Elektroden-Pulver beziehen sich auf Spezialmetall-, Legierungs- und Verbundwerkstoffpulver, die als Ausgangsmaterial für die Herstellung von Schweißelektroden und thermischen Spritzzusätzen verwendet werden. Die Pulvereigenschaften spielen eine entscheidende Rolle bei der Bestimmung der metallurgischen, mechanischen und verarbeitungstechnischen Leistung von Beschichtungen, Füllungen und Grenzflächen beim Schweißen, Auftragschweißen, Plattieren, PTA und verwandten Hochtemperaturverfahren.
Arten von Elektrodenpulvern
Zu den wichtigsten Pulverkategorien, die in Elektroden verwendet werden, gehören:
| Typ | Beschreibung | Gemeinsame Bestandteile |
|---|---|---|
| Basis-Pulver | Liefert den Großteil der Zusammensetzung des aufgetragenen Schweißguts | Eisen-, Nickel-, Kobalt- und Kupferlegierungen |
| Matrix-Pulver | Bindemittel, das die Komponenten zusammenhält | Eisen-, Nickel-, Kobalt-, Kupferlegierungen mit Bor- und Siliziumzusätzen |
| Legierungspulver | Hinzugefügt, um die Zielchemie zu erreichen | Mangan, Chrom, Molybdän, Vanadium, Niob |
| Flussmittel-Pulver | Fördert Lichtbogenstabilität und Benetzung | Rutil, Silikate, Fluoride, Oxide |
| Komposit-Pulver | Verstärkt die Ablagerung oder verleiht ihr Funktionalität | Hartphasen wie Wolframkarbid, Oberflächenmodulmittel |
Partikelgrößenverteilung, Form, Fließeigenschaften, Schichtungstendenz und Rekonstitutionsverhalten beim Schmelzen wirken sich alle erheblich auf die Verarbeitungsqualität und -konsistenz aus.

Zusammensetzung des Elektrodenpulvers
Elektrodenpulver enthalten komplexe Zusammensetzungen, die darauf zugeschnitten sind, die gewünschten Eigenschaften und Leistungen im geschmolzenen und fertigen Zustand zu entwickeln.
| Element | Zentrale Funktionen |
|---|---|
| Eisen | Grundbestandteil in Kohlenstoffstählen und Niedriglegierungen |
| Nickel | Zugabe für Korrosionsbeständigkeit, Zugfestigkeit |
| Chrom | Hauptlegierungselement für nichtrostende Stähle, Verschleiß-, Hitze- und Korrosionsbeständigkeit |
| Molybdän | Mischkristallverfestiger, unterstützt hohe Temperaturhärte |
| Mangan, Vanadium, Niobium, Titan | Wichtige Mikrolegierungselemente zur Bildung von Karbiden/Nitriden zur Verstärkung |
| Silizium, Bor | Desoxidationsmittel entscheidend für gute Schweißnähte |
| Kohlenstoff | Grundlegender Bestandteil der Stahlzusammensetzung, der die Festigkeit, Härte und Schweißbarkeit beeinflusst |
| Kupfer | Verbessert die Korrosionsbeständigkeit in mehreren Legierungsfamilien |
Die Rolle der Legierungselemente
- Bildung nützlicher Ausscheidungen zur Verstärkung der Korngrenzen
- Entwicklung mehrerer mikrostruktureller Phasen für verbesserte mechanische Eigenschaften
- Erhöhte Härtbarkeit für bessere Eigenschaften durch die Dicke
- Ermöglicht Anlaßbeständigkeit bei hohen Betriebstemperaturen
- Beständigkeit gegen Schäden durch korrosive Stoffe wie Chloride und Sulfide
Fortschrittliche Elektroden nutzen komplexe metallurgische Mechanismen wie eutektische Reaktionen, um außergewöhnliche Leistungen im Betrieb zu erzielen.
