電極粉末 とは、溶接電極や溶射消耗品の製造において原料材料として使用される特殊な金属、合金、複合材料の粉末を指します。粉末の特性は、溶接、表面処理、クラッディング、PTA、および関連する高温プロセスにおけるコーティング、充填物、界面の冶金学的、機械的、および加工性能を決定する上で重要な役割を果たします。
電極粉末の種類
電極に使用される主な粉末のカテゴリーには、以下のようなものがある:
| タイプ | 説明 | 一般的な成分 |
|---|---|---|
| ベースパウダー | 析出した溶接金属組成の大部分を提供する | 鉄、ニッケル、コバルト、銅合金 |
| マトリックスパウダー | 部品をまとめるバインダー | 鉄、ニッケル、コバルト、銅合金にホウ素、シリコンを添加 |
| 合金粉末 | 目標化学物質を達成するために追加 | マンガン、クロム、モリブデン、バナジウム、ニオブ |
| フラックス粉 | アークの安定性と濡れを促進する | ルチル、ケイ酸塩、フッ化物、酸化物 |
| 複合粉体 | 保証金の補強や機能性の付与 | 炭化タングステンのような硬質相、表面弾性剤 |
粒度分布、形状、流動特性、層状化傾向、溶融時の再構成挙動はすべて、加工品質と一貫性に大きく影響する。

電極粉末組成
電極粉末は、溶融状態および完成状態で所望の特性と性能を発現するように調整された複雑な組成を含む。
| エレメント | 主な機能 |
|---|---|
| 鉄 | 炭素鋼および低合金のベース成分 |
| ニッケル | 耐食性、引張強度のために追加 |
| クロム | ステンレス鋼の主合金元素、耐摩耗性、耐熱性、耐食性 |
| モリブデン | 固溶体強化剤、高温硬度対応 |
| マンガン、バナジウム、ニオブ、チタン | 強化のための炭化物/窒化物を形成する重要な微細合金元素 |
| シリコン、ホウ素 | 健全な溶接に不可欠な脱酸素剤 |
| カーボン | 強度、硬度、溶接性に影響を与える鋼の基本成分。 |
| 銅 | 複数の合金ファミリーで耐食性を向上 |
合金元素の役割
- 粒界を強化するために有益な析出物を形成する。
- 機械的特性を改善するための複数の微細構造相の開発
- 硬化性を高め、厚さ方向の特性を向上
- 高温での焼戻し耐性を可能にする
- 塩化物や硫化物のような腐食性物質による損傷に強い。
先進的な電極は、共晶反応のような複雑な冶金メカニズムを活用し、卓越したインサービス性能を生み出します。
電極パウダー プロパティ
| プロパティ | 代表値 | 測定方法 |
|---|---|---|
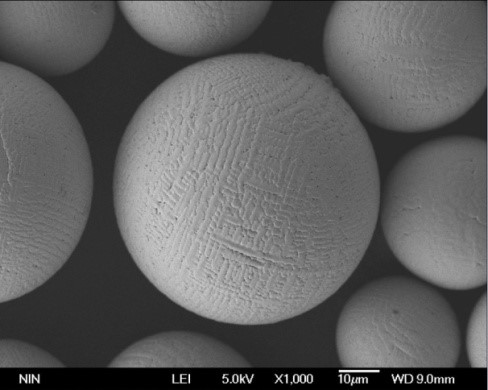
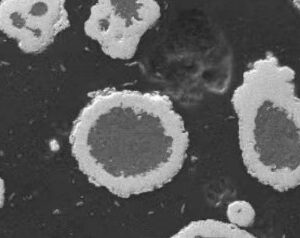
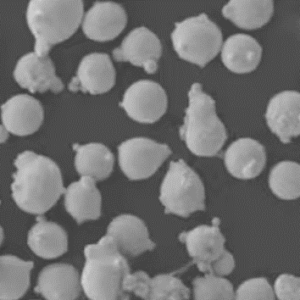
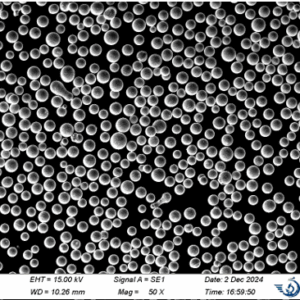
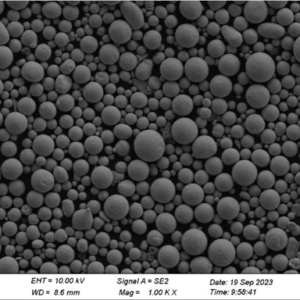
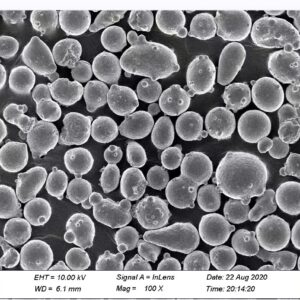
