チタン基合金粉末の概要
チタン基合金粉末 は、チタンにアルミニウム、バナジウム、鉄、モリブデンなどの合金元素を混ぜた金属粉末である。卓越した強度、低密度、高耐食性、生体適合性を備えています。チタン粉末は、航空宇宙、医療用インプラント、自動車部品、スポーツ用品、その他軽量で耐久性のある部品を必要とする用途に広く使用されています。
チタン合金粉末のユニークな特性は、その結晶構造に由来します。合金元素は、異なる用途のために特定の特性を強化するために純チタン粉末に添加されます。粉末の粒子形状、粒度分布、流動性、微細構造は、積層造形または粉末冶金プロセスにおける性能を最適化するために調整することができます。
このガイドはチタン合金粉末の種類、特性、用途、サプライヤー、コスト、規格などの詳細な概要を提供します。バイヤーが製造ニーズに適したチタン粉末を選択する手助けをすることを目的としています。
チタン合金粉末の種類
チタン合金粉末には4つの主なカテゴリーがある:
| 合金タイプ | 主要合金元素 | 特徴 |
|---|---|---|
| アルファ合金 | アルミニウム、酸素 | 優れた耐食性、高温でも安定 |
| アルファベータ合金 | アルミニウム、バナジウム、モリブデン | 高強度、中程度の延性 |
| 準安定ベータ合金 | モリブデン、バナジウム、鉄、クロム | 熱処理可能、高強度、良好な延性 |
| ニア・ベータ/ベータ合金 | モリブデン、バナジウム、ニオブ | 最高の強度、中程度の延性 |
微細構造と得られる特性は、合金元素の種類と量に依存する:
アルミニウム は、αおよびαβ合金の高温での強度と耐クリープ性を向上させる。
バナジウム 固溶強化と析出硬化により強度を与えます。β相およびβ相に近い合金のβ相を安定化させる。
鉄 はα相を安定させるために添加されるが、延性を低下させる可能性がある。
モリブデン β相チタン合金を強化し、耐クリープ性を向上させる。
クロム は強度と高温特性を向上させる。
ニオビウム は室温でβ相を安定させ、析出硬化を可能にする。
チタン合金粉末の用途
チタン合金粉末は幅広い用途に適しています:
| 産業 | アプリケーション |
|---|---|
| 航空宇宙 | エンジン部品、機体、着陸装置、ファスナー |
| メディカル | インプラント、手術器具、人工関節 |
| 自動車 | コンロッド、バルブ、スプリング、ターボチャージャーホイール |
| ケミカル | 熱交換器、反応容器、パイプ、チューブ |
| 発電 | 蒸気タービンおよびガスタービンのブレード、熱交換器チューブ |
| スポーツ用品 | ゴルフクラブ、テニスラケット、自転車、ホッケースティック |
| 石油化学 | 海水淡水化プラント、石油・ガス掘削装置 |
高強度、低密度、耐食性、生体適合性を兼ね備えたチタン合金粉末は、信頼性と性能を必要とする重要な構造部品に最適です。
仕様と規格
チタン合金粉末は、化学的性質、粒度分布、流量、その他の品質パラメータを規定したASTM国際規格に従って製造されます。一般的な仕様は以下の通りです:
- ASTM B348:チタンおよびチタン合金粉末の標準仕様書
- ASTM B939:コーティング用チタン合金粉末標準仕様書
- ASTM F1580:コーティング用チタンおよびチタン-6アルミニウム-4バナジウム合金粉末の標準仕様書
- ASTM F3049:積層造形プロセスに使用される金属粉末の特性評価に関する標準ガイド
ISOのような国際標準化団体もチタンパウダーの仕様を提供しています:
- ISO 22068:溶射用チタン粉末
- ISO 23304:積層造形用チタン合金粉末
粉体メーカーは、化学的性質、粒子径、形態、流量、汚染に関する規格要件に準拠していることを確認するため、材料と工程を継続的にテストしなければならない。
チタン合金粉末の特徴
組成、粒度分布、形態、微細構造、流動性、汚染レベルがチタン合金粉末の品質と性能を決定する:
粒子径: 積層造形における密度、品質、精度に影響。100ミクロン以下の微粉末が一般的に使用される。
