概要 金属積層造形(MAM)
金属積層造形(MAM)は製造業界に革命をもたらし、複雑な金属部品の製造にかつてない柔軟性と革新性をもたらしている。3Dプリンティングなどの先端技術を活用するMAMは、従来の製造方法では不可能だった、非常に複雑で詳細な金属部品の製造を可能にする。この記事では、MAMの世界を深く掘り下げ、そのプロセス、材料、アプリケーションなどを探ります。
金属積層造形とは何か?
MAMの核心は、金属材料を層ごとに追加して最終製品を作り上げることである。より大きな材料の塊から部品を削り出す減法的製造とは異なり、MAMは必要な部分にのみ材料を加える。この工程は無駄を省くだけでなく、非常に複雑な形状や軽量構造の製造を可能にする。
MAMの仕組み
このプロセスは、製造する対象物のデジタル3Dモデルから始まる。このモデルは、専用のソフトウェアによって薄い層にスライスされる。MAMマシンは、スライスされたモデルに導かれながら、金属粉末やワイヤーを堆積させ、レーザーや電子ビームなどの熱源を使用して層ごとに融合させる。このアディティブ・アプローチにより、複雑な内部形状や特定の用途に最適化された設計を持つ部品の製造が可能になる。
金属積層造形プロセスの種類
MAMプロセスにはいくつかの種類があり、それぞれに独自の機能と用途がある。以下は、最も一般的に使用されている方法の概要である:
| プロセスタイプ | 説明 | アプリケーション | 使用材料 |
|---|---|---|---|
| 選択的レーザー溶融(SLM) | 高出力レーザーを使って金属粉を溶融・融合させる。 | 航空宇宙、医療用インプラント、自動車。 | チタン、アルミニウム、ステンレススチール |
| 電子ビーム溶解(EBM) | 真空中で電子ビームを使って金属粉を溶かす。 | 航空宇宙、医療用インプラント | チタン、コバルトクロム。 |
| ダイレクトメタルレーザー焼結(DMLS) | SLMに似ているが、金属粉末を完全に溶融させずに焼結する。 | 航空宇宙、医療用インプラント、工具。 | チタン、アルミニウム、ステンレススチール |
| バインダー・ジェット | 液体結合剤を使用して金属粉末を融解し、その後焼結する。 | プロトタイピング、少量生産。 | ステンレス、インコネル、銅 |
| 指向性エネルギー蒸着(DED) | 集束したエネルギー源を用いて金属粉末やワイヤーを蒸着する。 | 修理、メンテナンス、航空宇宙 | チタン、インコネル、ステンレス鋼。 |
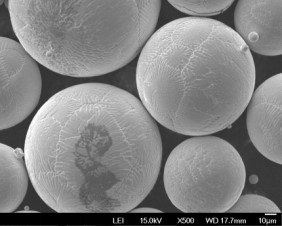
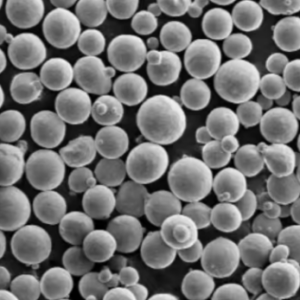
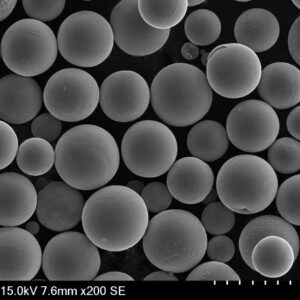
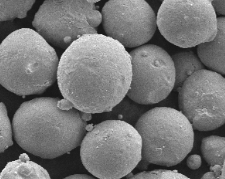
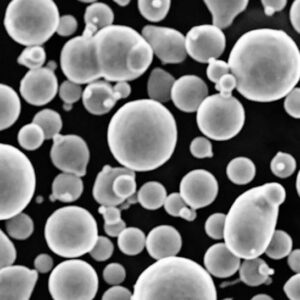
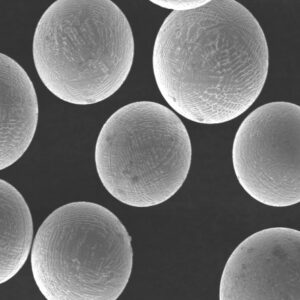
MAMにおける金属粉末の組成
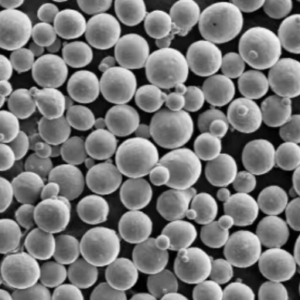
MAMには様々な金属や合金が使用され、それぞれがユニークな特性を持ち、特定の用途に適しています。ここでは、最も一般的に使用される金属粉末のいくつかを紹介します:
MAMに使用される一般的な金属粉末
| 金属粉 | 構成 | プロパティ | アプリケーション |
|---|---|---|---|
| チタン(Ti-6Al-4V) | 90%チタン、6%アルミニウム、4%バナジウム。 | 高強度、耐食性、生体適合性。 | 航空宇宙、医療用インプラント |
| アルミニウム (AlSi10Mg) | 90%アルミニウム、10%シリコン、0.5%マグネシウム。 | 軽量で保温性に優れている。 | 自動車、航空宇宙 |
| ステンレススチール(316L) | 鉄、16-18% クロム、10-14% ニッケル、2-3% モリブデン。 | 耐食性、高い延性。 | 医療、食品加工、海洋 |
| インコネル (718) | ニッケル, 50-55% ニッケル, 17-21% クロム, 2.8-3.3% モリブデン. | 高温強度、耐食性。 | 航空宇宙、ガスタービン |