Elektroden-Pulver Eigenschaften
| Eigentum | Typische Werte | Messmethoden |
|---|---|---|
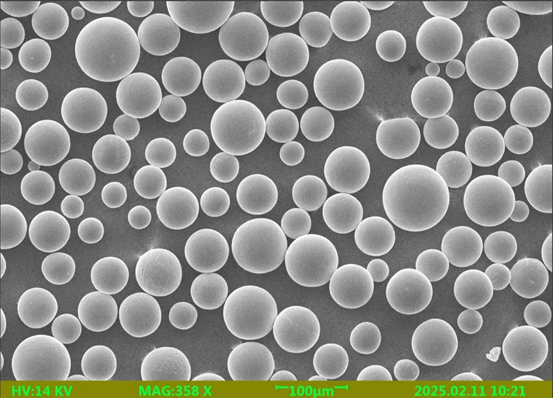
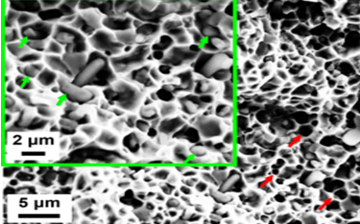
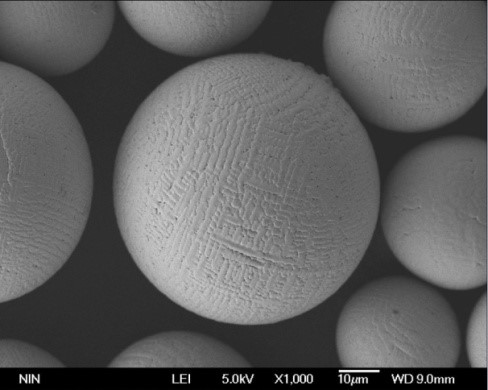
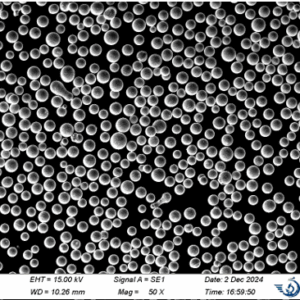
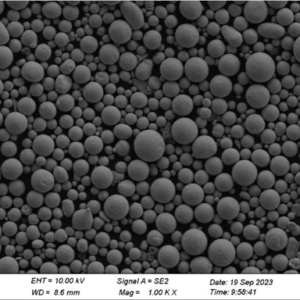
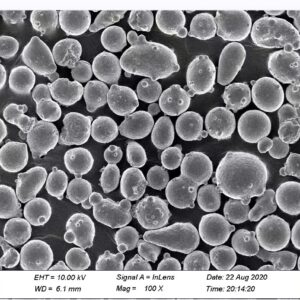
| Partikelform | Unregelmäßig, dendritisch, zerkleinert | Mikroskopie, SEM-Bildgebung |
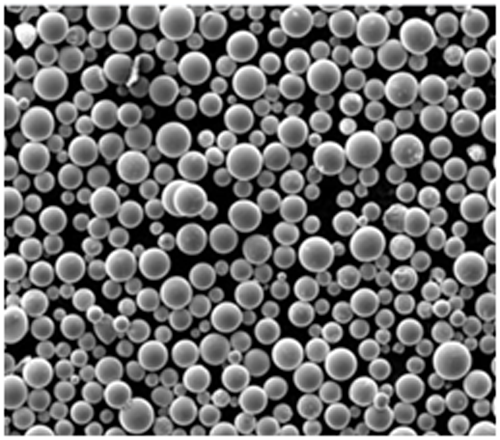
| Partikelgrößenverteilung | 10 bis 150 Mikrometer | Laserbeugung, Siebung |
| Scheinbare Dichte | 2 bis 6 g/cc | Hall-Durchflussmesser |
| Dichte des Gewindebohrers | 4 bis 8 g/cc | ASTM B527 |
| Durchflussmenge | 20 bis 50 s/50g | Hall-Durchflussmesser |
| Verlust bei Zündung | 1 bis 10% | Thermogravimetrische Analyse |
| Restlicher Kohlenstoff | 0,1% max | Verbrennungs-Infrarot-Detektion |
| Restsauerstoff | 1% max | Analyse der Inertgasfusion |
Sphärische gaszerstäubte Elektrodenpulver bieten einen besseren Fluss und eine bessere Packung, aber eine geringere mechanische Verankerung als unregelmäßige Formen. Maßgeschneiderte Spezifikationen für den Abscheidungsprozess - Draht vs. Beschichtung vs. thermisches Spritzen.
