Ti-6Al-4V (auch bekannt als Grade 5) ist eine gängige Titanlegierung, die 6% Aluminium und 4% Vanadium enthält und wegen ihres guten Verhältnisses von Festigkeit zu Gewicht, ihrer guten Korrosionsbeständigkeit und ihrer Biokompatibilität geschätzt wird. Sie wird häufig in der Luft- und Raumfahrt, der Medizin und der Schifffahrt für Anwendungen wie Flugzeugkomponenten, Motorenteile und chirurgische Implantate verwendet. Diese Legierung wird aufgrund ihrer Vielseitigkeit als das “Arbeitspferd” unter den Titanlegierungen bezeichnet, da sie zur weiteren Erhöhung ihrer Festigkeit wärmebehandelt werden kann.
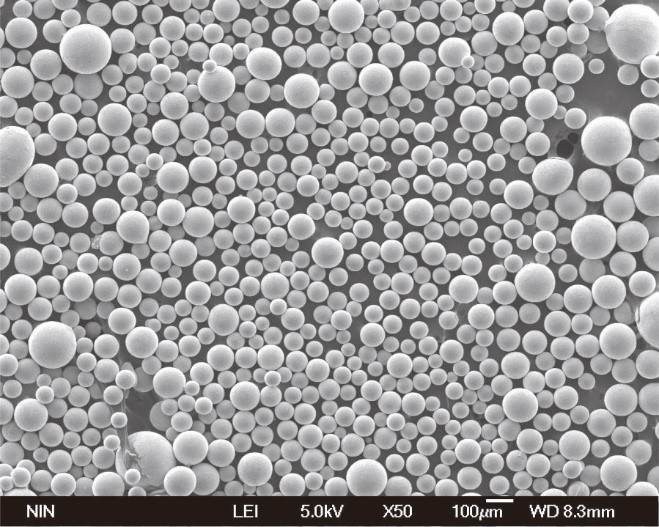
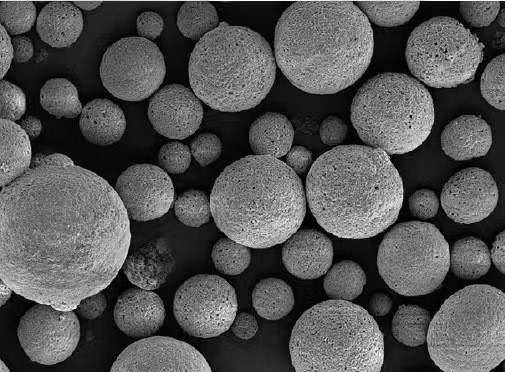
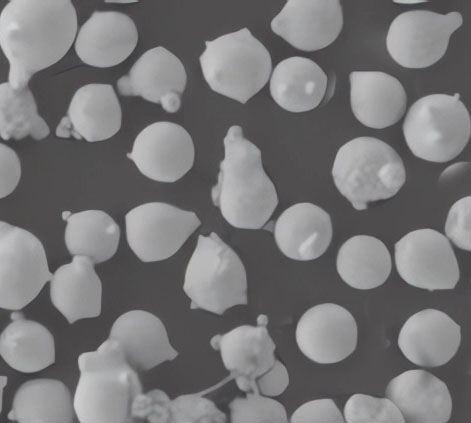
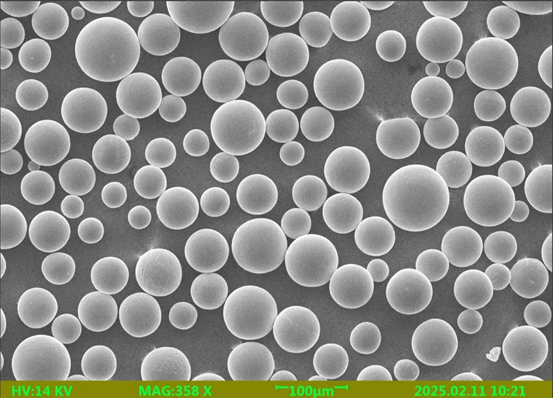
TRUER Ti-6Al-4V-Pulver wurde im EIGA- oder PREP-Verfahren hergestellt und zeichnet sich durch ein hohes Verhältnis von Festigkeit zu Gewicht und Korrosionsbeständigkeit aus. Es wird häufig für den 3D-Druck, thermische Spritzbeschichtungen für biomedizinische Implantate und andere Anwendungen verwendet, die leichte, haltbare und biologisch verträgliche Materialien erfordern.