| コバルトクロム(CoCr) | 55-65%コバルト、26-30%クロム、5-7%モリブデン。 | 耐摩耗性、生体適合性。 | 医療用インプラント、歯科用インプラント |
| 工具鋼(H13) | 鉄, 0.32-0.45% 炭素, 4.75-5.5% クロム, 1.1-1.8% モリブデン. | 高硬度、耐摩耗性。 | 工具、金型、ダイ |
| 銅(Cu) | 99.9% 銅 | 優れた熱伝導性と電気伝導性。 | エレクトロニクス、熱交換器 |
| マレージング鋼 (MS1) | 鉄、18% ニッケル、8% コバルト、5% モリブデン。 | 高い強度と靭性。 | 航空宇宙、工具 |
| ニッケル合金(HX) | 47%ニッケル、22%クロム、18%鉄。 | 高温強度、耐酸化性。 | 航空宇宙、化学処理 |
| タングステン(W) | 99.95% タングステン | 高密度、高融点。 | 航空宇宙、防衛 |
金属積層造形の特徴
金属積層造形には、従来の製造方法とは異なるいくつかのユニークな特徴があります。ここでは、いくつかの重要な特性について詳しく説明します:
精密さと複雑さ
MAMは、従来の方法ではしばしば不可能な、複雑な内部形状を持つ非常に複雑な形状の製造を可能にする。この精密さにより、軽量かつ強度の高い部品の製造が可能になり、重要な用途における性能を最適化することができます。
材料効率
MAMの際立った利点のひとつは、材料の無駄を最小限に抑えることができることだ。MAMは、必要な部分にのみ材料を追加することで、製造工程で発生するスクラップを大幅に削減する。この効率性は、材料コストを下げるだけでなく、より持続可能な製造方法にも貢献します。
カスタマイズ
MAMを使えば、特定のニーズに合わせてカスタマイズした部品を作ることができる。これは、個々の解剖学的データに基づいて患者専用のインプラントを製造できる、ヘルスケアのような業界で特に有益です。MAMの柔軟性は、ラピッドプロトタイピングもサポートし、より迅速な設計の反復とイノベーションを可能にします。
リードタイムの短縮
従来の製造業では、金型製作の必要性からリードタイムが長くかかることが多かった。MAMは、これらのステップを回避し、デジタルデザインから完成品までの迅速な生産を可能にします。このリードタイムの短縮は、製品開発サイクルと市場投入までの時間を加速させます。

金属積層造形の利点
MAMの利点は数多く、様々な業界に影響を与える。ここでは、最も重要な利点のいくつかを紹介する:
デザインの自由
MAMは比類のない設計の自由度を提供し、エンジニアは革新的な形状や構造を探求することができます。この自由度により、強度を損なうことなく軽量化を実現する格子構造など、最適化された性能特性を持つ部品の製造が可能になります。
コスト削減
材料の無駄を省き、高価な金型が不要になることで、MAMは大幅なコスト削減につながる。さらに、複雑なパーツを一度に生産できるため、組み立てにかかる時間と関連コストを削減できる。
パフォーマンスの向上
MAMで製造された部品は、最適化された設計と高品質の材料特性により、優れた性能を発揮することが多い。例えば、部品は内部冷却チャンネルを設計したり、軽量化のために最適化することができ、効率と機能性の向上につながります。
持続可能性
MAMは、廃棄物を最小限に抑え、生産に伴う環境への影響を軽減することで、より持続可能な製造方法に貢献します。また、パーツをオンデマンドで生産できるため、在庫の必要性も減り、持続可能性にさらに貢献します。
ラピッドプロトタイピングと生産
MAMのスピードと柔軟性は、ラピッドプロトタイピングと少量生産に理想的です。この機能により、企業は設計を迅速にテストし、反復することができ、イノベーションを加速し、市場投入までの時間を短縮することができます。
金属積層造形の応用
金属積層造形は、幅広い産業で応用されています。ここでは、この技術の恩恵を受けている主要分野のいくつかを紹介します:
航空宇宙
航空宇宙産業は、軽量で高強度な部品の必要性から、MAMをいち早く採用した。MAMは、燃料ノズル、タービンブレード、構造部品などの複雑な部品の製造を可能にし、性能と燃費を向上させる。
医療・歯科
