtigsten Überlegungen bei der Auswahl von In718-Pulver gehören:
- Maßgeschneiderte Partikelgrößenverteilung für den gewählten AM-Prozess
- Hohe Rohdichte über 4 g/cm3
- Fließfähigkeit entsprechend den Anforderungen des Druckers
- Sphärische Morphologie mit minimalen Satelliten
- Geringe innere Porosität der Partikel
- Richtige Legierungszusammensetzung und Gefüge
Die Einhaltung der Pulverspezifikationen hilft, konsistente, hochdichte AM-Teile mit den gewünschten mechanischen Eigenschaften und der gewünschten Materialleistung zu erhalten. Seriöse Lieferanten stellen eine detaillierte Dokumentation der Pulveranalyse und -eigenschaften zur Verfügung.
In718-Pulver-Lieferanten
Viele führende Metallpulverhersteller liefern In718-Pulver, das für AM-Verfahren wie SLM und EBM geeignet ist:
Tabelle: Ausgewählte Lieferanten von In718-Pulver
| Unternehmen | Pulversorte | Partikelgröße |
|---|---|---|
| LPW-Technologie | CARP-718 | 15-45 μm |
| Praxair | 718 | 15-53 μm |
| Zimmerer-Zusatzstoff | Fahrzeugtechnik In718 | 15-45 μm |
| Sandvik Fischadler | Fischadler In718 | 15-45 μm |
| AP&C | Plasma IN718 | 15-45 μm |
| Oerlikon Metco | MetcoAdd In718 | 10-45 μm |
Bei der Auswahl eines Anbieters von In718-Pulver sind unter anderem folgende Schlüsselfaktoren zu berücksichtigen:
- Erfahrung in der Herstellung von Pulver in Luft- und Raumfahrtqualität
- Kapazität für große Produktionsmengen
- Strenge Qualitätskontrolle und Dokumentation
- Maßgeschneidertes Pulver für den gewählten AM-Prozess
- Wettbewerbsfähige Preise und Vorlaufzeiten
- Technische Kompetenz und Kundendienst
Sie arbeiten eng mit den Lieferanten zusammen, um sicherzustellen, dass die Pulverzusammensetzung, die Partikeleigenschaften und die Qualität sowohl den Anwendungsanforderungen als auch den Druckerspezifikationen entsprechen.
Kosten für In718-Pulver
In718-Pulver kostet je nach Menge und Lieferant zwischen $50-$120 USD pro kg. Die Preise sind höher für kleinere Mengen unter 100 kg.
Tabelle: Vorläufige Kostenspannen für In718-Pulver
| Kauf Menge | Kosten pro kg |
|---|---|
| 20-50 kg | $100-120 |
| 50-100 kg | $80-100 |
| 100-500 kg | $60-80 |
| 500-1000+ kg | $50-70 |
Die Kosten für das Pulver tragen mit 15-30% zu den Gesamtkosten der AM-Teile bei. Schlüsselfaktoren, die die Preise für In718-Pulver beeinflussen:
- Reinheit, Qualität und Losgröße
- Wettbewerb und Verfügbarkeit
- Preisvolatilität bei elementaren Materialien
- Bestellmengen und Mengenrabatte
- Geografische Region und Tarife
Arbeiten Sie mit qualifizierten Lieferanten zusammen, um die Kosten durch Großbestellungen zu optimieren, ohne die Pulverqualität zu beeinträchtigen. Erwägen Sie das Recycling von Pulver aus AM-Produktionen, um die Kosten pro Teil zu senken.