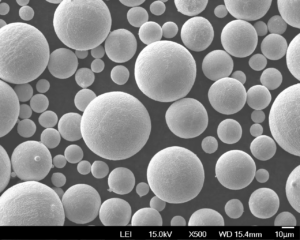
形態学: 球状、不規則、または混合された粒子形状は、粉末の流動性と充填密度に影響する。衛星粒子は欠陥の原因となる。
流動性: 安息角、ハウスナー比、ホール流量計の漏斗試験などの要素で測定される。加工中の供給にとって重要。
微細構造: 合金組成と製造方法によって、α、α-β、 βの微細構造が決まる。機械的特性に影響する。
酸素/窒素含有量: レベルが高いほど脆性と気孔率が高くなる。パイロフォリック・グレードは、反応性と安全性のために酸素含有量が非常に低い。
金属不純物: 鉄、クロム、ニッケル、その他の汚染物質が合金の特性を変える。厳密な管理が必要である。
チタンパウダーの製造方法
チタン合金粉末の主な製造ルートは以下の4つである:
- プラズマ霧化 - 高エネルギーの不活性ガスプラズマが液体金属を溶融し、微粒化して粒度分布が制御された微細な球状粉末にする。反応性合金によく用いられる。
- ガス噴霧 - 不活性ガスが液体金属流を粉末に分解する。プラズマプロセスよりエネルギーが少ない。不規則な形態。
- 回転電極プロセス - 電気アークがワイヤー原料を溶かし、遠心力が溶けた液滴を粉末に分散させる。コスト効率の高い方法。
- ヒドリド脱水素プロセス - 水素化チタン粉末はまず製造され、次に脱水して脆い不規則なチタン粉末を作る。低コストのアプリケーションに使用されるシンプルなプロセス。
アトマイズ技術により、高性能部品に不可欠な粉末特性を綿密に制御することができる。

チタン合金粉末サプライヤー
多くの企業が様々な用途や加工方法に応じたチタン合金粉末を供給しています:
| サプライヤー | 対象学年 | 製造方法 |
|---|---|---|
| エーピーアンドシー | Ti-6Al-4V、Ti-6Al-4V ELI、Ti-6Al-4V グレード23、Ti-6Al-4V グレード5 | プラズマ霧化 |
| アルカムAB | Ti-6Al-4V、Ti-6Al-4V ELI、Ti-64 グレード 5 | プラズマ霧化 |
| カーペンター添加剤 | Ti-6Al-4V, Ti-6Al-4V ELI | ガス噴霧 |
| CNPC パウダー | Ti-6Al-4V、Ti-6Al-4V ELI、Tiグレード2、Tiグレード5 | プラズマ霧化 |
| GKN粉末冶金 | Ti-6Al-4V, Ti-6Al-4V ELI | ガス噴霧 |
| LPWテクノロジー | Ti-6Al-4V、Ti-6Al-4V ELI、Tiグレード2、Tiグレード5 | プラズマ霧化 |
| プラクセア | Ti-6Al-4V, Ti-6Al-4V ELI | プラズマ霧化 |
| サンドビック・オスプレイ | Ti-6Al-4V、Tiグレード2、Tiグレード5 | ガス噴霧 |
| テクナ | Ti-6Al-4V, Ti-6Al-4V ELI | プラズマ霧化 |
医療や航空宇宙産業の大手ブランドは、一貫した特性と超微細な粒度制御を必要とする重要な用途に、これらのメーカーの高品質粉末を使用している。
チタンパウダー価格
チタン合金粉末は、複雑な抽出と加工のため、鋼鉄よりも高価である:
| グレード | 価格帯 |
|---|---|
| Ti-6Al-4V | $100〜$500/kg |
| Ti-6Al-4V ELI | $150〜$600/kg |
| Tiグレード5 | 1kgあたり$250-$1000 |
| Tiグレード23 | $300〜$1200/kg |
料金は、以下の条件によって異なる:
- 化学 - クリティカルな用途向けの化学的仕様が厳しいグレードは、より高い価格を要求する。
- 製造方法 - ガスアトマイズ粉末とプラズマアトマイズ粉末は、HDH粉末よりもコストが高い。
- 粒子径 - 45ミクロン以下の細かいパウダーは、粗いサイズよりも高価である。
- 注文量 - 1,000kg以上の大量注文の場合、サプライヤーからの割引が適用される。
- 加工 - アディティブ・マニュファクチャリングで使用される球状で流動性のあるパウダーと、プレスや焼結用途の不規則なパウダーでは、価格が高くなる。