医療分野では、MAMはカスタマイズされたインプラント、補綴物、手術器具の作成に使用されている。人工股関節や人工膝関節のような患者固有のインプラントは、個々の解剖学的データに基づいて製造され、適合性と機能を向上させることができる。歯科では、MAMによってクラウン、ブリッジ、矯正装置を高精度で製作することができる。
自動車
自動車産業は、軽量で高性能な部品の製造にMAMを活用している。用途としては、エンジン部品、排気システム、構造部品などがある。複雑な形状と軽量構造を製造する能力は、燃費と性能の向上に役立っている。
エネルギー
エネルギー分野では、ガスタービン、原子炉、石油・ガス探査用の部品の製造にMAMが使用されている。この技術は、最適化された冷却チャネルと改善された材料特性を持つ部品の製造を可能にし、効率と耐久性を向上させる。
金型と製造
MAMは、金型、ダイ、治具などの工具や製造補助器具の製造にも使用される。複雑な形状を作成し、コンフォーマル冷却チャンネルを組み込む能力は、これらのツールの性能と寿命を向上させます。
ディフェンス
防衛産業は、軍用車両、航空機、兵器用の軽量で高強度な部品の生産を通じて、MAMの恩恵を受けている。この技術は、遠隔地での部品の迅速な生産を可能にし、ミッション・クリティカルなアプリケーションをサポートする。
MAMの仕様、サイズ、等級、規格
金属積層造形では、製造される部品の品質と性能を確保するために、さまざまな仕様、サイズ、等級、規格が必要になります。ここでは、これらの側面について詳しく説明します:
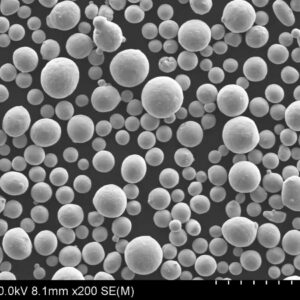
MAM金属粉末の仕様
| 金属粉 | 粒子径(µm) | 純度(%) | 密度 (g/cm³) | スタンダード |
|---|---|---|---|---|
| チタン(Ti-6Al-4V) | 15-45 | 99.5 | 4.43 | ASTM F2924 |
| アルミニウム (AlSi10Mg) | 20-63 | 99.7 | 2.68 | ASTM F3318 |
| ステンレススチール(316L) | 15-45 | 99.9 | 7.99 | ASTM F3184 |
| インコネル (718) | 15-53 | 99.5 | 8.19 | ASTM F3055 |
| コバルトクロム(CoCr) | 10-45 | 99.9 | 8.3 | ASTM F75 |
| 工具鋼(H13) | 15-45 | 99.5 | 7.8 | ASTM A681 |
| 銅(Cu) | 10-45 | 99.9 | 8.96 | ASTM B216 |
| マレージング鋼 (MS1) | 10-45 | 99.9 | 8.0 | ASTM A579 |
| ニッケル合金(HX) | 10-45 | 99.8 | 8.24 | ASTM B435 |
| タングステン(W) | 15-45 | 99.95 | 19.3 | ASTM B777 |
MAM金属粉末の用途と使用例
| 産業 | 申し込み | 部品例 | メリット |
|---|---|---|---|
| 航空宇宙 | 構造部品 | 燃料ノズル、タービンブレード | 軽量、高強度 |
| メディカル | インプラント | 人工股関節、歯冠 | カスタマイズ、生体適合性 |
| 自動車 | エンジン部品 | ピストン、排気システム | 軽量化、パフォーマンス |
| エネルギー | タービン部品 | ガスタービンブレード | 効率性、耐久性 |
| 工具 | 製造補助 | 金型 | 性能、寿命 |
| ディフェンス | 軍用部品 | 車両部品、武器 | 軽量、強度 |
MAM金属粉末のサプライヤーと価格
MAM金属粉末の市場は多様であり、数多くのサプライヤーが様々な材料を提供している。ここでは、主なサプライヤーと価格の詳細を見てみよう:
主要サプライヤーと価格詳細
| サプライヤー | 金属粉 | kgあたりの価格 | MOQ(最小注文数量) |
|---|---|---|---|
| ヘガネスAB | チタン(Ti-6Al-4V) | $300 | 10キロ |
| サンドビック | アルミニウム (AlSi10Mg) | $100 | 5 kg |
