Overview of TC4 ELI Powder
TC4 ELI powder, also known as Grade 5 titanium alloy, is an advanced lightweight titanium alloy powder used in powder bed fusion additive manufacturing. It offers an excellent combination of high strength, low weight, corrosion resistance, fatigue performance, and biocompatibility.
TC4 ELI consists of 6% aluminum, 4% vanadium, and the remainder titanium. It was developed in response to the aerospace industry’s need for reliable airframe and engine components with a superior strength-to-weight ratio.
TC4 ELI powder can be 3D printed using selective laser melting (SLM) and electron beam melting (EBM) to create strong, complex titanium parts with fine microstructures directly from CAD data. With additive manufacturing, TC4 ELI enables next-generation designs not possible with conventional titanium manufacturing routes.
This article provides a comprehensive guide to TC4 ELI powder covering:
- Properties and composition
- Applications in various industries
- Powder production methods
- Laser and electron beam printing processes
- Mechanical properties
- Post-processing procedures
- Microstructural analysis
- Suppliers and cost factors
- Design principles and benefits
- Limitations and challenges
- Comparison to other titanium alloys
- Future outlook for the material
Composition and Properties of TC4 ELI Powder
TC4 ELI contains the following elemental composition:
| Element | Weight % | Role |
|---|---|---|
| Titanium | Balance | Primary element providing corrosion resistance and biocompatibility |
| Aluminum | 5.5-6.75% | Strengthening agent and alpha stabilizer |
| Vanadium | 3.5-4.5% | Beta stabilizer enabling heat treatment |
| Iron | <0.25% | Impurity element |
| Oxygen | <0.13% | Impurity affecting mechanical properties |
The low oxygen content gives the “ELI” or extra low interstitial version improved fracture toughness compared to standard TC4. Key properties include:
- Density – 4.43 g/cm3, 45% lighter than steel
- Excellent strength-to-weight ratio
- High tensile and fatigue strength
- Good fracture toughness
- Outstanding corrosion resistance
- Excellent biocompatibility and osseointegration
- Thermal stability up to approximately 350°C
These characteristics make TC4 ELI suitable for demanding applications across medical, aerospace, automotive, and energy industries.

Applications of TC4 ELI Parts Printed Using SLM and EBM
3D printing TC4 ELI allows direct production of finished components with complex geometries across:
Aerospace
- Structural airframe components
- Engine parts subjected to extreme environments
- Conformally cooled turbine blades
- Unmanned aerial vehicle (UAV) sections
Medical
- Orthopedic implants like knee, hip, and spinal cages
- Dental implants and prosthetics
- Surgical instruments requiring high strength and corrosion resistance
Automotive
- Lightweight chassis, wheel, and drivetrain components
- Passenger safety cell structures
- Exhaust and engine systems
Energy
- Oil extraction components exposed to seawater
- Valves, pipes, pumps for corrosive environments
Other
- Robotics and UAV components
- Luxury products and consumer goods
- Chemical and process industry applications
Reduced hardware installation using printed consolidates assemblies provides major lead time and cost savings in these areas.
Powder Production Methods for TC4 ELI
TC4 ELI powder for 3D printing can be produced using various processes:
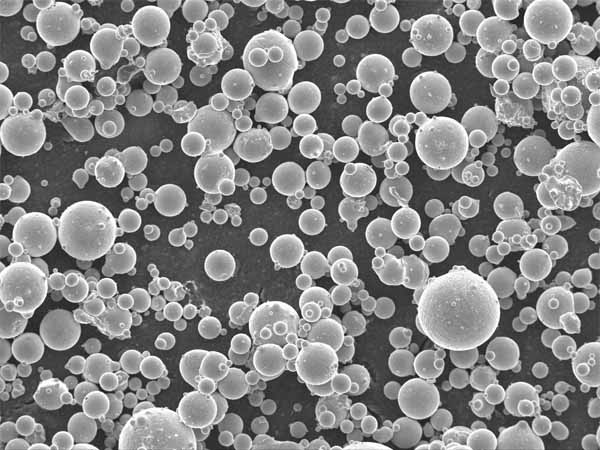
Gas Atomization
- High-pressure inert gas disintegrates molten TC4 ELI metal into fine droplets.
