Ti45Al8Nb粉末の概要
Ti45Al8Nbは、選択的レーザー溶融(SLM)や電子ビーム溶融(EBM)のような粉末床溶融積層造形プロセスで使用される金属間チタンアルミナイド合金粉末である。
に関するいくつかの重要な詳細 Ti45Al8Nb粉末 を含む:
- 45%のチタン、8%のニオブ、微量の不純物を含むバランスのアルミニウムを含有。
- 密度が低く、強度重量比が高く、高温に耐える。
- 航空宇宙、自動車、その他の用途向けの軽量で高性能なコンポーネントを3Dプリントするために使用される。
- 耐食性、溶接性、700℃までの耐酸化性に優れている。
- ニオブの添加により、他の高Alチタンアルミナイド合金よりも延性が高い。
- 粉末の製造方法には、ガスアトマイズ、プラズマ回転電極法(PREP)、プラズマアトマイズなどがある。
Ti45Al8Nb粉末の加工に使用される装置
| タイプ | 主な特徴 |
|---|---|
| ガス噴霧器 | 不活性ガスが溶融合金を急速に冷却して粉末にする。低コストで大量生産に適している。 |
| プラズマ噴霧器 | プラズマエネルギーが溶融材料を微細な球状粉末にする。コストが高い。 |
| ふるい分け機 | AMに重要な狭い粒度分布に粉体を分級する。 |
| ミキサー | 粉体を均一に混合する。偏析を抑える。 |
| パウダー・リサイクラー | リユースパウダーのコンタミネーションを除去し、流動性をリフレッシュする。 |
Ti45Al8Nb部品の用途
| カテゴリー | 用途 |
|---|---|
| 航空宇宙 | タービンブレード、排気部品、機体部品。軽量化。 |
| 自動車 | ターボチャージャーホイール、バルブ、駆動系パーツ。性能向上を可能にします。 |
| インダストリアル | ターボ機械、ポンプ、工具。高い強度と耐食性を提供。 |
| バイオメディカル | インプラント、補綴物生体適合性があり、重量に対する強度が高い。 |
3DプリントされたTi45Al8Nbの軽量で高性能な特性は、あらゆる産業分野の要求の厳しい用途に適している。
Ti45Al8Nb粉 仕様
| パラメータ | 代表値 |
|---|---|
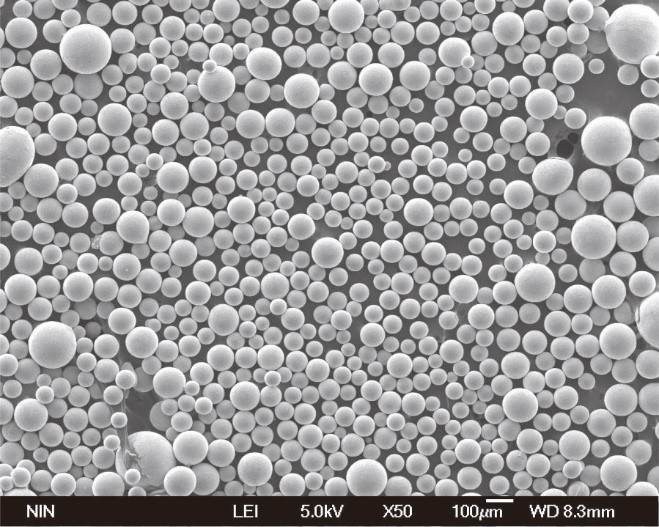
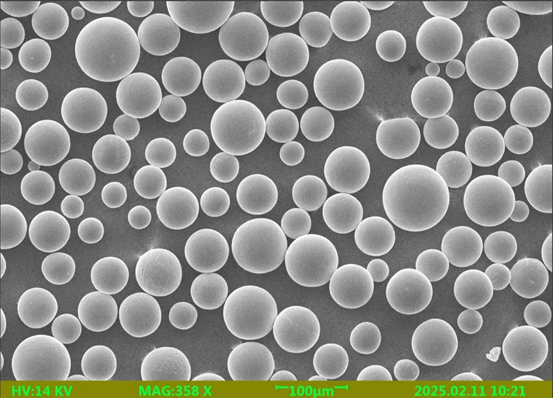
| 粒子径 | 15-45 μm |
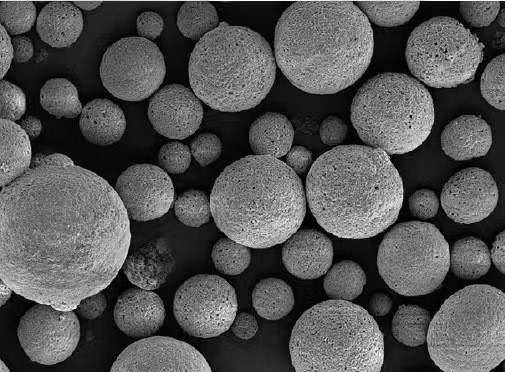
| 形態学 | 球形 |
| 構成 | Ti-45Al-8Nb |
| 見かけ密度 | 2.7-3.2 g/cc |
| タップ密度 | 4.0-4.5 g/cc |
| 流量 | 15~25秒/50g |
| 残留酸素 | <0.15 wt% |
粒度分布、形態、流動性などの粉末特性は、高品質の3Dプリンティングに不可欠です。
Ti45Al8Nb粉末のサプライヤー
| サプライヤー | 主な内容 | kgあたりの価格 |
|---|---|---|
| サプライヤー1 | サイズ分布が広い。良好な球形形態。 | $100-150 |
| サプライヤー2 | 研究スケールバッチカスタム合金の開発 | $250-500 |
| サプライヤー3 | 高純度、医療/航空宇宙品質。 | $500-1000 |
価格は、純度、品質、流通、注文数量、その他の要因によって異なる。小規模な研究開発バッチはより高価になる傾向がある。