- 認証 - AS9100およびISO9001規格に準拠した完全なトレーサビリティとQAを備えた航空宇宙グレードは、プレミアム価格となっています。
- エキゾチック合金 - 特殊な用途のために開発された、より複雑な独自のチタン合金は非常に高価である。
チタン粉末サプライヤーの選び方
信頼できるチタン合金粉末サプライヤーを選ぶことは非常に重要です。以下は考慮すべき重要な要素です:
- 経験 - チタン粉末製造技術において数十年の経験を持つメーカーをお探しください。これはプロセスの熟練を保証します。
- 品質システム - サプライヤーは、ISO9001、ISO13485、AS9100、またはその他の認証を取得し、厳格な品質管理とテストを保証する必要がある。
- 生産能力 - 現在も、そして将来も、お客様の事業が成長するにつれて必要とされる量を確実に満たすことができるサプライヤーと提携しましょう。
- 技術的専門知識 - 粉末メーカーには、カスタム合金の開発に協力し、用途に適したグレードをアドバイスする社内の技術チームがあるはずです。
- 業界評価 - 評判の高いサプライヤーは、その能力と実績から、航空宇宙、医療、産業の大手ブランドから信頼を得ています。
- 安全性 - 安全プログラム、資材取扱手順、危険物輸送規制の遵守状況を評価する。
- 付加価値サービス - 一部のサプライヤーは、在庫管理、迅速な出荷、アプリケーションの試作サポートなどの付加的なメリットを提供している。
先進的な生産技術、幅広い製品群、競争力のある価格、そしてターゲットとする業界において確固たる実績を持つチタン粉末メーカーを優先的に選択する。

積層造形用チタン粉末の選び方
最適なチタン合金粉末を選択することは、欠陥のない高品質な3Dプリントパーツのために非常に重要です。以下のガイドラインに従ってください:
1.合金を用途に合わせる
- 強度、延性、耐食性の最良の組み合わせには、Ti-6Al-4Vを使用する。
- より高い延性を求めるならTi-6Al-4V ELIを、より優れた強度と熱処理性を求めるならグレード5をお選びください。
- F2924やF3001のようなASTM規格を指定し、化学的性質と特性を定義する。
2.流動性のための球状形態
- 球状パウダーは均一に広がり、密に充填され、スムーズに流れます。ガスまたはプラズマ霧化は、最高の球形度と流動性を与えます。
3.タイトな粒度分布
- 15~45ミクロンの間に分布させることで、高密度の充填と良好な流動性を可能にする。範囲が広すぎると偏析の問題が発生する。
4.低酸素
- 酸素濃度が高いほど、脆性と気孔率が増加する。最大レベルは0.20%以下とする。
5.ファインサテライトの最小化
- 10ミクロン以下の衛星は粉体に捕捉され、フィルターを詰まらせ、欠陥を発生させる。
6.滑らかな表面の質感
- 粗く多孔質のパウダー粒子はガスを捕捉し、印刷中に多孔性を引き起こす。
7.パウダーをプリンターの要件に合わせる
- 適合する合金、サイズ範囲、形状、化学的性質については、プリンターメーカーのガイドラインを参照してください。
適切なチタン合金粉末を選択することで、印刷プロセス、部品特性、性能、生産経済性が最適化されます。
チタン粉末3Dプリンターの設置と操作
チタン合金粉末を使用した積層造形では、安全で高品質なプリントを行うために慎重な設置と操作が必要です。以下のベストプラクティスに従ってください:
インストール
- プリンターを振動のない安定した場所に設置する
- 室温を20~25℃に保つ。
- 指定された不活性アルゴンガスの供給と換気を行う。
- 冷却水供給とチラーシステムの設置
- 使用済み粉体のリサイクル・システムの構築
- 50%以下のレベルをモニターする湿度センサーを入手
- 帯電防止床、アース線、イオナイザーの使用
オペレーション
- パラメータを最適化するための初期テストビルドの実行
- 汚染を防ぐため、パウダーを適切に保管し、取り扱うこと
- 各ビルドの前に粉をふるい、衛星を捨てる。