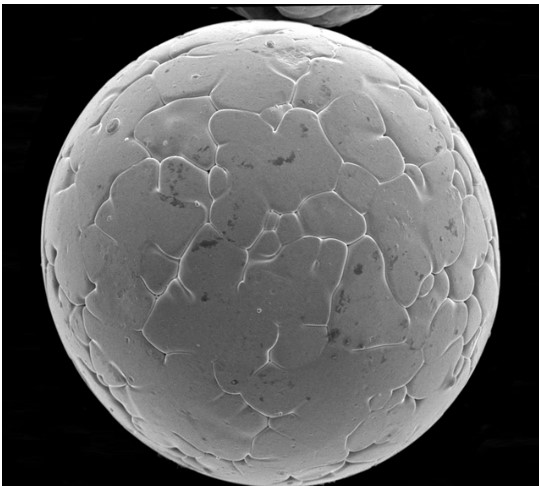
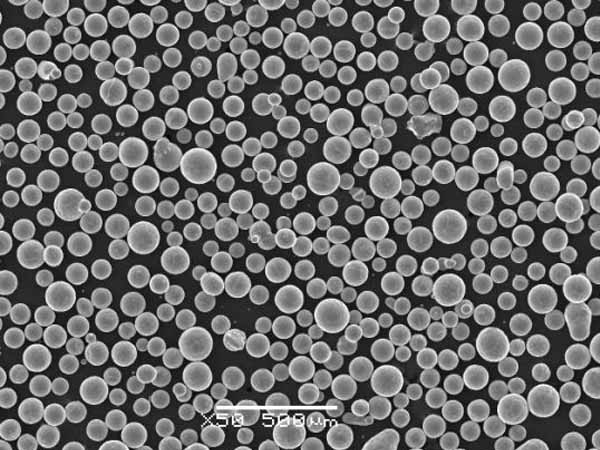
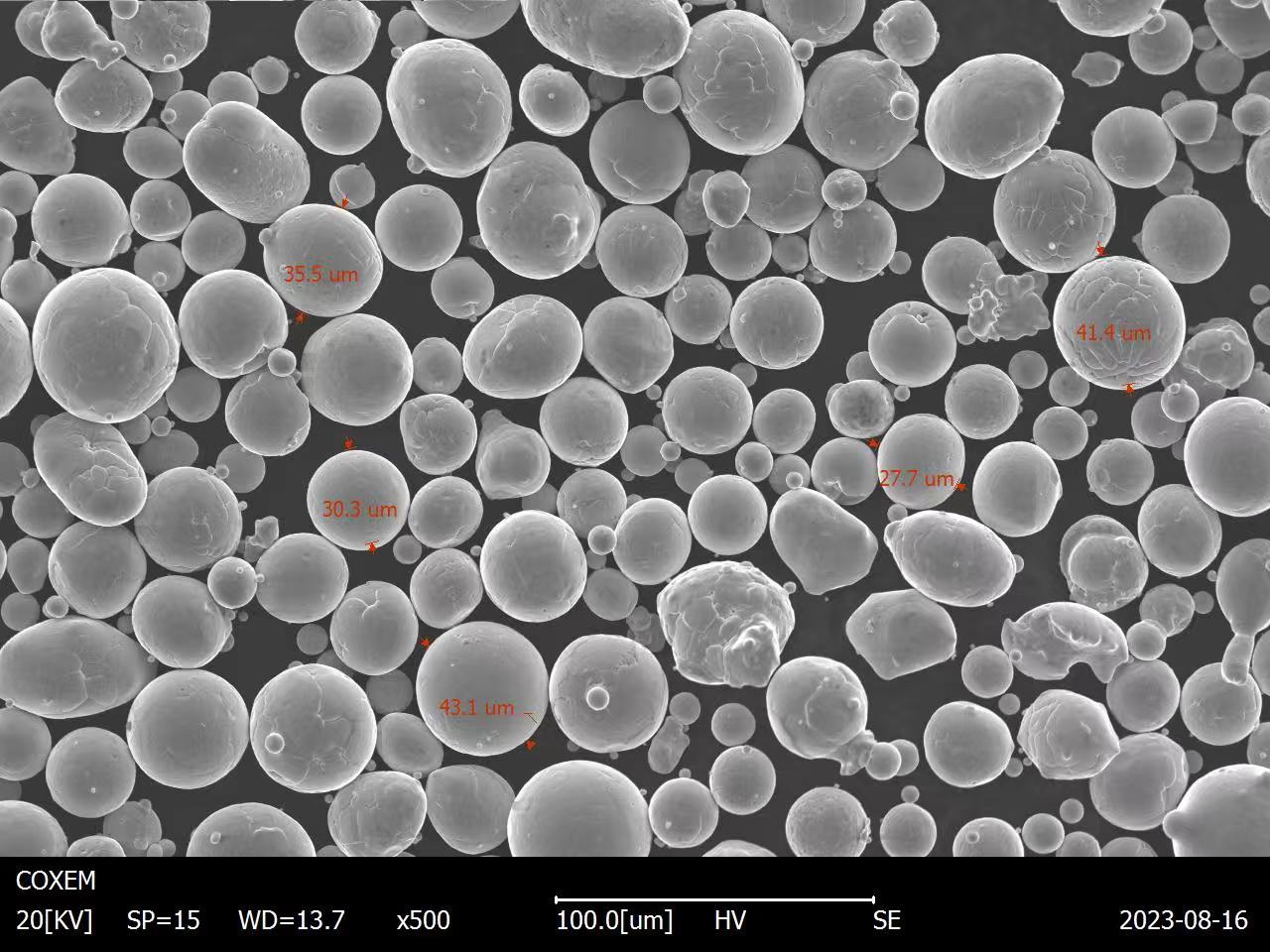
- Powder particle shape is highly spherical with smooth surface morphology.
- Provides good powder flow and high packing density.
- Excellent purity with low internal porosity.
- Tight particle size distribution, typically between 10-45 microns.
Plasma Atomization
- Uses plasma torch to generate higher temperatures for disintegrating metal.
- Irregular powder shape improves inter-particle bonding.
- Broader particle size distribution up to 150 microns.
- Higher oxygen pickup requiring thermal processing.
- Lower cost process compared to gas atomization.
Hydride-Dehydride (HDH)
- Titantium hydride powder is decomposed to produce spherical TC4 ELI powder.
- Achieves very high chemical purity with lower interstitials.
- Powder surface can be smoother than gas atomized.
- Limited to smaller particle size below 63 microns.
Gas and plasma routes offer scalable production for industrial volumes of TC4 ELI powder. HDH provides high purity research/medical grade powder.
Overview of the Selective Laser Melting Process
Selective laser melting (SLM) is the predominant 3D printing process used with TC4 ELI titanium alloy powder:
- A high power laser selectively fuses regions of a powder bed based on each layer’s cross-section.
- TC4 ELI powder is spread in layers across a build plate using a recoater blade or rubber roller.
- The laser scans each layer, fully melting powder to create solid 3D objects.
- Parts are built up additively layer-by-layer from melted powder.
- Unfused powder provides support during the build.
- An inert argon atmosphere prevents oxidation during processing.
- After printing, parts are removed from the powder cake for post-processing.
SLM provides superior resolution down to 50 microns and excellent mechanical properties when optimized. It enables complex TC4 ELI parts consolidated into single components.