Ti45Al8Nb粉末サプライヤーの選び方
Ti45Al8Nb粉末サプライヤーを選択する際は、以下を考慮すること:
- 品質システム - サプライヤーは、信頼できる品質の粉末を確保するために、ISO9001またはAS9100の認証を持っている必要がある。
- 技術的専門知識 - チタンアルミナイド合金に関する深い冶金学的知識と経験を求めてください。
- AMプロセスの経験 - 優先サプライヤーは、3Dプリンティング用途の粉末要件を理解しています。
- 一貫性 - サプライヤーは、各バッチで同じ仕様のパウダーを確実に製造しなければならない。
- サンプリング - バッチを購入する前に、サンプルを要求し、独自の品質テストを実施する。
- リードタイム - サプライヤーは、遅延を避けるため、合理的な期間内に粉体を納入しなければならない。
- リサイクル - 費用対効果の高い粉体リサイクル・サービスを提供している業者もある。
- 価格 - ご希望の素材、品質、数量などについて、複数のサプライヤーの価格を比較してください。
高品質なコンポーネントを製造するために、AM業界のニーズに焦点を当てた、高い品質のTi45Al8Nb粉末サプライヤーをお選びください。
最適化の方法 Ti45Al8Nb粉 AM加工用
Ti45Al8Nb粉末から良好な機械的特性を備えた高密度プリントを実現するには、以下のAMプロセス最適化ガイドラインに従ってください:
- 粒度分布が制御された球状粉末、通常15~45μmを使用する。これはよく充填され、均一に広がる。
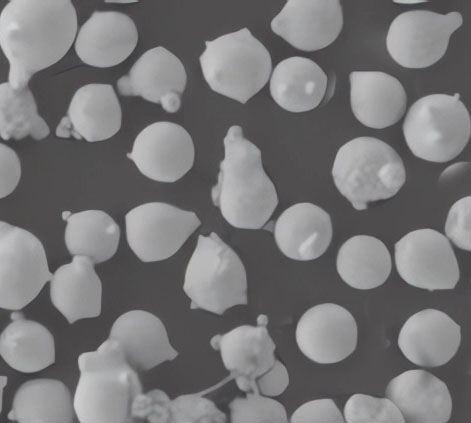
- 欠陥の原因となるサテライト粒子を最小限に抑える。粉体をふるいにかけて粒度分布を改善する。
- 微粒化後の粉末粒子が不規則であったり、多孔質であったりする場合は、プラズマ球状化を適用する。
- 粉体の流動性を確保する - 流量が低下した場合は、ミキサー/リサイクル装置で粉体をリフレッシュする。
- 印刷中の合金の熱応力を軽減するため、ホットベッドの温度を80℃以上に設定する。
- 粉末を適切に溶融させるために、400W以上の高出力レーザーを使用する。気孔率を制限するためにパラメーターを最適化する。
- 良好な解像度と密度を得るためには、30~50μmの層で印刷してください。これより薄い層はボールの原因となります。
- サポート構造を最小限に - Ti45Al8Nbは、サポートなしで小さなギャップを埋めることができる。
- 印刷トライアルを行い、特定のプリンターとパウダーバッチに理想的な設定を行う。
パウダーやパーツのサプライヤーと協力し、最適なパウダーの特性やプロセスパラメーターを特定する。フル生産前にサンプルをテストする。
3DプリントされたTi45Al8Nb部品の後処理方法
アズプリントTi45Al8Nbコンポーネントの一般的な後処理技術には、以下のようなものがある:
- サポート解除 - 支持構造がある場合は、ワイヤー放電加工または切削加工で慎重に取り除く。
- ストレス解消 - 600~800℃で1~3時間加熱し、ビルドによる残留応力を緩和する。
- 機械加工 - CNCフライス加工、旋盤加工、穴あけ加工により、寸法精度と表面仕上げを向上。硬質合金に適した剛性の高いセットアップを使用する。
- 研磨 - 強固な固定具を使用した自動または手動の研削により、精密な公差が得られます。
- 研磨 - 優れた表面仕上げを実現し、付着した粉を除去することができる。