Die mit TRUER-Pulver gedruckten Teile aus Ti-6Al-4V As weisen eine ausgezeichnete Festigkeit und Dehnungsrate im gedruckten Zustand auf (Abb. 1 und Abb. 2) und weisen fast keine Schmelzdefekte in der Bruchmorphologie auf. Der REM-Bruch zeigte einige Grübchen und Zungenmuster aus der Scherzähigkeit.
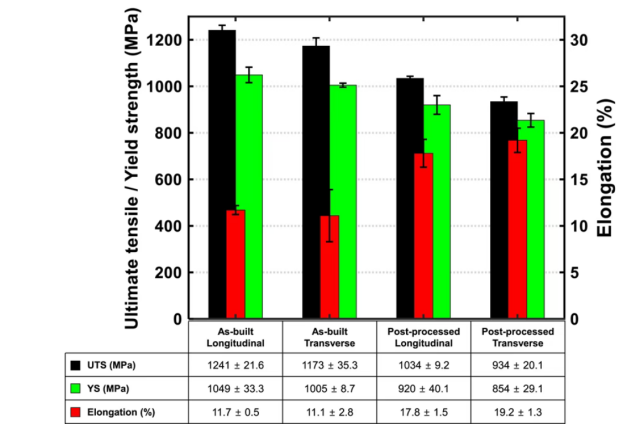
Abb. 1 Mechanische Eigenschaften der gedruckten Ti6Al4V-Teile im Zustand "As-built" und "Post-processed".
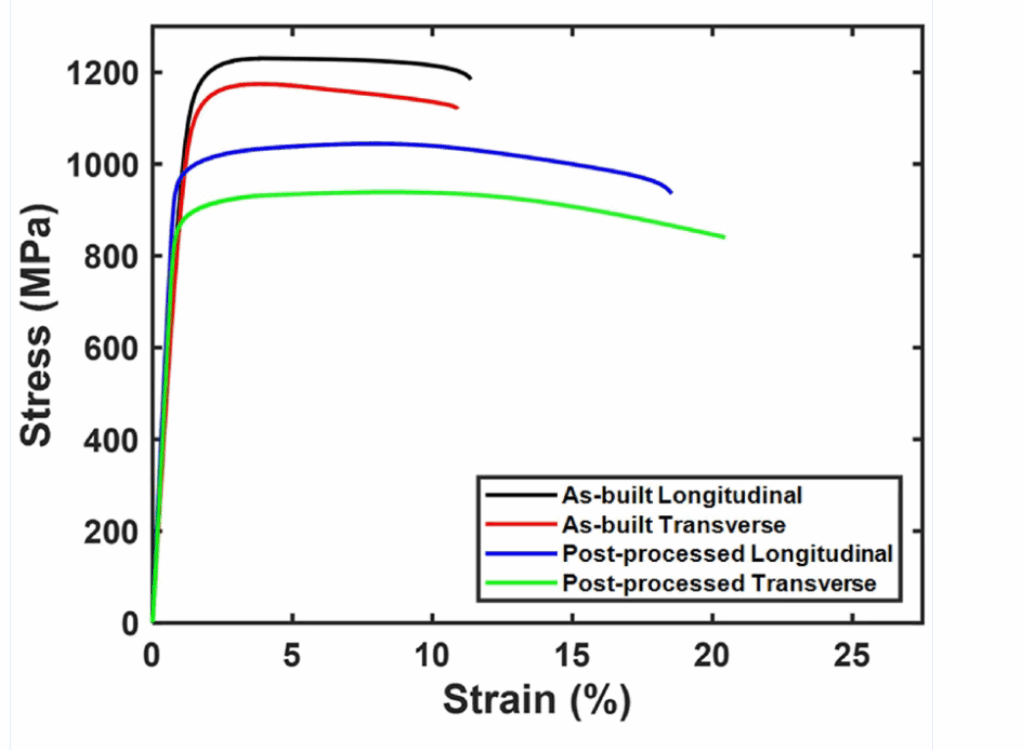
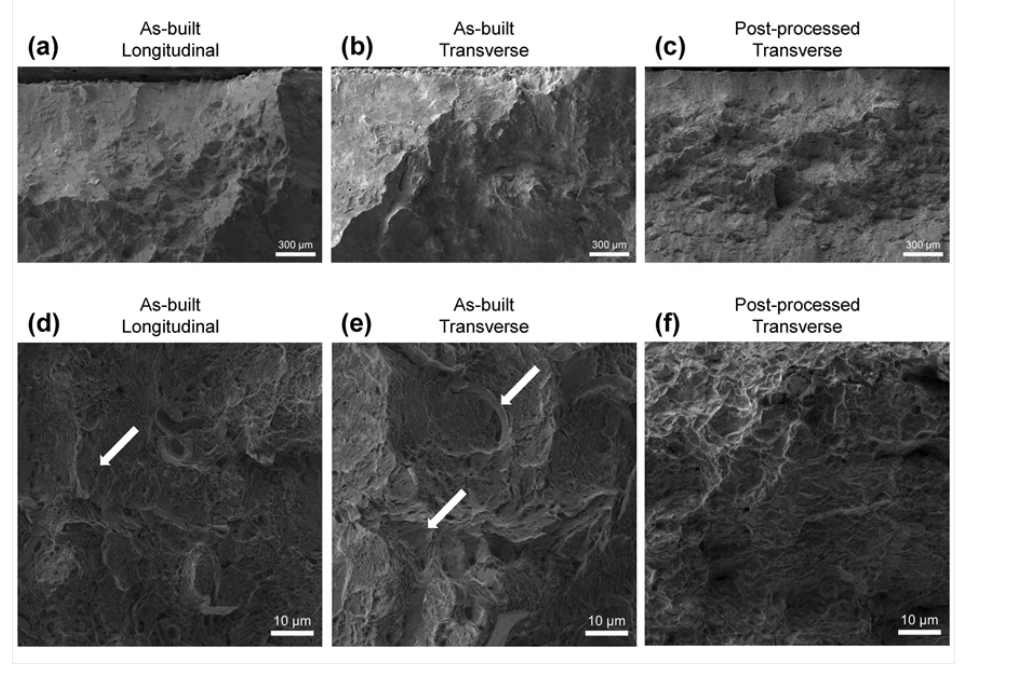
Abb. 2 Spannungs-Dehnungs-Diagramm und Bruchmerkmale von gedruckten Ti6Al4V-Teilen im Zustand "As-built" und "Post-processed".
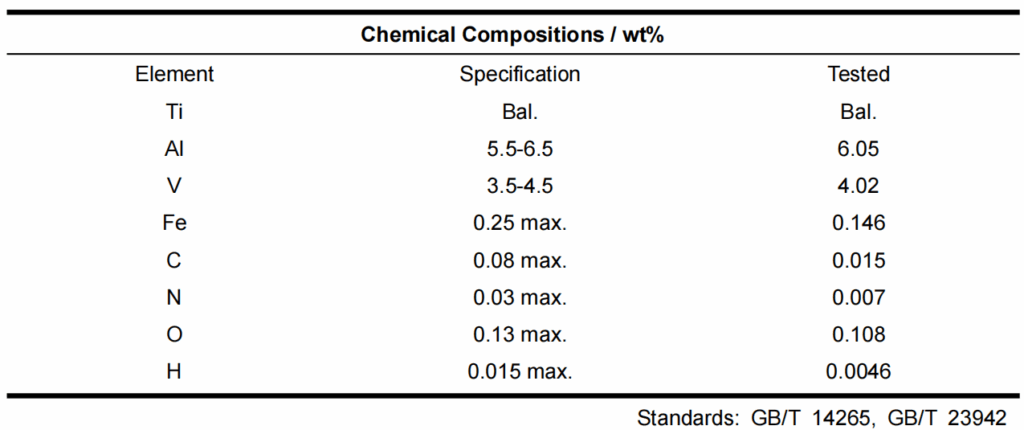
Chemische Zusammensetzung von TRUER Ti-6Al-4V Pulver:
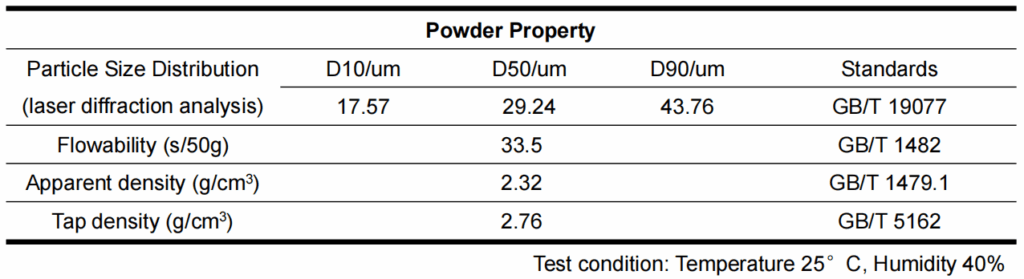