Installation und Betrieb von In718-Pulverdruckern
Die Installation und der Betrieb von Metallpulverbett-Schmelzdruckern für In718 erfordert eine sorgfältige Planung und Vorbereitung:
Tabelle: In718 Drucker Installationsrichtlinien
| Parameter | Leitlinien |
|---|---|
| Anforderungen an die Einrichtung | Temperaturregelung, eigene Stromleitungen, Versorgung mit Druckluft, Argon oder Stickstoff, Belüftung und Staubabsaugung |
| Platzbedarf | Freiraum auf allen Seiten für Wartungsarbeiten, Pulverhandling und Arbeitsabläufe |
| Leistungsanforderungen | Versorgungsleistung von 30-150 kW, stabile Spannung |
| Abgasfiltration | HEPA- oder ULPA-Filter zur Abscheidung von Feinstaub |
| Handhabung von Pulver | Handschuhkästen, Siebmaschinen, Mischtrichter, Behälter, die den Sicherheitsstandards entsprechen |
| Persönliche Schutzausrüstung | Feuerschutzausrüstung, Schutzkleidung, Chemikalienhandschuhe, Gesichtsmasken |
| Stellenbesetzung | Ausgebildete Techniker für Betrieb und Wartung, Metallurgen, Qualitätspersonal |
Kritische Faktoren für den Betrieb von In718-Druckern:
- Befolgen Sie strikt die Gebrauchs- und Wartungsanweisungen des Herstellers
- Sicherstellung einer unterbrechungsfreien Stromversorgung und stabiler Spannung
- Verwendung von hochreinem Argon oder Stickstoff und Kontrolle des Feuchtigkeitsgehalts
- Einsatz automatisierter Pulverhandhabungs- und Siebanlagen zur Minimierung der Kontamination
- Einführung von Sicherheitsverfahren für den Umgang mit reaktivem Pulvermaterial
- Spezielle Schulungen zu Maschinenbedienung, Nachbearbeitungsschritten und Qualitätssicherung
Sorgfältige Installation, Schulung und Verfahren sind unerlässlich, um mit Metall-AM dauerhaft und kosteneffizient fehlerfreie In718-Teile herzustellen. Das beteiligte Personal muss sowohl mit additiven Fertigungsverfahren als auch mit modernen Nickelbasislegierungen vertraut sein, um den Erfolg zu gewährleisten.

Wartung von In718-Druckern
Eine ordnungsgemäße Wartung ist erforderlich, um die Betriebszeit und Leistung der In718-Drucker aufrechtzuerhalten. Die folgende Tabelle enthält allgemeine Richtlinien:
Tabelle: Empfohlene Wartungsaufgaben für In718-Drucker
| System | Wartungstätigkeiten | Frequenz |
|---|---|---|
| Laser-Optik | Reinigung, Ausrichtungsprüfung | Täglich bis wöchentlich |
| Pulverbett | Kalibrierung der Nivellierung, Auswechseln der Beschichtungsmesser | Wöchentlich bis monatlich |
| Filter | Reinigung und Austausch von HEPA-/ULPA-Filtern | 500 Stunden |
| Zustellung des Pulvers | Dichtungen, Ventile prüfen, beschädigte Schläuche ersetzen | Wöchentlich |
| Kühlung der Pumpen | Prüfung der Durchflussmenge, Schlauchinspektion | Monatlich |
| Bewegungssystem | Reinigung und Schmierung der Schienen, Spannen der Gurte | 500-2000 Stunden |
| Elektronik | Überprüfung der Firmware-Aktualisierung, Kabelprüfung | Nach Bedarf |
| Datensicherung | Sicherung von Systemeinstellungen und Protokolldateien | Täglich |
| Vollständiges System | Größere Kalibrierungen, Austausch von Hardware, Ausrichtungen | Jährlich oder 2000 Stunden |
Darüber hinaus müssen Verbrauchsmaterialien wie Aufbauplatten, Rückstreichmesser, Filter und Dichtungen je nach Zustand und Abnutzung regelmäßig alle paar hundert Betriebsstunden ausgetauscht werden.
Verwenden Sie Protokollblätter, präventive Wartungspläne und Echtzeitüberwachung, um sicherzustellen, dass alle kritischen Druckerkomponenten in bestem Zustand gehalten werden. Arbeiten Sie mit dem Maschinenhersteller zusammen, um bei Bedarf größere Überholungen oder Diagnosen durchzuführen.
Proaktive Wartung in Verbindung mit Bedienerschulung ist für die Maximierung der Druckerverfügbarkeit, Wiederholbarkeit und Kosteneffizienz bei der Arbeit mit Speziallegierungen wie In718 von entscheidender Bedeutung.