- ビルド・プレートのセットアップについては、OEMのガイドラインに従うこと
- 酸素濃度を0.12%以下に監視・管理する
- すべてのシステムコンポーネントを定期的に清掃し、メンテナンスする
- MESおよびMOMソフトウェアシステムによるプロセスの自動化
- ビルドを分析し、レイヤーの時間、オフセット、位置を微調整する。
- 品質チェックに基づき、必要に応じてパラメータを調整する
徹底したトレーニング、管理された環境、予防的なメンテナンスにより、高く安定した印刷品質が保証され、プリンターの生産性が最適化されます。
チタン粉末プリンターのメンテナンス
チタン粉末プリンターの最高の性能、再現可能な部品品質、そして長寿命には、一貫したメンテナンスが不可欠です:
| コンポーネント | メンテナンス活動 | 頻度 |
|---|---|---|
| パウダーハンドリングシステム | チューブ、シール、バルブ、コネクタの点検 | ウィークリー |
| 粉体保管容器 | 水漏れ、水分の浸入のチェック | 毎月 |
| ふるい分けシステム | メッシュの点検、清掃、必要に応じて交換 | 毎日 |
| ビルド・チャンバー | 光学センサー、窓、ミラーの清掃 | ウィークリー |
| レコーター | ギャップ、アライメント、ブレードの磨耗をチェック | 毎日 |
| ガス供給システム | リークテスト、流量校正 | 四半期 |
| ビーム集光光学系 | レンズ清掃、キャリブレーション、アライメント | 毎月 |
| モーターとドライブ | ベアリングの潤滑、タイミングベルトの点検 | 四半期 |
| ビーム放射源 | 電子ビームの調整と校正 | 隔年 |
| 冷却システム | 水質検査、冷凍機の検査 | 毎年 |
| ろ過システム | 不活性ガスフィルターの交換 | 200時間印刷後 |
| 制御システム | ソフトウェアとファームウェアのアップデートのインストール | リリース通り |
| 安全センサー | 酸素センサーと温度センサーの検証 | 毎月 |
OEMのスケジュールに従った予防保守は、プリンターの可用性、印刷の安定性、稼働寿命を最大化するために不可欠です。
金属粉体ベッド融合プリンター・ブランドの選び方
チタン合金のための適切な粉末床溶融3Dプリンタを選択することは、いくつかの要因を天秤にかけることに依存します:
印刷品質と特性
- 部品精度、密度、表面仕上げ、微細構造
- 引張強度や疲労強度などの機械的特性
材料能力
- 対応するチタン・グレードの範囲
- 反応性高温合金との適合性
生産性
- ビルド量、スピード、自動化機能
- ソフトウェアのワークフロー、デジタルツール、後処理の容易さ
営業費用
- 粉体使用効率、リサイクル率
- 印刷部品1個あたりの人件費、エネルギー費、消耗品費
信頼性と稼働時間
- プリンタの堅牢性、寿命、保守性
- OEMサポートサービスと対応力
安全性
- パウダーと排出ガスの取り扱い
- 酸素レベルの監視と制御
初期投資
- プリンターハードウェア、アクセサリー、周辺機器
- 施設インフラおよび設置サービス
スケーラビリティ
- 生産能力拡大の可能性
- 幅広い技術ポートフォリオとアプリケーションの専門知識
チタン合金用の主要プリンターブランドは、EOS、GE Additive、Velo3D、Renishaw、Trumpfです。システムを選択する際には、デモを予約し、性能データを比較し、総所有コストを計算してください。

金属粉末床融合3Dプリンティングのための部品を設計する方法
アディティブ・マニュファクチャリング専用に部品を設計することで、性能上のメリットを引き出し、製造上の問題を回避することができます:
メリット
- アセンブリを単一の複雑な部品に統合
- 格子と薄い壁で軽量で有機的な形状を作る
- 荷重経路に合わせて材料強度を最適化する
- 内部冷却チャンネルとアンダーカットの統合
デザイン・ガイドライン
- 融着を確実にするため、最小肉厚は0.3~0.5mmとする。
- 支えを避けるために自立した形状を設計する
- パウダー除去を容易にする面取りとRを含む