- コーティング - 硬度、耐摩耗性、腐食防止などの機能性コーティングを施す。
- 熱間静水圧プレス(HIP) - 内部構造をさらに緻密化し、疲労性能を向上させる。
チタン合金に精通した経験豊富なオペレーターと一緒に作業し、後加工中の部品の損傷を避ける。
Ti45Al8Nbを3Dプリントするための設計原理
Ti45Al8Nb粉末から3Dプリントする部品を設計する際には、以下の設計ガイドラインを考慮してください:
- 支持の必要性を防ぐため、45°を超える張り出しは避ける。
- 応力集中を抑えるため、コーナーには小さなフィレットとRをつける。
- 破損や変形を防ぐため、肉厚は1mm以上に設計する。
- 垂直方向に比べ、層面に沿った強度が40-50%低下することを考慮すること。
- サポートを最小限にし、均一な加熱と冷却を確実にするために、部品の位置と向きを決める。
- 完全に密閉された容積ではなく、通気孔のある密閉された内部チャンネルを設計する。
- 最終寸法を達成するために、加工後の除去のために0.5~1mmのストック材を許容する。
- アセンブリをより少ない部品に統合し、重量、加工工程、コストを削減します。
AMプロセスエンジニアと協力し、当初から積層造形に最適化された部品を設計する。
3DプリントTi45Al8Nbコンポーネントの認定
最終用途向けの3DプリントTi45Al8Nb部品の信頼性を得るために、以下の資格認定を実施する:
- ビジュアル - ひび割れ、気孔、表面仕上げの欠陥などを検査する。
- 顕微鏡検査 - 光学顕微鏡または電子顕微鏡を使用して、微細構造と内部空隙の特性を評価する。
- 密度 - 密度分布を測定し、展伸材の特性と比較する。
- 機械試験 - ASTM規格に基づく引張、圧縮、硬さ試験を実施する。
- 非破壊 - X線検査や超音波検査などの技術を用いて、内部の欠陥を検出する。
- 寸法 - 重要な寸法が指定された公差を満たしていることを確認する。
- 生涯テスト - 長時間のサイクルや使用条件による部品のテスト。
- プロセス検証 - 製造部品を表すテスト形状やクーポンサンプルを印刷します。
高価な部品や重要な部品を認定する際には、冶金やAMの経験を持つ認定ラボやコンサルタントと協力する。
3DプリントされたTi45Al8Nb部品の取り付けと統合
3DプリントされたTi45Al8Nbコンポーネントをアセンブリや最終使用システムに組み込む準備をする場合:
- 表面の徹底的なクリーニング - パウダーの残留物、酸化、汚れを取り除く。
- アルマイト処理により耐食性と耐摩耗性が向上する。
- 熱管理を行う - 接合時の温度を管理し、ひび割れを防ぐ。
- 低い延性を考慮する - 破断の原因となる衝撃荷重を避けるか、最小限に抑える。
- 他の材料と接合する場合は、熱膨張の違いを考慮してください。
- 適切な接合方法を選ぶ - ボルト、接着剤による接合、ろう付け、溶接が有効。
- 機能の検証 - 実際の負荷や動作環境下でコンポーネントをテストする。
- 欠陥の検査 - X線検査や浸透探傷検査などのNDT手法を用いて、表面下の欠陥を特定する。
問題を回避するため、統合プロセスを通じて設計および製造エンジニアと緊密に相談する。
印刷Ti45Al8Nb部品の使用とメンテナンス
3DプリントされたTi45Al8Nb部品から最適なインサービス性能を得る:
- 推奨温度範囲内で使用すること(通常、長時間の使用では700℃まで)。
- 過度の振動を避ける - アズプリント微細構造の疲労破壊につながる可能性がある。