SLM Process Parameters for TC4 ELI Titanium
Key SLM print process parameters for TC4 ELI include:
| Parameter | Typical Range | Role |
|---|---|---|
| Laser power | 100-400 W | Energy input to fully melt each powder layer |
| Scan speed | 800-1200 mm/s | Traversing speed of laser over each layer |
| Hatch spacing | 80-120 μm | Distance between scan tracks to control overlap |
| Layer thickness | 30-50 μm | Thin layers improve resolution, increase build time |
| Beam diameter | 50-100 μm | Focussed laser spot size, affects melt pool width |
| Gas flow | 8-12 L/min | Inert argon prevents oxidation of titanium powder |
Achieving high density >99%, good surface finish, and balanced mechanical properties requires extensive optimization of SLM process parameters tailored to a given TC4 ELI powder.
Electron Beam Melting Process Overview
Electron beam melting (EBM) is an alternative additive manufacturing method used with TC4 ELI and other reactive titanium alloys:
- An electron beam in high vacuum selectively fuses powder layers
- Magnetic coils focus and steer the electron beam across the powder bed
- Build chamber is backfilled with inert helium gas to reduce titanium reactivity
- Higher preheat temperatures up to 800°C vs SLM’s 100°C reduces residual stresses
- No support structures required due to the higher powder bed temperature
- TC4 ELI parts have a characteristic textured surface after EBM printing
While lower resolution than SLM, EBM enables faster build speeds and simpler powder handling.
Mechanical Properties of As-Printed vs. Heat Treated TC4 ELI
| Property | As-printed | Heat treated |
|---|---|---|
| Tensile strength | 1050-1150 MPa | 950-1050 MPa |
| Yield strength | 950-1050 MPa | 860-960 MPa |
| Elongation at break | 8-15% | 15-25% |
| Fatigue strength | 500-600 MPa | 450-550 MPa |
| Fracture toughness | 55-75 MPa√m | 65-90 MPa√m |
| Hardness | 340-390 HV | 310-360 HV |
The fine as-printed microstructure produces high strength and hardness but reduced ductility. Solution heat treatment and aging tailors a balance of strength, ductility and fracture toughness required for specific applications.
Post-Processing Methods for TC4 ELI Parts
Common post-processing steps for SLM or EBM printed TC4 ELI components include:
- Removal from powder bed – Carefully remove parts to prevent damage.
- Support removal – Cut off supports mechanically or use chemical dissolution.
- Stress relieving – Heat to 600 ̊C to remove residual stresses.
- Hot isostatic pressing – HIP at 920 ̊C/103 MPa to increase density and enhance ductility.
- Surface finishing – Grinding, milling, bead blasting to improve surface roughness.
- Heat treatment – Solution treatment and aging to tailor mechanical properties.
- Quality testing – Conduct CT scans, microscopy, density, mechanical testing to ensure requirements are met.
Combinations of stress relieving, HIP and heat treatment produce the optimal balance of strength, ductility, and microstructure needed for specific printed TC4 ELI part applications.
Microstructure of As-Printed vs. Treated TC4 ELI
The as-printed TC4 ELI microstructure consists of fine columnar prior β grains elongated along the build direction:
- Columnar β grains measured 10-30 microns wide by 100-200 microns long
- Inside the columns, α laths form a basketweave Widmanstätten pattern
- High dislocation density observed from the rapid solidification during printing
- Lack of texture provides isotropic properties in all directions
After heat treatment, the microstructure recrystallizes to more uniform equiaxed alpha+beta grains 15-50 microns wide with reduced defect density and residual stresses:
- Solution treatment dissolves brittle martensitic α’ phase
- Aging precipitates dispersed β strengthening particles
- Phase transformation enhances ductility for fracture-critical applications
- Coarser grains reduce hardness while improving ductility and toughness
Cost Analysis for Printing TC4 ELI Parts
Here is an overview of the typical cost factors for additive manufacturing with TC4 ELI titanium alloy:
Material Costs
- TC4 ELI Powder – $350-$1000/kg
- Other build materials – $5-$20/kg
Operating Costs
- Machine charges – $50-$300/hour
- Labor – $40-$150/hour
- Energy use – $10-$30/hour
Post-Processing
- Support removal, surface finishing – $50-$500 per part
- Heat treatment, HIP – $100-$2000 per part
Total Part Cost
- Small parts under 100g – $200-$2000 each
- Larger complex parts – $3000-$50,000 each
Compared to machining, printed TC4 ELI enables designs not possible with subtractive techniques but with higher part costs. With additional post-processing, lead times can also be longer than conventional manufacturing.