Elektrodenpulver Anwendungen
Elektrodenpulver erfüllen wichtige Funktionen in Füge-, Oberflächen- und additiven Fertigungsverfahren:
| Anmeldung | Einzelheiten | Häufig verwendete Pulver |
|---|---|---|
| Metall-Schutzgasschweißen (SMAW) | Manuelle Stabelektroden | Rutil, Zellulose, Eisenpulver, Ferrolegierungen |
| Metall-Schutzgasschweißen (GMAW) | Kontinuierliche Massiv-/Metallkerndrahtzuführungen | Kohlenstoffstahl, rostfreier Stahl, Nickellegierungen |
| Lichtbogenschweißen mit Fülldraht (FCAW) | Rohrförmige Verbrauchsmaterialien mit Flussmittelkern | Legierter Stahl, Chrom, Nickel, Mangan |
| Unterpulverschweißen (SAW) | Automatisierter Drahtprozess mit körnigem Flussmittel | Silizium, Mangan, Chrom, Nickel |
| Elektroschlacke-Schweißen | Vertikale Aufwärtspässe mit Fluxpool | Chrom, Nickel, Kupfer, Vernon |
| Plasma übertragener Lichtbogen (PTA) | In die Plasmastrahlung eingespeistes Pulver | Wolframkarbide, Chromkarbide, Niobkarbide |
Thermische Sprays
Spezialisierte Elektrodenpulver für die Beschichtung mittels Verbrennungs-, Lichtbogen- und Plasmaspritzverfahren.
So finden Elektrodenpulver Verwendung in manuellen, automatischen, hochgradig abschmelzenden und oberflächentechnischen Schweiß- und thermischen Spritzverfahren in der Industrie.
-
 Nickel Coated Alumimium Powder
Nickel Coated Alumimium Powder -
 Pulver aus Nickellegierung Inconel 713LC
Pulver aus Nickellegierung Inconel 713LC -
 CM247LC Pulver | Nickellegierungspulver
CM247LC Pulver | Nickellegierungspulver -
 0# Reines Nickelpulver
0# Reines Nickelpulver -
 Pulver aus NiCoCrAlY-Legierungen
Pulver aus NiCoCrAlY-Legierungen -
 Rene 142 Legierung-Rene Pulver
Rene 142 Legierung-Rene Pulver -
 Haynes 25 Haynes-Pulver
Haynes 25 Haynes-Pulver -
 Bestes Hastelloy C-22-Pulver-Hochtemperaturlegierungspulver für den 3D-Druck
Bestes Hastelloy C-22-Pulver-Hochtemperaturlegierungspulver für den 3D-Druck -
 Bestes Hastelloy C-276-Pulver-Hochtemperaturlegierungspulver für den 3D-Druck
Bestes Hastelloy C-276-Pulver-Hochtemperaturlegierungspulver für den 3D-Druck
Spezifikationen für die Elektrodenpulvergröße
| Größenklasse | Typischer Bereich | Anwendungen |
|---|---|---|
| Extra fein | 10-38 Mikrometer | Hochlegierte Stähle, Duplex/Superlegierungen |
| Fein | 38-75 Mikrometer | Automatisierte GMAW-Drähte, SAW-Flussmittel |
| Mittel | 75-150 Mikrometer | Manuelle SMAW-Stäbe, FCAW |
| Grob | 150-300 Mikrometer | Untergetauchter Lichtbogen mit hoher Abscheidung |
Die Norm IEC 60544 der Internationalen Elektrotechnischen Kommission regelt die Abmessungstoleranzen, die Methodik der Größenanalyse und die Siebgrößen.
Neben der chemischen Zusammensetzung ist die Partikelgrößenverteilung entscheidend für die Lichtbogenstabilität, das metallurgische Gefüge, die Effizienz der Abscheidung, die Geschwindigkeit, die Oberflächengüte und die Leistung.