So wählen Sie einen In718-Pulverdrucker aus
Bei der Auswahl eines In718-Pulverbett-Schmelzdruckers müssen mehrere wichtige Parameter berücksichtigt werden:
Tabelle: Auswahl eines geeigneten In718-Druckers
| Überlegungen | Leitlinien |
|---|---|
| Größe bauen | Anpassung der maximalen Teileabmessungen, Berücksichtigung zukünftiger Anforderungen |
| Laserleistung | >400 W Faserlaser für vorlegiertes In718-Pulver |
| Scangeschwindigkeit | >5 m/s für Produktionsdurchsatz |
| Präzisionsoptik | Kleine Laserpunktgröße (~50 μm) für feine Auflösung |
| Inertgasfluss | Versiegelte, sauerstoffkontrollierte Kammer mit Argon oder Stickstoff |
| Handhabung von Pulver | Automatisierte Pulversieb- und Recyclinganlage |
| Prozessüberwachung | In-situ-Schmelzbad- und Wärmeüberwachung zur Defektkontrolle |
| Optimierung der Parameter | Errichtet für In718, um Dichte und Eigenschaften zu gewährleisten |
| Steuerungssoftware | Benutzerfreundliche Schnittstelle für Auftragsvorbereitung und Prozessanpassung |
| Kosten | Berücksichtigen Sie die Gesamtbetriebskosten über die Lebensdauer der Maschine |
| Service und Unterstützung | Reagierendes OEM-Supportteam für Probleme und Wartung |
Arbeiten Sie eng mit OEM-Vertretern von 3D-Druckern zusammen, um ein für den In718-Druck optimiertes System auszuwählen, das Ihre spezifischen Anwendungsanforderungen in Bezug auf Teilegröße, Durchsatz, Qualitätskontrolle, Betriebskosten und Benutzerfreundlichkeit erfüllt.
Vorteile der In718-Pulverdrucker
Die wichtigsten Vorteile des Einsatzes von In718-Pulverbettschmelzdruckern:
Tabelle: Vorteile von In718-Pulverbettdruckern
| Vorteile | Einzelheiten |
|---|---|
| Komplexe Geometrien | Interne Kanäle, Gitter und organische Formen, die durch die Bearbeitung nicht unterstützt werden |
| Benutzerdefinierte Eigenschaften | Örtlich unterschiedliche Zusammensetzung, Mikrostruktur, Dichte |
| Reduzierte Baugruppen | Konsolidierung mehrerer Komponenten durch Topologieoptimierung |
| Gewichtseinsparung | Leichtere Konstruktionen durch Topologieoptimierung |
| Gesteigerte Effizienz | Weniger Materialabfall als bei subtraktiven Verfahren |
| Schnelle Entwurfsiterationen | Designvarianten schneller drucken als bearbeiten |
| Just-in-time-Produktion | Herstellung von Teilen auf Anfrage und ohne Werkzeuge |
| Teilweise Konsolidierung | Baugruppen zu einzelnen Komponenten zusammenfassen |
| Kürzere Vorlaufzeiten | Herstellung von Teilen ohne langwierigen Gießprozess |
Diese Vorteile der Pulverbett-AM ermöglichen innovative In718-Komponentendesigns, die mit konventioneller Fertigung nicht machbar sind. Die Technologie wird in der Luft- und Raumfahrt, im Automobilbau, in der Medizin und in der Industrie schnell angenommen, um diese Vorteile zu nutzen.
Einschränkungen der In718-Pulverdrucker
Trotz der Vorteile sind bei In718 AM-Druckern gewisse Einschränkungen zu beachten:
Tabelle: Einschränkungen der In718-Pulverbettdrucker
| Beschränkungen | Einzelheiten |
|---|---|
| Hohe Maschinenkosten | Drucker haben hohe Anfangsinvestitionen |
| Begrenzte Größen | Maximale Teilegröße typischerweise unter 500 mm |
| Geringerer Durchsatz | Langsamere Produktionsgeschwindigkeiten als bei hochvolumigen Prozessen |
| Nachbearbeitung | Zusätzliche Schritte wie Entfernen von Stützen, Wärmebehandlung erforderlich |
| Anisotrope Eigenschaften | Mechanische Eigenschaften variieren je nach Ausrichtung der Konstruktion |
| Fachwissen des Betreibers | Spezielle Schulungen für die effektive Bedienung von Druckern erforderlich |
| Optimierung der Parameter | Umfangreiche Entwicklung für neue Legierungszusammensetzungen erforderlich |
| Handhabung des Pulvers | Inerte Umgebung erforderlich, um Kontamination zu vermeiden |
| Sicherheitsverfahren | Sorgfältiger Umgang mit reaktivem Metallpulver erforderlich |
Die Technologie entwickelt sich zwar rasch weiter, um diese Herausforderungen zu überwinden, aber die Endnutzer sollten bei der Einführung von In718 AM die derzeitigen Möglichkeiten und Einschränkungen sorgfältig berücksichtigen.