TC4 ELI Suppliers for Additive Manufacturing
Several powder manufacturers supply TC4 ELI titanium alloy for SLM and EBM processes:
| Supplier | Particle Size | Purity | Morphology | Price |
|---|---|---|---|---|
| AP&C | 15-45 μm | Ti >99%, O <0.13%, N <0.05%, H <0.0125% | Spherical | $350-$800/kg |
| Carpenter Additive | 10-45 μm | Ti >98%, O <0.14%, N <0.03%, H <0.012% | Spherical | $500-$1000/kg |
| LPW Technology | 10-45 μm | Ti >99%, O <0.14%, N <0.03%, H <0.015% | Spherical | $400-$900/kg |
| TLS Technik | 5-45 μm | Ti >99%, O <0.13%, N <0.05%, H <0.0125% | Spherical | $350-$750/kg |
Prices range from $350-$1000 per kg based on purity, particle size distribution, powder shape, and lot quantity. Significant material is wasted as unfused powder during builds.
Design Principles for TC4 ELI Parts
Here are some key design considerations when printing TC4 ELI components using SLM or EBM:
- Minimize overhangs needing support structures which are difficult to remove
- Include angles (>45°) and rounds to avoid stress concentrations
- Use thicker walls (>1 mm) to prevent cracking from residual stresses
- Orient the part to minimize unsupported spans and avoid thin cross sections
- Design fully enclosed volumes with openings to improve powder removal
- Account for 200-300 micron printing tolerance when dimensioning parts
- Build mating/fixturing surfaces at 0.1-0.3 mm oversize for post machining
- Consolidate sub-assemblies into single complex printed parts where possible
- Take advantage of lattices and cellular structures to reduce weight
Performing thermal and structural simulations of the component during design helps predict areas of high residual stress after printing.

Benefits of Additive Manufacturing With TC4 ELI
Key advantages of 3D printing TC4 ELI titanium alloy parts include:
- Design freedom – Create complex organic shapes and lattices to optimize strength-to-weight ratio
- Customized properties – Locally tailor material microstructure and mechanical performance
- Reduced hardware – Consolidate multi-part assemblies into single printed components
- Shorter lead times – Rapidly manufacture finished parts direct from CAD
- Cost reduction – Lower buy-to-fly ratios and material waste versus machining
- Weight reduction – Use inner lattices to reduce weight by up to 75%
- High strength – As-printed yield strength over 1000 MPa
- Biocompatibility – Enable patient-specific implants and instruments
- Corrosion resistance – Withstand challenging environments in oil, gas and marine applications
Additive manufacturing with TC4 ELI unlocks new potential applications where high strength, low weight and corrosion resistance are critical.
Challenges With Printing TC4 ELI Titanium
Despite the advantages, printing with TC4 ELI also presents difficulties:
- Highly reactive with oxygen at elevated temperatures requiring inert atmospheres.
- Low thermal conductivity can lead to residual stress buildup during processing.
- As-printed microstructure has high hardness but reduced ductility and fracture toughness.
- Support structures are difficult to remove from complex inner channels.
- Significant effort needed to optimize SLM/EBM parameters for high density >99%.
- Expensive powder material leads to high part costs at volumes beyond prototyping.
- Maximum part size is constrained by printer envelope dimensions.
- Additional post-processing reduces total manufacturing lead time advantage.
- Meeting aerospace and medical specifications requires extensive quality testing.
- Steep learning curve to master titanium printing procedures and post-processing.
Careful process control is critical to successfully print defect-free high performance TC4 ELI components.
