概要 TC4 ELIパウダー
グレード5チタン合金としても知られるTC4 ELI粉末は、粉末床溶融積層造形に使用される先進の軽量チタン合金粉末です。高強度、軽量、耐食性、疲労性能、生体適合性の優れた組み合わせを提供します。
TC4 ELIは、6%アルミニウム、4%バナジウム、残りがチタンで構成されています。優れた強度対重量比を持つ信頼性の高い機体およびエンジン部品に対する航空宇宙産業のニーズに応えて開発された。
TC4 ELI粉末は、選択的レーザー溶融(SLM)および電子ビーム溶融(EBM)を用いて3Dプリントすることができ、CADデータから直接、微細構造を持つ高強度で複雑なチタン部品を作成することができます。付加製造により、TC4 ELIは従来のチタン製造ルートでは不可能であった次世代の設計を可能にします。
この記事では、TC4 ELIパウダーカバーの包括的なガイドを提供する:
- 特性と組成
- 様々な業界への応用
- パウダーの製造方法
- レーザーおよび電子ビーム印刷プロセス
- 機械的特性
- 後処理手順
- 微細構造解析
- サプライヤーとコスト要因
- 設計の原則と利点
- 限界と課題
- 他のチタン合金との比較
- 素材の将来展望
TC4 ELIパウダーの組成と特性
TC4 ELIの元素組成は以下の通り:
| エレメント | 重量 % | 役割 |
|---|---|---|
| チタン | バランス | 耐食性と生体適合性をもたらす主成分 |
| アルミニウム | 5.5-6.75% | 強化剤およびα安定剤 |
| バナジウム | 3.5-4.5% | 熱処理を可能にするベータ安定剤 |
| 鉄 | <0.25% | 不純物元素 |
| 酸素 | <0.13% | 機械的特性に影響を及ぼす不純物 |
低酸素含有により、標準的なTC4よりも破壊靭性が向上している。主な特性は以下の通り:
- 密度 - 4.43g/cm3、スチールより軽い45%
- 優れた強度対重量比
- 高い引張強度と疲労強度
- 優れた破壊靭性
- 優れた耐食性
- 優れた生体適合性とオッセオインテグレーション
- 約350℃までの熱安定性
これらの特性により、TC4 ELIは医療、航空宇宙、自動車、エネルギー産業など、要求の厳しい用途に適している。

SLMとEBMを用いて印刷されたTC4 ELI部品の用途
3DプリンティングTC4 ELIは、複雑な形状を持つ完成品の直接製造を可能にします:
航空宇宙
- 機体構造部品
- 過酷な環境にさらされるエンジン部品
- 適合冷却タービンブレード
- 無人航空機(UAV)部門
メディカル
- 膝、股関節、脊椎ケージなどの整形外科用インプラント
- 歯科インプラントと補綴
- 高い強度と耐食性を必要とする手術器具
自動車
- 軽量シャシー、ホイール、ドライブトレイン・コンポーネント
- 乗員安全セル構造
- 排気およびエンジン・システム
エネルギー
