AFSDによる7075アルミニウム合金の表面補修
TRUERの研究開発チームは、アルミニウム合金補修プロセスの設計と最適化のためのいくつかの洞察を提供することができるさまざまな補修構造構成を通じて、界面段差の設計が7075アルミニウム合金の補修性能にどのように影響するかについて調査しました。.
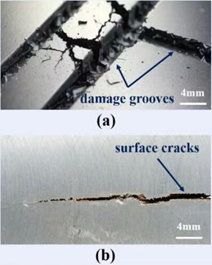
7075アルミニウム合金部品の表面損傷:
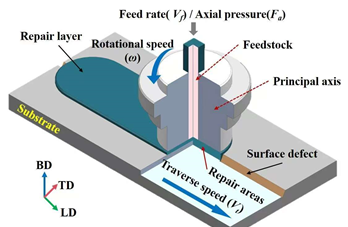
我々は、独自に開発したAFSDシステムを用いて、いくつかの補修実験を系統的に行い、異なる補修構造設計が7075アルミニウム合金の補修性能にどのような影響を与えるかを明らかにした。また、ステップ構造補修界面に関連する微細構造と性能進化のメカニズムを明らかにする。.
修理機器:

修理プロセス:
修理パラメータの最適化:
補修プロセス中の理想と実際の材料体積変化を分析することにより、送り速度(Vf)とトラバース速度(Vt)の間の調整方程式が導き出された。特定の補修層の厚さ(Hr)が与えられた場合、適切なVf/Vt比を決定することで、プロセスの安定性と完全性を確保することができます。.
この原則に基づき、工具回転速度、送り速度、トラバース速度など、さまざまな修理パラメータの組み合わせが評価された。.
その結果、回転速度と発熱量との間に非線形の関係が示された。390~410℃のピーク補修温度と適度な入熱を組み合わせることで、最適な材料塑性流動が得られた。最適なAFSDパラメータは、回転速度ω=440 rpm、トラバース速度Vt=129.1 mm/min、送り速度Vf=50.9 mm/minと決定され、発熱、材料フロー、リペア品質の最適なバランスが確保された。.
最適AFSD下での修復後の界面接着:

最適なプロセスパラメーターのもとで、補修材はより優れた充填品質、補修深さ、接合性を示した。表面は滑らかなモルフォロジーを示し、より良好な接合性を示し、補修材と母材間の金属的接合は明らかで、優れた補修品質を示す。.
AFSDの間、工具と基材から発生する摩擦熱が、材料の軟化と充填に影響する主な熱源となる。補修溝が深すぎる場合、不十分な熱によって効果的な材料混合が制限されます。しかし、TRUERのAFSD設計では、段差のある界面が接触面積を増やし、材料の混合を促進し、接合を強化します。.
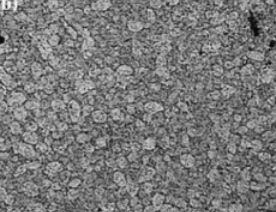
7075の補修過程における組織進化:
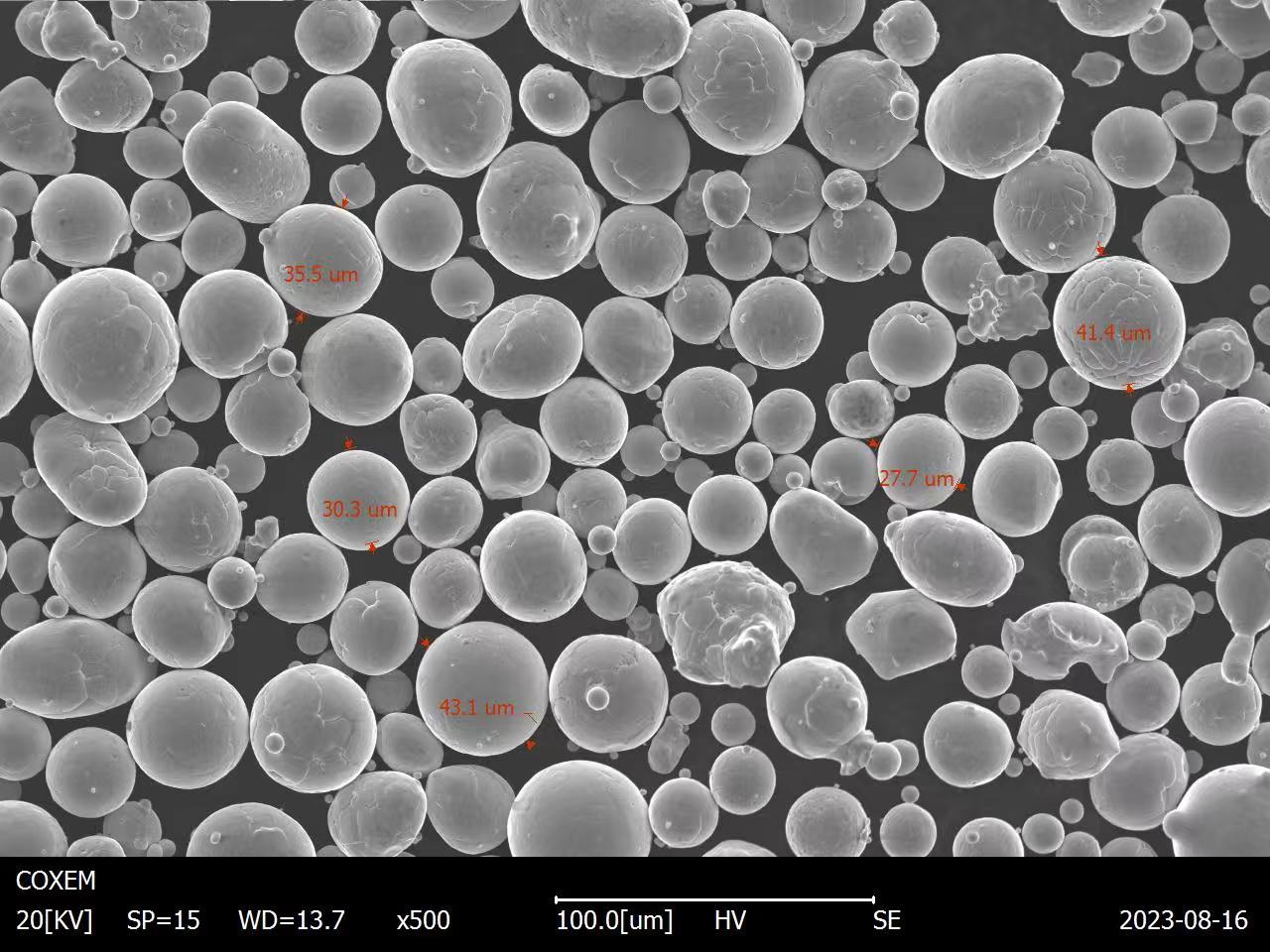
修復された領域は微細な等軸粒を示し、段差のある溝デザインではより顕著に微細化された。平均粒径は3~8μm。.
修理後の特性分析:
微小硬度測定の結果、補修部分は一般に母材よりも低い硬度を示した。低硬度領域は、界面に明確な軟化ゾーンと遷移層を持つ補修構造の断面形状に密接に対応していた。透過型電子顕微鏡(TEM)像により、補修ゾーンにおけるMgZn₂相密度の減少が確認され、観察された硬度低下と一致した。.
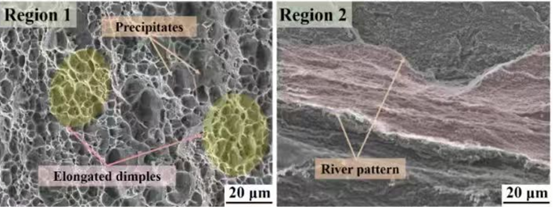
引張試験片のフラクトグラフィーを観察したところ、延性と脆性の両方の特徴が認められ、延性破壊に典型的なマイクロボイドの合体や小さなディンプルが観察されたほか、混合破壊モードを示す川のようなパターンも観察された。.
この研究により、Al-Zn-Mg-Cu系合金(7075または7050)の補修におけるAFSD技術の大きな可能性と工学的応用性が浮き彫りになった。入熱制御、界面構造設計、および補修材と母材との正確なマッチングを最適化するために、さらなる研究が必要である。.