Vergleich der In718-Druckverfahren
Die beiden wichtigsten Verfahren für das Pulverbettschmelzen von In718 sind das selektive Laserschmelzen (SLM) und das Elektronenstrahlschmelzen (EBM).
Tabelle: Vergleich zwischen SLM- und EBM-Verfahren für In718
| SLM | EBM | |
|---|---|---|
| Wärmequelle | Faserlaser | Elektronenstrahl |
| Atmosphäre | Inertes Argon | Vakuum |
| Scan-Geschwindigkeit | 100-500 mm/s | >2000 mm/s |
| Balkengröße | 70-100 μm | 200-300 μm |
| Schichtdicke | 20-50 μm | 50-200 μm |
| Oberflächengüte | Fein | Mittel bis grob |
| Genauigkeit | ±50 μm | ±150 μm |
| Kosten | $ | $$ |
| Produktivität | Gering bis mäßig | Hoch |
| Kommerzielle Systeme | Viele etablierte Anbieter | Weniger Lieferanten |
Vorteile von SLM:
- Feinere Merkmale und Oberflächengüte möglich
- Mehr Materialoptionen wie Al, Ti optimiert
- Geringerer Strahlstrom minimiert die Verdunstung
- Etablierte Technologie mit mehreren Anbietern
Vorteile der EBM:
- Schnellerer Aufbau verbessert die Produktivität
- Größere Bauvolumen möglich
- Geringere thermische Spannungen und weniger Unterstützung erforderlich
- Hoher Strahlstrom für hochleitfähige Legierungen
Arbeiten Sie mit Ihren Anwendungsanforderungen und internen Beschränkungen, um das optimale Pulverbettverfahren für den In718-Druck auszuwählen. Sowohl SLM als auch EBM bieten Wettbewerbsvorteile, die den Einsatz in der Industrie weiter vorantreiben.

Optimale In718-Druckqualität erreichen
Um qualitativ hochwertige In718-Drucke zu erzielen, sollten Sie sich auf Folgendes konzentrieren:
- Parameter: Optimierung von Laserleistung, Geschwindigkeit, Schraffur und Scanstrategie für höchste Dichte ohne Defekte
- Puder: Verwendung von hochreinem Pulver mit kontrollierter Partikelgrößenverteilung
- Unterstützt: Verwendung optimierter Halterungen zur Minimierung der Oberflächenrauheit
- Orientierung: Überhänge minimieren und Teile so ausrichten, dass Anisotropie vermieden wird
- Inertes Gas: Sicherstellung einer hochreinen Argon- oder Stickstoffatmosphäre
- Vorheizen: Verwendung eines heißen Pulverbettes zur Verringerung von Spannungen und Rissbildung
- Pools schmelzen: Anpassung der Scanmuster und -abstände, um stabile Schmelzbäder zu ermöglichen
- Nachbearbeitung: Anwendung von Wärmebehandlung, HIP und Bearbeitung zur Verbesserung der Eigenschaften
Die kontinuierliche Überwachung von Dichte, Mikrostruktur, Pulverzustand und mechanischer Leistung anhand von Testgeometrien ermöglicht die Einstellung von Parametern und Verfahren über mehrere Druckvorgänge hinweg, bis die gewünschte wiederholbare Druckqualität erreicht ist.
Sicherheitshinweise für In718-Pulver
Da es sich bei In718-Pulver um ein reaktives Metall handelt, muss es vorsichtig gehandhabt werden, um Brände und Explosionen zu vermeiden:
- Pulver nur in zugelassenen Behältern unter Inertgas lagern
- Vermeiden Sie Zündquellen - keine Funken, Rauchen oder offene Flammen
- Erdung, Abschirmung, Inertgasabschirmung zur Vermeidung statischer Entladung
- Geeignete PSA verwenden - feuerhemmende Kleidung, Gesichtsmaske, Handschuhe
- Pulver nur in belüfteten Bereichen oder Handschuhkästen handhaben und sieben
- Sicheres Entsorgen von gebrauchtem Pulver in versiegelten Behältern
- Befolgen Sie alle von den Pulver- und Druckerherstellern empfohlenen Vorsichtsmaßnahmen.
Die Einführung und Durchsetzung strenger Sicherheitsprotokolle beim Umgang mit dem entflammbaren Pulver ist entscheidend für die Minderung der betrieblichen Risiken bei der Arbeit mit In718 und anderen reaktiven Legierungen.