| 粒子形状 | 不規則、樹枝状、破砕 | 顕微鏡、SEMイメージング |
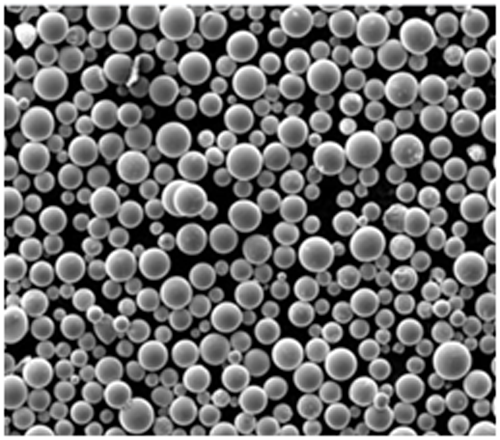
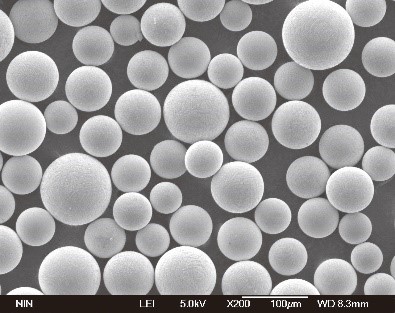
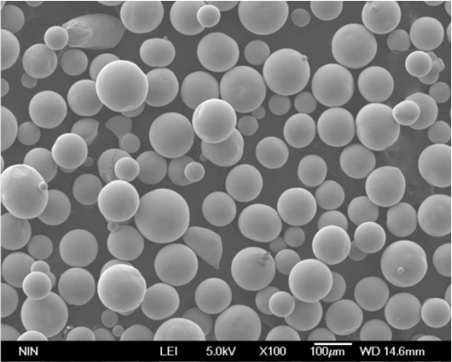
| 粒度分布 | 10~150ミクロン | レーザー回折、ふるい分け |
| 見かけ密度 | 2~6 g/cc | ホール流量計 |
| タップ密度 | 4~8 g/cc | ASTM B527 |
| 流量 | 20~50秒/50g | ホール流量計 |
| 点火時の損失 | 1〜10% | 熱重量分析 |
| 残留炭素 | 最大0.1% | 燃焼赤外線検出 |
| 残留酸素 | 最大1% | 不活性ガス融解分析 |
球状ガスアトマイズ電極粉末は、不規則な形状に比べ、流動性と充填性に優れていますが、機械的な固定力は低下します。ワイヤー対コーティング対溶射の成膜プロセスに合わせた仕様。
電極粉末の用途
電極粉末は、接合、表面処理、積層造形プロセスにおいて重要な役割を果たす:
| 申し込み | 詳細 | 一般的なパウダー |
|---|---|---|
| 被覆アーク溶接(SMAW) | 手動スティック電極 | ルチル、セルロース、鉄粉、合金鉄 |
| ガスメタルアーク溶接(GMAW) | 連続ソリッド/メタル・コア・ワイヤー・フィード | 炭素鋼、ステンレス鋼、ニッケル合金 |
| フラックス入りアーク溶接(FCAW) | フラックスコア付きチューブラー消耗品 | 合金鋼、クロム、ニッケル、マンガン |
| サブマージアーク溶接(SAW) | 粒状フラックスによる自動ワイヤープロセス | シリコン、マンガン、クロム、ニッケル |
| エレクトロスラグ溶接 | フラックスプールを使った垂直アップパス | クロム、ニッケル、銅、バーノン |
| プラズマトランスファーアーク(PTA) | プラズマプルームに投入された粉体 | 炭化タングステン、炭化クロム、炭化ニオブ |
サーマルスプレー
燃焼法、電気アーク法、プラズマスプレー法によるコーティング成膜用の特殊電極型粉末。
このように電極粉末は、工業環境における手動溶接、自動溶接、高溶着、表面技術溶接、溶射の各工程で使用されています。
電極粉末サイズ仕様
| サイズクラス | 典型的な範囲 | アプリケーション |
|---|---|---|
| エクストラファイン | 10-38ミクロン | 高合金鋼、二相鋼/超合金 |
| ファイン | 38~75ミクロン | 自動GMAWワイヤー、SAWフラックス |
| ミディアム | 75~150ミクロン | 手動SMAWスティック、FCAW |
| 粗目 | 150-300ミクロン | 高蒸着サブマージアーク |
国際電気標準会議規格IEC 60544は、寸法公差、サイズ分析方法、ふるいサイズを規定しています。
粒度分布は、化学的性質だけでなく、アーク安定性、冶金学的微細構造、析出効率、速度、表面仕上げ、性能にとって極めて重要である。
電極粉末の分類
