
HIPテクノロジー
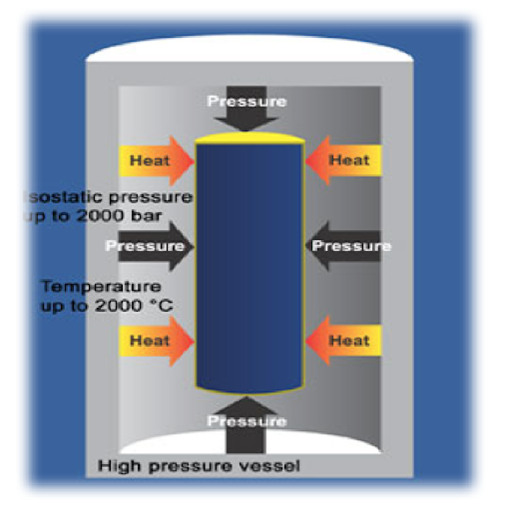
熱間静水圧プレス(HIP)技術は、製品を密閉容器に入れ、不活性ガスを充填し、非常に高い温度(通常は材料の鍛造温度に近い)と非常に高い圧力(通常は100~140MPa)で製品を焼結または緻密化することによって機能する。これにより、製品を焼結または緻密化することができる。金属材料の場合、高温では金属材料は非常に低い強度と優れた塑性を持つこと、穴の部分の金属が外部からのガス圧を受けて塑性変形が起こること、穴の部分の金属が互いに接触し、金属組織によって穴が消失すること、などの理由から、熱間静水圧プレス技術によって欠陥をなくすための緻密化を実現することができる。
HIPテクノロジーとは
熱間静水圧プレスの主なパラメータは、加熱温度、ガス圧力、保持時間、ガス媒体である。主に材料の固相変化と高温強度、塑性選択プロセスパラメータに基づいて、異なる材料が選択した温度、圧力、保持時間は非常に異なっている。例えば、TC4チタン合金の熱間静水圧プレス工程は、通常920℃、110~120MPaの断熱条件1~2時間、不活性ガスはアルゴンを使用する。
HIPテクノロジーのプロセス原理
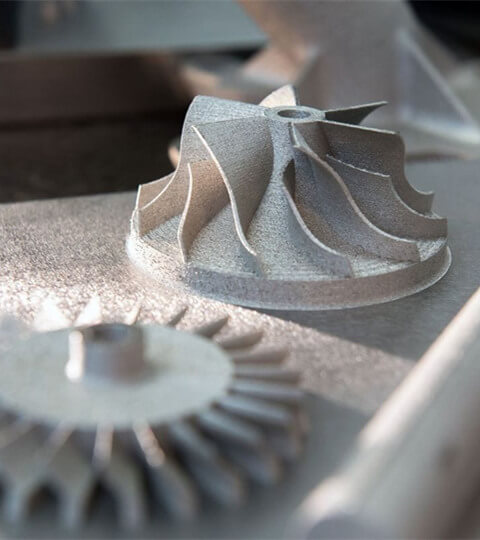
HIP技術は現在、超硬合金の焼結、タングステン、アルミニウム、チタンなどの耐火性金属・合金の緻密化、製品の欠陥修復(3Dプリント金属部品など)、大型・定形部品のニアネットフォーミング、複合材料や特殊材料の製造・加工に広く使用されている。
熱間静水圧プレスは内部欠陥を除去することができる。前述のように、3Dプリンティング分野における熱間静水圧プレスの用途は、最終部品内部の欠陥を除去することである。
熱間等方加圧は、過度の冷却速度によって形成されたサブクール組織やサブステーブル組織を改善することができる。熱間等方圧プレスは通常、高温焼鈍プロセスに相当する非常に高い温度での加熱を伴う。熱間静水圧プレスは、急冷速度のために急成形中に形成されたマルテンサイトやその他の組織を完全に除去し、組織を高温焼鈍された形態に変える。
プロセスの特徴
熱間静水圧プレスは機械的特性を向上させることができる。レーザーSLM成形でも電子ビームEBM成形でも、特にSLM技術を用いた材料では、熱間静水圧プレス後に材料の強度が低下し、塑性が増加する傾向がある。この現象の理由は、SLM成形の方が冷却速度が速く、成形部にマルテンサイトが多く形成され、HIP焼鈍後にマルテンサイトが分解して材料の強度が低下し、塑性が上昇するためである。同時に、材料の硬度もHIPによって変化し、HIP後の硬度は5-10%低下する。全体として、熱間等方加圧は材料の靭性と疲労亀裂進展に対する抵抗力を向上させる。
熱間等方圧加圧処理の限界
熱間等方圧加圧は、どのような材料に対しても、どのような欠陥除去に対してもうまく機能するわけではなく、熱間等方圧加圧工程の不適切な設定は、非常に深刻な結果をもたらす可能性があるため、熱間等方圧加圧を使用する際には、以下の点に注意する必要がある。
(1)オープン欠陥(部品内部から部品表面および外部ガス媒体に及ぶ欠陥)については、熱間静水圧プレスは欠陥の除去に影響を与えない。
(2)部品内に大きな欠陥(2mm以上)がある場合、図5に示すように部品表面にクレーターが形成され、溶接による補修が必要となる。クレーターが溶接補修が不可能な位置にある場合、一部の薄肉部品、薄肉部品、ブレードなど、部品の廃棄につながることがある。
(3) クラックや介在物欠陥の除去には影響しない。
(4)熱間等方加圧は、好ましくは仕上げ加工の間に、部品表面の酸化を引き起こし、薄い酸化膜を形成することがある。
(5)熱間等方圧プレスは、部品に大きな歪みを生じさせる可能性があり、歪みを防止するための対策を常に考慮した上で行う必要がある。
(6)不適切に設定されたプロセス温度と圧力は、部品の肉厚を薄くし、ひどい場合には部品の結晶粒径を著しく粗くし、材料特性を低下させ、部品をスクラップにする可能性がある。
(7)合金元素の融点差が大きい合金の場合、低融点化学元素の焼損を招くことがある。
(8)共晶合金には適さず、液化クラックを形成しやすい。
