
HIP-Technologie
Beim heißisostatischen Pressen (HIP) wird das Produkt in einen geschlossenen Behälter gegeben, mit Inertgas gefüllt und bei sehr hoher Temperatur (in der Regel nahe der Schmiedetemperatur des Materials) und sehr hohem Druck (in der Regel 100-140 MPa) gesintert oder verdichtet. Dadurch kann das Produkt gesintert oder verdichtet werden. Bei metallischen Werkstoffen kann mit der Technologie des heißisostatischen Pressens eine Verdichtung zur Beseitigung von Fehlern erreicht werden, da metallische Werkstoffe bei hohen Temperaturen eine sehr geringe Festigkeit und eine ausgezeichnete Plastizität aufweisen, das Metall im Bereich des Lochs einem externen Gasdruck ausgesetzt ist und eine plastische Verformung stattfindet, das Metall im Bereich des Lochs miteinander in Kontakt steht und die metallurgische Struktur das Loch verschwinden lässt.
Was ist HIP-Technologie?
Die wichtigsten Parameter des heißisostatischen Pressens sind Heiztemperatur, Gasdruck, Haltezeit und Gasmedium. Verschiedene Materialien ausgewählt Temperatur, Druck, Haltezeit sind sehr unterschiedlich, vor allem auf der Grundlage des Materials feste Phase ändern und Hochtemperatur-Festigkeit, Plastizität Auswahlprozess Parameter. Zum Beispiel ist die TC4 Titan-Legierung heißen isostatischen Pressen Prozess in der Regel 920 ℃ und 110 - 120 MPa Bedingungen der Isolierung 1 - 2 Stunden, Inertgas mit Argon.
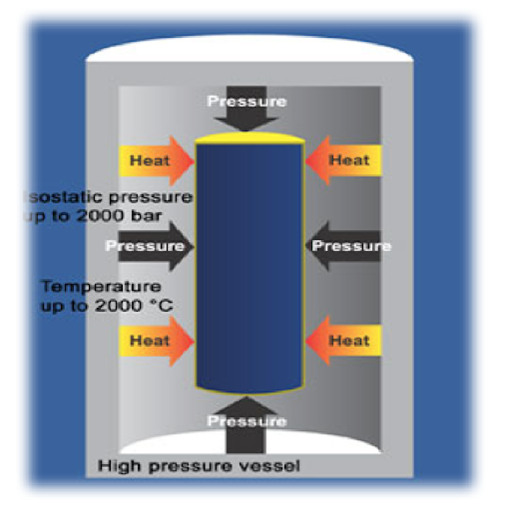
HIP-Technologie Prozessprinzip
Die HIP-Technologie findet heute breite Anwendung beim Sintern von Hartmetall, bei der Verdichtung von Refraktärmetallen und -legierungen wie Wolfram, Aluminium und Titan, bei der Reparatur von Produktfehlern (z. B. bei 3D-gedruckten Metallteilen), bei der endkonturnahen Umformung von großen und geformten Bauteilen, bei der Herstellung und Verarbeitung von Verbundwerkstoffen und Spezialmaterialien.
Heißisostatisches Pressen kann interne Defekte beseitigen. Wie bereits erwähnt, dient das heißisostatische Pressen im Bereich des 3D-Drucks dazu, Defekte im Inneren des fertigen Teils zu beseitigen.
Heißisostatisches Pressen kann unterkühltes oder nicht stabiles Gewebe verbessern, das durch zu hohe Abkühlungsraten entstanden ist. Beim heißisostatischen Pressen werden die Werkstücke in der Regel bei sehr hohen Temperaturen erhitzt, was einem Hochtemperaturglühprozess entspricht. Beim heißisostatischen Pressen werden der Martensit und andere Gewebe, die sich bei der Schnellumformung aufgrund der schnellen Abkühlung gebildet haben, vollständig entfernt, so dass die Gewebe in eine bei hoher Temperatur geglühte Form überführt werden.
Prozessmerkmale
Heißisostatisches Pressen kann die mechanischen Eigenschaften verbessern. Unabhängig davon, ob es sich um Laser-SLM-Umformung oder Elektronenstrahl-EBM-Umformung handelt, besteht die Tendenz, dass die Festigkeit des Materials nach dem heißisostatischen Pressen abnimmt und die Plastizität zunimmt, insbesondere bei Materialien mit SLM-Technologie. Der Grund für dieses Phänomen ist, dass die Abkühlungsgeschwindigkeit beim SLM-Verfahren schneller ist und sich mehr Martensit im geformten Teil bildet, der sich nach dem HIP-Glühen zersetzt, wodurch die Festigkeit des Materials sinkt und die Plastizität steigt. Gleichzeitig ändert sich auch die Härte des Materials beim HIP, wobei die Härte nach dem HIP um 5-10% abnimmt. Insgesamt verbessert das heißisostatische Pressen die Zähigkeit des Werkstoffs und seine Widerstandsfähigkeit gegen Ermüdungsrisse.
Beschränkungen der Behandlung durch heißisostatisches Pressen
Heißisostatisches Pressen ist nicht für jedes Material und für jede Fehlerbeseitigung geeignet, und eine unsachgemäße Einstellung des heißisostatischen Pressvorgangs kann sehr schwerwiegende Folgen haben, weshalb bei der Anwendung des heißisostatischen Pressens Folgendes beachtet werden sollte.
(1) Bei offenen Fehlern (Fehler, die sich von der Innenseite des Teils bis zur Oberfläche des Teils und dem äußeren Gasmedium erstrecken) hat das heißisostatische Pressen keinen Einfluss auf die Beseitigung von Fehlern.
(2) Wenn ein großer Fehler (mehr als 2 mm) im Teil vorhanden ist, bildet er einen Krater auf der Oberfläche des Teils, wie in Abbildung 5 dargestellt, und muss durch Schweißen repariert werden. Befindet sich der Krater an einer Stelle, an der eine Reparatur durch Schweißen nicht möglich ist, kann dies dazu führen, dass das Teil verschrottet wird, wie z. B. bei einigen dünnwandigen Teilen, dünnwandigen Teilen oder Flügeln.
(3) Keine Auswirkung auf die Beseitigung von Rissen und Einschlüssen.
(4) Das heißisostatische Pressen kann eine Oxidation der Oberfläche des Teils verursachen, wobei sich eine dünne Oxidschicht bildet, vorzugsweise zwischen den Endbearbeitungsvorgängen.
(5) Heißisostatisches Pressen kann zu einer starken Verformung des Teils führen, und es sollten immer Maßnahmen zur Vermeidung von Verformungen erwogen werden, bevor dies geschieht.
(6) Unsachgemäß eingestellte Prozesstemperaturen und -drücke können zu einer Ausdünnung der Wandstärke des Teils und in schweren Fällen zu einer starken Vergröberung der Korngröße des Teils führen, was schlechte Materialeigenschaften und Ausschuss des Teils zur Folge hat.
(7) Bei Legierungen mit großen Unterschieden in den Schmelzpunkten der Legierungselemente kann es zum Ausbrennen von chemischen Elementen mit niedrigem Schmelzpunkt kommen.
(8) Nicht geeignet für eutektische Legierungen, leicht zur Bildung von Verflüssigungsrissen.