組成、使用目的、関連規格を網羅するいくつかの分類システムは、適切な粉末を特定するのに役立つ:
| スタンダード | 基礎 |
|---|---|
| AWS A5.0 | 合金鋼種と電極の種類 - 軟鋼、低合金鋼、ステンレス鋼、サーフェシングなど |
| ASME SFA-5.0 | 合金を類似のベースタイプにグループ化した溶接ワイヤの仕様 |
| ISO 14172 | 鋼とニッケルフィラーの化学成分範囲 |
| ISO 17632 | ワイヤーの寸法、シールド、電流の種類と位置の指定 |
| ISO 13916 | 金属フィラーの受入検査レベル |
| CEN EN 758 | フラックス入りアーク溶接棒の要件定義 |
| CEN EN 760 | フラックス入りワイヤの仕様 |
これらの分類は、電極の開発、試験、適用を調整し、用途のニーズを満たす再現性の高い高品質の溶接部を製造するのに役立つ。
電極粉末のコスト内訳
| パウダーグレード | 価格帯 | 主要ドライバー |
|---|---|---|
| 炭素鋼および低合金鋼 | ポンド当たり$3-6 | バルク商品価格、安定したコスト |
| ステンレス鋼 | 1ポンドあたり$6-12 | ニッケル/クロムの価格変動性 |
| 高強度低合金 | 1ポンドあたり$15-25 | コバルトのような合金添加物の供給源 |
| 工具鋼、超合金 | 1ポンド当たり$30-60 | 原料法、厳しい化学的要件 |
| 超硬合金、複合材料 | 1ポンドあたり$50-150 | ベースパウダー合成ルート、低需要 |
- 高純度の前駆体が必要
- 微粉末のコスト上昇
- 特殊な用途のニッチ合金は高価になる
- 大規模な研究開発とテストが必要
- 大量生産によるスケールメリット
推薦の言葉
合金開発時に粉末メーカーと緊密に協力し、用途の重要性に基づいて性能と予算のバランスをとる。
グレード 電極パウダー
| 説明 | 代表的なアプリケーション | 例 |
|---|---|---|
| 普通炭素鋼および低合金鋼 | 構造物製造、インフラ、輸送 | AISI/SAE 1018、4140の組成 |
| 一般的なオーステナイト系ステンレス鋼 | タンク、プロセス容器、船舶用ハードウェア | 304L、316Lグレード |
| 低温用鋼 | 極低温貯蔵、液化ガス封じ込め | AWS A5.11に適合する9%ニッケル鋼 |
| 高速接合用ソリッドワイヤー | 自動車組立、家電製品 | ER70S-6、ER308LSi |
| 高蒸着用メタルコアワイヤー | 構造用鋼製造、橋梁 | EM12KのようなAWSの分類 |
| ハードフェーシング合金 | 耐摩耗オーバーレイ | Stoody Dur 600のようなクロムカーバイド |
| 耐食合金 | 化学処理装置 | AWS A5.14によるニッケルおよびコバルト合金 |
| 高強度鋼 | 航空宇宙、圧力容器、タービン | カスタムニッケル・コバルト超合金 |
炭素鋼用の大量生産汎用フィラーワイヤーから、厳しい環境向けの特殊グレードまで幅広く取り揃えています。特殊な要件にも対応可能です。

よくあるご質問
溶接電極はどのように製造されるのですか?