Klassifizierung von Elektrodenpulvern
Mehrere Klassifizierungssysteme, die sich auf die Zusammensetzung, den Verwendungszweck und die einschlägigen Normen beziehen, helfen bei der Ermittlung geeigneter Pulver:
| Standard | Basis |
|---|---|
| AWS A5.0 | Legierungsfamilien und Elektrodentyp - unlegierter Stahl, niedrig legierter Stahl, rostfreier Stahl, Oberflächenbehandlung usw. |
| ASME SFA-5.0 | Schweißdraht-Spezifikationen, die Legierungen in ähnliche Grundtypen gruppieren |
| ISO 14172 | Chemische Zusammensetzungsbereiche für Stahl und Nickelzusatzwerkstoffe |
| ISO 17632 | Festlegung von Drahtabmessungen, Abschirmung, Stromarten und Positionen |
| ISO 13916 | Abnahmeprüfungsstufen für metallischen Zusatzwerkstoff |
| CEN EN 758 | Festlegung der Anforderungen an Schweißstangen mit Flussmittelumhüllung |
| CEN EN 760 | Spezifikation für Fülldrahttypen |
Diese Klassifizierungen helfen, die Entwicklung, Prüfung und Anwendung von Elektroden aufeinander abzustimmen, um wiederholbare, qualitativ hochwertige Schweißnähte zu erzeugen, die den Anforderungen der Anwendung entsprechen.
Kostenaufschlüsselung für Elektrodenpulver
| Pulversorte | Preisspanne | Haupttreiber |
|---|---|---|
| Kohlenstoffstähle und niedrig legierte Stähle | $3-6 pro Pfund | Massenhafte Rohstoffpreise, stabile Kosten |
| Rostfreie Stähle | $6-12 pro Pfund | Preisvolatilität bei Nickel/Chrom |
| Hochfeste Niedriglegierungen | $15-25 pro Pfund | Quelle für Legierungszusätze wie Kobalt |
| Werkzeugstähle, Superlegierungen | $30-60 pro Pfund | Feedstock-Methode, strenge chemische Anforderungen |
| Hartmetalle, Verbundwerkstoffe | $50-150 pro Pfund | Basenpulver-Syntheseweg, geringe Nachfrage |
- Erfordert hochreine Vorläuferstoffe
- Kostenanstieg bei feinen kontrollierten Pulvern
- Sondereinsatzfall Nischenlegierungen teurer
- Erfordert umfangreiche Forschung und Entwicklung sowie Tests
- Größenvorteile durch Massenproduktion
Empfehlungen
Enge Zusammenarbeit mit Pulverherstellern während der Legierungsentwicklung, um ein Gleichgewicht zwischen Leistung und Budget auf der Grundlage der kritischen Anwendung zu erreichen.
Noten von Elektroden-Pulver
| Beschreibung | Typische Anwendungen | Beispiele |
|---|---|---|
| Handelsübliche unlegierte und niedrig legierte Stähle | Bauwesen, Infrastruktur, Verkehr | AISI/SAE 1018, 4140 Zusammensetzungen |
| Gängige austenitische nichtrostende Stähle | Tanks, Prozessschiffe, marine Hardware | 304L, 316L-Sorten |
| Kaltzähe Stähle | Tiefkühllagerung, Flüssiggaseinschluss | 9%-Nickelstähle gemäß AWS A5.11 |
| Massivdraht für Hochgeschwindigkeitsverbindungen | Automobilmontage, Geräte | ER70S-6, ER308LSi |
| Metallkerndrähte für hohe Abscheidung | Herstellung von Stahlkonstruktionen, Brücken | AWS-Klassifikationen wie EM12K |
| Aufpanzerungslegierungen | Abriebfeste Overlays | Chromkarbide wie Stoody D Dur 600 |
| Korrosionsbeständige Legierungen | Chemische Verarbeitungsanlagen | Nickel- und Kobaltlegierungen gemäß AWS A5.14 |
| Hochfeste Stähle | Luft- und Raumfahrt, Druckbehälter, Turbinen | Kundenspezifische Nickel- und Kobalt-Superlegierungen |
Das Spektrum reicht von hochvolumigen Standardfülldrähten für Kohlenstoffstahl bis hin zu Spezialqualitäten für anspruchsvolle Umgebungen. Kundenspezifische Formulierungen erfüllen einzigartige Anforderungen.

FAQs
Wie werden Schweißelektroden hergestellt?
Elektroden bestehen aus einem Metallstab oder -draht, auf den Elektrodenpulver aufgebracht wird, das einen festen Kern oder Flussmittel umgibt:
- Maßgeschneiderte Elektrodenpulverzusammensetzungen zur Entwicklung von Zieleigenschaften
- Pulver gemischt, konditioniert und auf den Stab geklebt
- Extrusion oder Verdichtung zur Verfestigung der Beschichtung
- Endtrocknung und Qualitätskontrolle vor der Verwendung
Flussmittelbestandteile fördern die Stabilität des Lichtbogens, während Legierungselemente die aufgebrachte Schweißchemie anreichern, wenn die Beschichtung schmilzt und während des Schweißens Material auf die Verbindung überträgt.