| カーペンター・テクノロジー | ステンレススチール(316L) | $80 | 10キロ |
| LPWテクノロジー | インコネル (718) | $400 | 10キロ |
| エリコン | コバルトクロム(CoCr) | $350 | 5 kg |
| EOS GmbH | 工具鋼(H13) | $90 | 10キロ |
| GEアディティブ | 銅(Cu) | $70 | 5 kg |
| レニショー | マレージング鋼 (MS1) | $120 | 10キロ |
| エーピーアンドシー | ニッケル合金(HX) | $450 | 5 kg |
| スタルクHC | タングステン(W) | $1000 | 5 kg |
金属積層造形の長所と短所
金属積層造形には、さまざまな利点と限界があります。以下に詳細な比較を示します:
MAMの利点と限界
| メリット | 制限事項 |
|---|---|
| デザインの柔軟性 | 材料の制限 |
| MAMは複雑な形状や複雑なデザインを可能にする。 | 特定の金属粉末と合金に限る。 |
| 廃棄物の削減 | 高いイニシャルコスト |
| 従来の方法に比べ、材料の無駄が少ない。 | 設備や材料のコストが高い。 |
| カスタマイズ | 後処理の要件 |
| 特定の用途向けにカスタマイズされた部品を製造する能力。 | 多くの場合、追加の仕上げ工程が必要となる。 |
| ラピッドプロトタイピング | サイズの制約 |
| プロトタイプや小ロットの迅速な生産。 | MAMマシンの製造量によって制限される。 |
| パフォーマンスの向上 | 品質管理 |
| 部品は特定の性能特性に合わせて最適化することができる。 | 厳格な品質管理とテストが必要。 |
よくあるご質問
| 質問 | 回答 |
|---|---|
| 何なのか? 金属積層造形(MAM)? | MAMは、デジタルモデルと熱源を使用して金属粉末やワイヤーを融合させ、金属部品を層ごとに造形するプロセスである。 |
| MAMの利点は何ですか? | その利点には、設計の柔軟性、無駄の削減、カスタマイズ、迅速な試作、性能の向上などがある。 |
| MAMに使用される金属粉末の種類は? | 一般的な金属粉末には、チタン、アルミニウム、ステンレス鋼、インコネル、コバルトクロム、工具鋼、銅、マルエージング鋼、ニッケル合金、タングステンなどがある。 |
| MAMを使用する業界は? | 航空宇宙、医療、自動車、エネルギー、工具、防衛などの業界では、MAMが広く使用されている。 |
| MAMの限界とは? | 初期コストの高さ、材料の制限、後処理の必要性、サイズの制約、品質管理上の課題などが制限事項として挙げられる。 |
| MAMはどのようにして廃棄物を減らしているのか? | MAMは、必要な場所にのみ材料を追加し、スクラップを最小限に抑え、全体的な材料使用量を削減します。 |
| MAMはカスタマイズされた部品を製造できますか? | そうですね、MAMは特定の要件に合わせたカスタマイズ部品の製造を得意としており、特に医療や歯科の用途に有益です。 |
| SLMとDMLSの違いは何ですか? | SLMもDMLSもレーザーを使って金属粉末を溶かすが、SLMは粉末を完全に溶かすのに対し、DMLSは完全に溶かさずに焼結する。 |
| MAMパーツの一般的なリードタイムは? | MAM部品のリードタイムは、従来の方法よりも大幅に短縮され、多くの場合、数日から数週間に及ぶ。 |
| MAM用の金属粉末を選ぶ際に考慮すべき重要な要素とは? | 主な要因には、材料の特性、MAMプロセスとの適合性、部品の用途、コストなどがある。 |
結論
メタルアディティブ・マニュファクチャリング(MAM)は、従来の製造方法に比べて大きな利点をもたらす変革的な技術である。複雑で高性能な部品を効率的かつ持続的に製造できるMAMは、幅広い産業でイノベーションを推進する態勢を整えている。航空宇宙、医療、自動車、その他のどの分野であっても、製造プロセスや製品設計に革命をもたらすMAMの可能性は計り知れません。様々なプロセス、材料、アプリケーションを理解することで、企業はMAMの可能性を最大限に活用し、新たなレベルのパフォーマンスと効率を達成することができます。