- はみ出しや下向きの面を最小限にするよう、部品の向きを調整する。
- 高さと熱応力を最小限に抑えるため、ベースプレート上に部品を配置する
- 均質な肉厚設計による均一な加熱と冷却
- 未溶融パウダー除去のため、中空部にアクセスホールを設ける。
- 部品寸法の拡大による収縮の考慮
異方性格子設計、形状解析、熱モデリング、機械学習アルゴリズムなどのシミュレーションおよび最適化ツールにより、AMならではの設計が可能になる。
金属射出成形と金属3Dプリンティングの比較
金属射出成形(MIM)と金属3Dプリンティングは、どちらも粉末から複雑な部品を製造するが、明確な違いがある:
| パラメータ | 金属射出成形 | パウダーベッド3Dプリンティング |
|---|---|---|
| 材料 | ステンレス鋼、工具鋼、チタン合金 | チタン、アルミニウム、ニッケル、コバルト合金 |
| 部品サイズ | 300mmまで | 500mmまで |
| 幾何学 | ドラフト角度が必要、設計上の限界もある | ドラフト不要、より自由に |
| 密度 | 99%まで | ほぼ100% |
| 精度 | 高精度ツーリングによる±0.1% | ±0.2-0.3% |
| 表面仕上げ | 滑らかで光沢がある | 仕上げが粗く、後処理が必要な場合が多い。 |
| 機械的特性 | 予測可能、等方性 | 異方性、ビルド方向による |
| 製造方法 | 金型による大量生産 | 少量から中量、金型なし |
| リードタイム | 生産前のツーリングに数週間 | 生産に数時間から数日 |
コストだ: MIMは金型製作のための初期費用が高いが、大量生産では部品単価が安くなる。AMには金型がないため、少量から中量ではより経済的である。
デザイン: MIMは抜き勾配が必要だが、AMは抜き勾配なしで複雑な形状を作ることができる。AMはMIMでは不可能な軽量格子構造を可能にする。
素材: MIMはステンレス鋼や工具鋼を含む、より幅広い材料を提供する。AMは、チタン、ニッケル、コバルトクロムなどの反応性高温合金に限られている。
品質だ: MIM部品は、高精度工具を使用した場合、優れた一貫性と精度を持つ。AMの精度はプロセス制御によって異なりますが、±0.2%以上に達することができます。
後処理: MIM部品はバインダー除去と焼結が必要。AM部品はサポート除去が必要で、熱間静水圧プレスと機械加工が必要な場合もある。
機械的特性: MIMは等方的な特性を提供する。AM部品は、レイヤーごとに方向性のある強度を構築するため、異方性である。
アプリケーション MIMは、大量生産される自動車や消費財に適している。AMは、航空宇宙、医療、工業用の少量の複雑な金属部品に適している。
リードタイム MIMは生産前に金型製作に数週間を要する。AMは金型を必要とせず、数時間から数日で部品を作ることができる。
サプライチェーン MIMは、金型、金属粉末、ポリマーバインダー、焼結能力のロジスティクスに依存する。AMは金属粉末のみを使用し、その場で焼結するため、サプライチェーンが合理化される。
持続可能性: AMはサブトラクティブ・プロセスに比べ、材料の無駄やエネルギーの消費が少ない。しかし、微細なAM粉末の噴霧化は環境に影響を与える。
要約すると、MIMとAMはどちらも小型の複雑な金属部品を可能にするが、本質的な違いがあり、それぞれの方法は数量、リードタイム、品質、コストに基づいて特定の用途に適している。
チタン粉末冶金の利点と限界
チタン粉末冶金には利点がありますが、溶製チタンと比較するといくつかの制限もあります:
メリット
- 複雑な形状の部品も製造可能
- 固形物からの加工と比較して廃棄物を大幅に削減
- インゴット冶金での加工が困難な合金を可能にする
- ニアネットシェイプ機能で機械加工を削減
- 部品は完全な密度と微細構造に焼結することができる。
- 機械的特性は鋳造材を上回り、鍛造材に匹敵する。
- 一次抽出・加工よりも低いエネルギー消費
制限事項
- アルミニウムや鋼鉄よりも材料費が高い
- 鍛造加工よりも小さな部品サイズに限定される