Qualifizierte Teile mit In718-Pulver gedruckt
Zur Überprüfung der Qualität müssen die gedruckten In718-Teile Inspektionen und Tests bestehen:
- Maßhaltigkeit - CMM und optische Messung
- Oberflächenrauhigkeit - Optische und taktile Profilometrie
- Dichte - Archimedes-Methode und Porositätsbildanalyse
- Mikrostruktur - Optische und Elektronenmikroskopie
- Zusammensetzung - Chemische Analyse wie ICP-OES
- Mechanische Eigenschaften - Zugversuch, Ermüdung, Bruchzähigkeit
- Zerstörungsfreie Prüfung - Farbeindringverfahren, Röntgentomographie, Ultraschall
Vergleich der Ergebnisse mit den angegebenen Konstruktionsanforderungen sowie den in den geltenden AMS-Normen für In718 angegebenen Kneteigenschaften. Implementieren Sie ein umfassendes Qualitätsprogramm, das Pulvermanagement, Druckerkalibrierung, Prozessüberwachung, Testgeometrien und Dokumentation umfasst, um sicherzustellen, dass die gedruckten Teile die gewünschte Materialleistung unter den vorgesehenen Einsatzbedingungen erfüllen.

FAQ
F: Muss In718-Pulver nach dem AM heißisostatisch gepresst werden (HIP)?
A: HIP wird empfohlen, um innere Hohlräume zu schließen und die Ermüdungslebensdauer zu verbessern. Bei streng kontrollierten Parametern ist HIP jedoch möglicherweise nicht erforderlich, um die zulässigen Konstruktionswerte zu erreichen.
F: Können In718-Teile nach dem Druck maschinell bearbeitet werden?
A: Ja, maschinelle Bearbeitung und andere subtraktive Verfahren können zur Verbesserung der Oberflächengüte und zum Erreichen engerer Toleranzen bei gedruckten In718-Bauteilen eingesetzt werden.
F: Welche Wärmebehandlung wird für In718 AM-Teile verwendet?
A: Das Lösungsglühen bei 980°C mit anschließender Alterung bei 720°C und 620°C gemäß AMS-Spezifikationen wird in der Regel verwendet, um die gewünschte Mikrostruktur und die gewünschten Eigenschaften zu erzielen.
F: Welche Arten der Nachbearbeitung werden für In718 AM-Teile empfohlen?
A: Zusätzlich zur Wärmebehandlung können heißisostatisches Pressen (HIP), Oberflächenbearbeitung, Kugelstrahlen und andere Nachbearbeitungsschritte eingesetzt werden, um die endgültigen Teileigenschaften zu verbessern. Der Nachbearbeitungsplan hängt von den Anforderungen der Anwendung ab.
F: Wirkt sich die Oxidation von In718-Pulver während der Lagerung auf die Eigenschaften aus?
A: Ja, In718-Pulver kann mit der Zeit in normaler Atmosphäre oxidieren, was zu einem erhöhten Sauerstoffgehalt führt. Die Verwendung von Inertgasversiegelungen und Sauerstoffabsorbern wird empfohlen, um die Lebensdauer des Pulvers zu maximieren.
F: Wie hoch ist die typische Oberflächenrauhigkeit von In718-gedruckten Teilen?
A: In718, das auf einer Pulverbettschmelzmaschine gedruckt wird, hat normalerweise eine Oberflächenrauheit von Ra 5-15 Mikrometer, je nach Ausrichtung und Prozessparametern. Strategien wie Stützstrukturen und Nachbearbeitung können die Oberflächengüte weiter verbessern.
F: Gibt es spezifische Gesundheits- und Umweltrisiken für In718-Pulver?
A: Wie andere Nickelbasislegierungen kann auch In718-Pulver bei längerem Kontakt eine Sensibilisierung der Haut verursachen. Beim Umgang mit Pulver wird die Verwendung von PSA empfohlen. Mit In718 sind keine besonderen Umweltgefahren verbunden.
F: Welche Alternativen zu In718 gibt es für Hochtemperaturanwendungen in der Luft- und Raumfahrt?
A: Andere Superlegierungen auf Nickelbasis wie In625, In792 und Haynes 282 bieten eine ähnliche Oxidationsbeständigkeit und können je nach den genauen Betriebsbedingungen eine Alternative sein. Ti-6Al-4V wird auch häufig in Komponenten für die Luft- und Raumfahrt verwendet.