- 腐食から保護する - 過酷な環境で使用する場合は、陽極酸化処理またはコーティングを施す。
- 亀裂、摩耗、腐食損傷、その他の劣化がないか定期的に点検する。
- 表面をきれいにする - 性能の妨げとなる汚染物質や膜の蓄積を防ぐ。
- 重要な寸法が公差内に収まっていることを確認する。
- 電気メッキ、陽極酸化処理などは、使用により摩耗することがある。
- 500℃以上の酸化に注意 - 特性に悪影響を及ぼす可能性がある。
特に要求の厳しいアプリケーションにおいて、重要なプリント部品の詳細なメンテナンス計画とスケジュールを策定する。

Ti45Al8Nbによる3Dプリントの長所と短所
から部品を3Dプリントすることには、利点と限界の両方がある。 Ti45Al8Nb粉末 従来のチタン製造アプローチと比較して:
メリット
- コンポーネントは複雑な形状でもトポロジカルに最適化できる。
- アセンブリを単一のプリント部品に統合します。
- 購入比率と材料の無駄を削減します。
- 少量生産から中量生産までのコストを削減。
- より密度の高い合金と同等の強度を持つ軽量設計を可能にする。
- 新しいデザインの開発期間を短縮。
デメリット
- 材料特性は、AMプロセスのパラメータに大きく依存する。
- 素材スペックを達成するためには、HIPのような後処理が必要になることが多い。
- ビルドチャンバーの寸法に基づくサイズ制限。
- 大量生産では、鋳造や鍛造に比べて部品単価が高い。
- レイヤーベース印刷による異方性。
- 高性能パウダーのサプライチェーンは制約が多い。
Ti45Al8Nbを用いたAMと従来の製造方法との適合性を判断する際に、製造ニーズに対する利点と限界を評価する。
よくあるご質問
Q: AMに推奨されるパウダーの粒子径は?
A: 15-45μmが一般的で、分布は厳密に制御されている。分布が細かすぎたり広すぎたりすると、密度に悪影響を及ぼします。
Q:Ti45Al8Nbに代わる高温用の材料は?
A:Ti48Al2Cr2Nbのような他のチタンアルミナイドやインコネル718のようなニッケル超合金も要件によっては使用可能です。
Q: Ti45Al8Nbは、印刷後に熱間静水圧プレス(HIP)が必要ですか?
A: HIPは内部ボイドを除去し、特性をさらに向上させるのに役立ちます。しかし、最適化されたAMプロセスは、HIPの必要性を回避できる可能性があります。
Q: Ti45Al8Nbにはどのような後処理が推奨されますか?
A: 応力除去、機械加工、研削、研磨、コーティングが一般的です。締め付けのような必要な統合ステップを適用する。
Q: Ti45Al8Nbは生体インプラントに適していますか?
A: はい、インプラントに必要な高強度、低剛性、生体適合性の優れた組み合わせを提供します。
Q:アルミナ化チタン粉末を取り扱う際には、どのような注意が必要ですか?
A: 微粉を吸い込まないように保護具を使用すること。合金は可燃性であるため、粉塵レベルを管理することで発火リスクを回避する。
Q: リサイクルTi45Al8Nb粉末はバージン粉末と同じ性能ですか?
A: 適切なリサイクル手順を踏めば、再生パウダーは多くの用途で新しいパウダーに匹敵する性能を発揮します。
Q: 3DプリントしたTi45Al8Nbの部品を溶接できますか?
A: はい、摩擦攪拌接合はこれらの合金で実証されています。レーザー溶接も可能ですが、局部的な材料特性を変化させる可能性があります。