- 焼結時に保護雰囲気が必要
- 低温で脆い水素化物相が形成される
- 熱間静水圧プレスなしで可能な残留気孔率
- 反応性粉末は特別な取り扱いが必要
- 焼結中の歪みや成長
- 異方性収縮と特性
- 多くの場合、二次加工が必要
粉末の品質と印刷パラメーターの継続的な改善により、積層造形は従来の粉末冶金のサイズ、形状、微細構造の制限を克服するのに役立っている。
チタンパウダー安全上の注意
反応性の高いチタン粉末を取り扱う際には、安全性が非常に重要です:
- 不活性ガス用グローブボックスを使用し、粉体取り扱い時の空気暴露を防ぐ。
- 労働者の暴露レベルは、OSHA 許容暴露限界(PEL)15 mg/m3 (チタン粉塵)を遵守すること。
- 静電気放電を制御し、30%酸素以下に維持することにより、粉末の発火を防止する。
- すべての機器を接地し、帯電防止靴、手袋、衣類を使用する。
- 爆発の危険を避けるため、微粉末の堆積を避ける。
- 適切な換気と除塵システムの設置
- 微粒子の吸入を制限するため、NIOSH認定の呼吸保護具を着用する。
- レーザー粉末床融合機チャンバーでのパーティクルフィルターの使用
- 酸素センサーと消火システムの設置
- 粉体は密閉容器でのみ取り扱い、保管すること
- 反応性危険物の輸送に関する規制に従うこと
- 使用済みのパウダーは、金属廃棄物として適切に処理する。
- 粉体の流出や火災に対する緊急対応手順の確立
- 粉体の引火性のリスクと適切な取り扱い手順について、全作業員を対象とした研修
責任ある取り扱いと厳格な安全プロトコールにより、反応性チタン粉末を扱うリスクは最小限に抑えることができます。

よくあるご質問
Q: チタン合金粉末の主な用途は何ですか?
A: 航空宇宙産業はチタン粉末の消費量の60%以上を占めており、エンジン部品、機体部品、ファスナー、その他耐熱性と耐食性と共に極めて高い強度を必要とする重要な軽量構造部品の製造に使用されています。
Q: どのチタン合金グレードが積層造形に最適ですか?
A: Ti-6Al-4V は、強度、延性、耐疲労性、耐食性に優れており、AM 用チタン合金として最もポピュラーな合金です。ELI "extra low interstitial "バージョンは、AMに必要な高い破壊靭性と衝撃強度を提供します。
Q: チタン粉末のベッド融解に最適な粒度範囲は?
A: 15ミクロンから45ミクロンの粒子径が、欠陥のない印刷に必要な高密度充填とスムーズなパウダーフローのバランスです。10ミクロン以下は問題があります。
Q: 3Dプリント後のチタンパウダーはどのようにリサイクルされるのですか?
A: 各印刷レイヤーの後、未溶融の余剰チタンパウダーは回収され、ふるいにかけられて大きな汚染物質が取り除かれます。この "使用済み "パウダーをバージンパウダーとブレンドし、熱処理して再利用することで、材料コストを削減することができます。
Q: なぜ流動性が金属印刷用粉末にとって重要な指標なのですか?
A: 粉体の流動性と充填密度が良好であれば、印刷時に均一で一貫した層が形成され、部品の精度と品質が保証されます。安息角やホール流量計による漏斗試験などの測定方法は、流動性を特徴付けるものです。
Q: 酸素含有量はチタン粉末の品質にどのような影響を与えますか?
A: 酸素濃度が高くなると、脆いチタン酸化物が形成されるため、脆くなり延性が低下します。積層造形では、最適な機械的性能を得るために酸素濃度を2000~3500ppmに制限する必要があります。
Q: 3Dプリントされたチタン部品の異方性の原因は何ですか?
A: 部品は、印刷された各層を横切る方向には強いが、層間では垂直方向には弱い。この異方性は、パウダーサイズを細かくし、層厚を薄くし、ビルドパラメータを最適化することで最小限に抑えることができます。
Q: なぜガスアトマイズ粉末はプラズマアトマイズ粉末よりもAMに適していないのですか?
A: 低エネルギーのガスアトマイズでは、プラズマプロセスによる高度な球状粒子に対して、より不規則で細長い粉末形態が得られます。そのため、粉末の流動性や充填密度が悪くなります。