電極は金属棒またはワイヤーで構成され、その上に電極粉が堆積され、固体またはフラックスコアを取り囲む被膜が形成される:
- 目標特性を開発するために調整された電極粉末組成物
- パウダーをブレンドし、調整し、ロッドに付着させる。
- コーティングを固めるための押し出しまたは圧縮
- 使用前の最終乾燥と品質チェック
フラックス成分はアーク安定性を促進し、合金元素は 溶接中に皮膜が溶けて接合部に材料を移行する際 に、析出した溶接部の化学的性質を豊かにする。
溶射粉末にはどのような種類がありますか?
保護皮膜、耐摩耗性、耐食性のためのさまざまな溶射技術は、特殊な特性を持つ電極タイプの原料粉末を利用している:
- 燃焼粉 - 高純度の鉄、ニッケル、コバルト合金
- ワイヤーアーク・スプレー - より粗いスチールおよびステンレスワイヤー
- プラズマスプレー - 極めて微細で、球状で、滑らかな粉体
- 高速オキシ燃料(HVOF)-より高速に最適化されている。
- コールドスプレー - 延性金属、焼鈍金属、加工硬化金属
析出メカニズムは、粒度分布、形状、微細構造などの最適な粉末特性に影響を与える。
正しい電極の選び方は?
電極選択の指針になる要素には、以下のようなものがある:
- 使用条件 - 温度、腐食、衝撃
- ベースメタルの規格と組成
- 要求される機械的性能 - 硬度、割れ、延性
- 極低温または高温での使用
- 材料の厚さと接合部の準備
- 溶接プロセス - スティック、MIG、サブマージアーク
- 要求される構造完全性仕様 - 応力破断、クリープ
メーカーと協力し、粉末組成、標準分類、資格データの裏付けを通じて、消耗品の性能を運転要件に適合させる。
電極コーティングの気孔率の限界は?
製造中のガス巻き込みによる電極皮膜の気孔は、 工程の不一致や溶接仕上がりの欠陥につながる。AWS、ASMEおよびISO規格に準拠した被覆密度要件:
- 最低95%理論密度
- 10倍の倍率で1%以下の気孔率
- 画像解析による5%の最大気孔率
最適化されたパウダーの配合、鋼帯の表面処理、押出成形のパラメーター、厳格な品質管理チェックによって達成される。
電極ヒュームはどのようにして発生するのか?
アーク溶接は、溶滴中の合金元素を気化させ、ヒュームの発生メカニズムにつながる:
- 酸化物の生成 - 大気中の酸素との反応
- 過飽和金属蒸気の冷却に伴う核生成
- ガス状物質の微粒子への凝縮
ヒュームの発生率と組成は、電極コーティング、母材、プロセスパラメーター、汚染物質の存在に依存する。適切な抽出とPPEが不可欠である。
結論
特殊金属合金、フラックス、および複合材料の組成、粉末特性、均質化、および積層化により、局所的な魅惑と設計された溶接界面を持つテーラーメイドの冶金構造が可能になります。広範な産業用途や使用環境において、割れ、 摩耗、疲労、腐食に耐える再現性の高い溶接を実現す るためには、原材料から最終製品に至るまで厳格な管理を 維持することが不可欠である。新しい合金、スマート・ワイヤー、センサーおよび自動化における更なる進歩は、これまで以上に洗練された電極配合によって可能になる次世代溶接プロセスの範囲と能力を拡大し続けるだろう。