Comparison of TC4 ELI to Ti-6Al-4V Alloy
TC4 ELI offers advantages over other titanium alloys like popular Ti-6Al-4V:
Ti-6Al-4V
- Most widely used titanium alloy
- Lower cost material
- Moderate strength with good weldability
- Less formability than TC4 ELI
TC4 ELI
- Higher tensile and fatigue strength
- Lower oxygen content improves fracture toughness
- Increased ductility and fracture resistance
- Excellent biocompatibility for medical uses
- Used for more demanding aerospace applications
Other key titanium alloys include Ti-6Al-4V ELI, Ti 5553, and Ti 64 with varying properties. TC4 ELI provides the best combination of strength, ductility, and fatigue resistance for critical applications.
Future Outlook for TC4 ELI Additive Manufacturing
The future looks promising for expanded use of TC4 ELI powder bed printing across industries:
- Increasing industry adoption beyond prototyping to production applications.
- New generation machines with larger build volumes to enable bigger components.
- Further development of novel TC4 ELI alloy derivatives and composites.
- Improved understanding of process-microstructure-property relationships.
- Advancements in post-processing methods to enhance material properties.
- Increased use of hybrid manufacturing combining AM and CNC machining.
- Expanded applications in the medical sector for implants and instruments.
- Certification of 3D printed TC4 ELI parts for regulated aerospace components.
- Automotive and energy industries benefiting from lightweight, high strength parts.
- Decreasing powder costs through reuse and recycling initiatives.
With ongoing materials and process developments, TC4 ELI additive manufacturing is poised for significant expansion in coming years across sectors.

Conclusion
The TC4 ELI titanium alloy provides an exceptional combination of high static and fatigue strength, ductility, fracture toughness, corrosion resistance and biocompatibility making it an ideal material for demanding applications across aviation, space, medicine, automotive, and energy industries.
3D printing using selective laser melting or electron beam melting processes enables complex TC4 ELI part geometries to be manufactured with fine microstructures and favorable mechanical properties. However, process parameter optimization as well as post-treatments are critical to properties, dimensional accuracy, and surface finish.
As additive manufacturing methods advance, TC4 ELI parts will see expanding use from prototyping to production for high-value components requiring lightweight strength under extreme conditions. With its design freedom and customization, 3D printing unlocks the full potential of this advanced titanium alloy.
FAQs
Here are answers to some common questions about TC4 ELI titanium alloy powder:
What are the main advantages of TC4 ELI over other titanium alloys?
TC4 ELI offers higher strength, ductility, fracture toughness, and fatigue resistance compared to workhorse alloys like Ti-6Al-4V. Its low oxygen content improves mechanical properties.
What industries use TC4 ELI titanium alloy?
Aerospace, medical, automotive, energy, and consumer industries use TC4 ELI where high strength-to-weight ratio, corrosion resistance, biocompatibility, and fatigue performance are critical.
What 3D printing methods can process TC4 ELI alloy?
Selective laser melting (SLM) and electron beam melting (EBM) are the two main powder bed fusion processes used for printing TC4 ELI parts.
What post-processing steps are typically required on printed TC4 ELI parts?
Common post-processing includes support removal, stress relieving, hot isostatic pressing, heat treatment, surface finishing, and quality testing. This tailors the microstructure and mechanical properties.
What particle size range is recommended for TC4 ELI powders?
A particle size range of 10-45 microns is typical for TC4 ELI powders. This provides good powder flow while maintaining high resolution during printing.
How do the material properties of printed TC4 ELI parts compare to wrought or cast TC4 ELI?
With optimized SLM/EBM parameters and post-processing, printed TC4 ELI can match or even exceed the tensile strength and hardness of wrought equivalents while having slightly lower ductility.
What types of TC4 ELI components are being 3D printed today?
Printed TC4 ELI parts include aerospace airframe and engine sections, biomedical implants, automotive components, fluid handling parts for the energy industry, and consumer goods.
What future advancements in TC4 ELI printing are expected?
Expanded alloys/composites, larger build volumes, lower costs, hybrid manufacturing, new applications across industries, and further property improvements are some future trends for TC4 ELI AM.