Pulvereigenschaften von TRUER Ti-6Al-4V Pulver:
Analyse:
Bei bisherigen gedruckten Teilen aus Ti-6Al-4V können keine UTS- und ε-Werte erreicht werden, die die Norm ASTM B348 übertreffen. Dies liegt in erster Linie daran, dass sich die bisherige Forschung vor allem auf die Maximierung der relativen Dichte konzentriert hat, während der Minimierung von Oberflächendefekten, einschließlich grober Oberflächentopografie und Defekten unter der Oberfläche, wie z. B. flache Vertiefungen und Kerben, relativ wenig Aufmerksamkeit geschenkt wurde.
Nach diesem Experiment kam man zu dem Schluss, dass nur mit hochwertigem Ti-6Al-4V-Pulver gedruckte Teile mit voller Dichte und minimalen Oberflächenfehlern hergestellt werden können, um zufriedenstellende mechanische Eigenschaften zu erzielen. Dies liegt daran, dass die verbleibende innere Porosität und die raue Oberflächentopografie die mechanischen Eigenschaften auch nach der Nachbearbeitung erheblich beeinträchtigen.
Neben den Pulvereigenschaften ist auch der Scanabstand ein entscheidender Parameter für die Entstehung von Defekten. Ein angemessener Scan-Abstand, der eine ausreichende Überlappung zwischen den Scan-Spuren und den Schichten gewährleistet, kann Oberflächendefekte wie hohe Rauheit, große Hohlräume und scharfe Kerben minimieren.
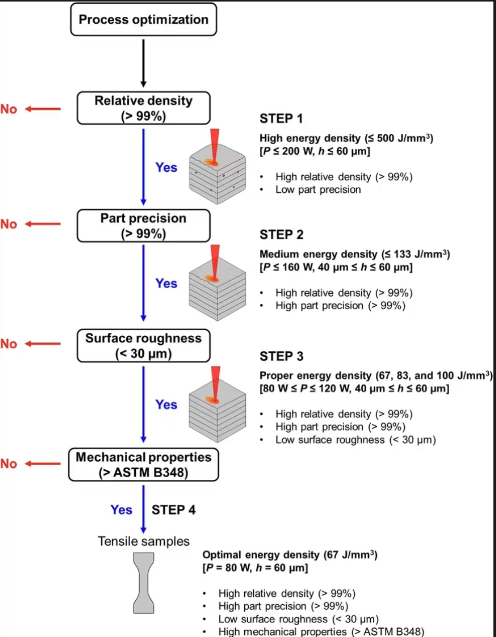
Empfohlene Prozess-Optimierung:
Schlussfolgerung:
Zusammenfassend lässt sich sagen, dass sowohl die Pulvereigenschaften als auch der Scanabstand einen erheblichen Einfluss auf die Oberflächenfehler der gedruckten Teile haben.