Was sind die verschiedenen thermischen Spritzpulver?
Bei verschiedenen thermischen Spritzverfahren für Schutzschichten, Verschleiß- und Korrosionsschutz werden elektrolytische Pulver mit speziellen Eigenschaften verwendet:
- Verbrennungspulver - Eisen-, Nickel-, Kobaltlegierungen mit hohem Reinheitsgrad
- Lichtbogenspritzen - groberer Stahl und rostfreie Drähte
- Plasmaspritzen - extrem feine, kugelförmige und glatte Pulver
- Hochgeschwindigkeits-Sauerstoff (HVOF) - optimiert für höhere Geschwindigkeiten
- Kaltgießen - duktile, geglühte und kaltverfestigte Metalle
Der Abscheidungsmechanismus beeinflusst optimale Pulvereigenschaften wie Partikelgrößenverteilung, Form und Mikrostruktur.
Wie wählt man die richtige Elektrode?
Zu den Faktoren, die bei der Auswahl der Elektroden eine Rolle spielen, gehören:
- Einsatzbedingungen - Temperatur, Korrosion, Stöße
- Norm und Zusammensetzung des unedlen Metalls
- Geforderte mechanische Leistung - Härte, Rissbildung, Duktilität
- Einsatz bei kryogenen oder hohen Temperaturen
- Materialstärke und Fugenvorbereitung
- Schweißverfahren - Stangenschweißen, MIG, Unterpulverschweißen
- Erforderliche Spezifikationen für die strukturelle Integrität - Spannungsbruch, Kriechverhalten
Arbeiten Sie mit den Herstellern zusammen, um die Leistung der Verbrauchsmaterialien anhand der Pulverzusammensetzung, der Standardklassifizierungen und der unterstützenden Qualifikationsdaten an die Betriebsanforderungen anzupassen.
Wie hoch ist die Porositätsgrenze für Elektrodenüberzüge?
Porosität in der Elektrodenumhüllung, die durch Gaseinschlüsse während der Herstellung verursacht wird, führt zu Prozessinkonsistenzen und Mängeln in der fertigen Schweißnaht. Anforderungen an die Umhüllungsdichte gemäß AWS, ASME und ISO-Normen:
- Theoretische Mindestdichte 95%
- Weniger als 1% visuelle Porosität bei 10-facher Vergrößerung
- Maximale Porosität von 5% durch Bildanalyse
Erreicht wird dies durch optimierte Pulvermischungen, Oberflächenvorbereitung der Stahlbänder, Extrusionsparameter und strenge Qualitätskontrollen.
Wie entsteht der Elektrodendampf?
Beim Lichtbogenschweißen verdampfen die Legierungselemente im Schmelztropfen, was zur Rauchbildung führt:
- Oxidbildung - Reaktion mit Luftsauerstoff
- Keimbildung von übersättigten Metalldämpfen beim Abkühlen
- Kondensation von gasförmigen Stoffen zu feinen Partikeln
Die Rauchentwicklung und -zusammensetzung hängt von der Elektrodenbeschichtung, dem Grundmetall, den Prozessparametern und dem Vorhandensein von Verunreinigungen ab. Eine ordnungsgemäße Absaugung und PSA sind unerlässlich.
Schlussfolgerung
Die Zusammensetzung, die Pulvereigenschaften, die Homogenisierung und die Schichtung von Spezialmetalllegierungen, Flussmitteln und Verbundwerkstoffen ermöglichen maßgeschneiderte metallurgische Strukturen mit örtlich begrenzter Verzauberung und gestalteten Schweißnähten. Strenge Kontrollen vom Rohmaterial bis zum fertigen Produkt sind unerlässlich, um wiederholbare Schweißnähte zu erzielen, die Rissen, Verschleiß, Ermüdung und Korrosion in einer Vielzahl von industriellen Anwendungen und Betriebsumgebungen widerstehen. Weitere Fortschritte bei neuartigen Legierungen, intelligenten Drähten, Sensoren und Automatisierung werden den Umfang und die Möglichkeiten von Schweißverfahren der nächsten Generation, die durch immer ausgefeiltere Elektrodenformulierungen ermöglicht werden, weiter ausbauen.