- 海水にさらされた石油抽出成分
- 腐食環境用バルブ、パイプ、ポンプ
その他
- ロボット工学とUAVコンポーネント
- 高級品と消費財
- 化学およびプロセス産業用途
プリント・コンソリデイト・アセンブリを使用したハードウェアの取り付けの削減により、これらの分野でリードタイムとコストを大幅に削減することができます。
TC4 ELIの粉末製造法
TC4 ELIパウダー 3Dプリンティングは、さまざまなプロセスで製造することができる:
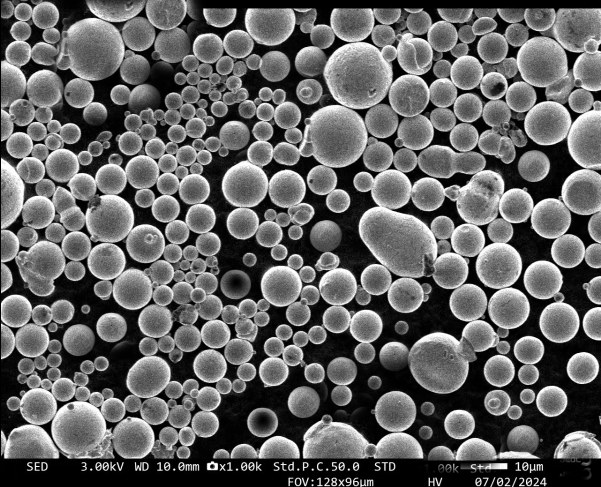
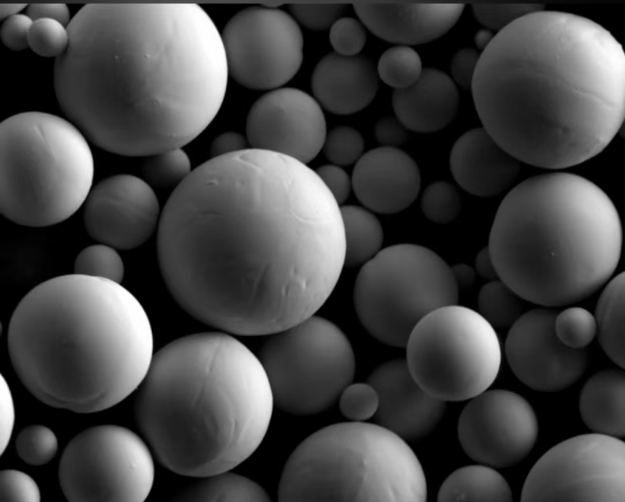
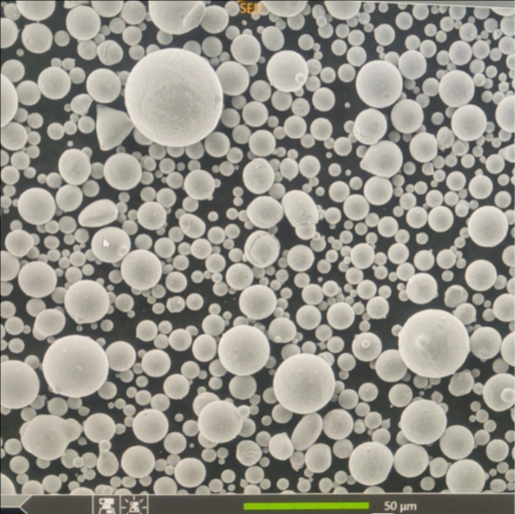
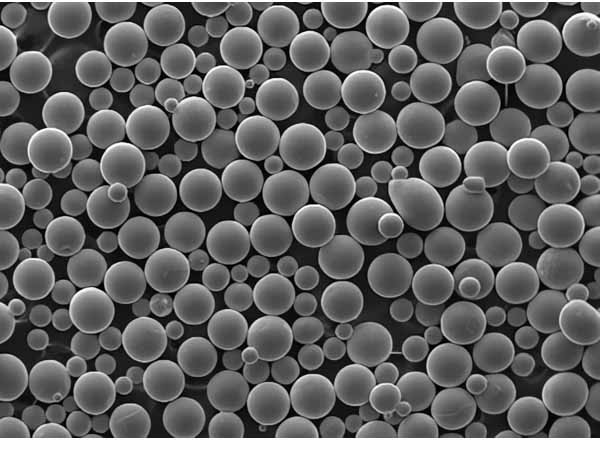
ガス噴霧
- 高圧不活性ガスが溶融したTC4 ELIメタルを微細な液滴に分解する。
- 粉末の粒子形状は非常に球形で、表面は滑らかである。
- 粉体の流れが良く、充填密度が高い。
- 純度が高く、内部空隙が少ない。
- 粒度分布はタイトで、通常10~45ミクロン。
プラズマ霧化
- プラズマトーチで高温を発生させ、金属を分解する。
- 不規則な粉末形状は粒子間の結合を向上させる。
- 150ミクロンまでの幅広い粒度分布。
- 熱処理を必要とする高酸素ピックアップ。
- ガスアトマイズに比べ低コスト。
ハイドライド・デハイドライド(HDH)
- 水素化チタン粉末を分解し、球状のTC4 ELI粉末を製造。
- より低い格子間原子で非常に高い化学純度を達成。
- 粉末の表面はガスアトマイズよりも滑らかである。
- 63ミクロン以下の小粒径に限定。
ガスおよびプラズマ・ルートは、工業用TC4 ELI粉末のスケーラブルな生産を可能にする。HDHは高純度の研究/医療グレードの粉末を提供します。
選択的レーザー溶融プロセスの概要
選択的レーザー溶融(SLM)は、TC4 ELIチタン合金粉末を使用する3Dプリンティングプロセスの主流です:
- 高出力レーザーは、各層の断面に基づいて粉末層の領域を選択的に溶融する。
- TC4 ELIパウダーは、リコーターブレードまたはラバーローラーを使用して、ビルドプレート上に層状に広げられる。
- レーザーが各層をスキャンし、パウダーを完全に溶融させ、ソリッドな3Dオブジェクトを作成する。
- 部品は、溶けた粉末から層ごとに付加的に作られる。
- 未溶融のパウダーがビルド中のサポートとなる。
- 不活性アルゴン雰囲気により、加工中の酸化を防ぐ。
- 印刷後、部品は後処理のためにパウダーケーキから取り出される。
SLMは最適化された場合、50ミクロンまでの優れた解像度と優れた機械的特性を提供します。複雑なTC4 ELI部品を単一部品に統合することができます。
TC4ELIチタンのSLMプロセスパラメータ
TC4 ELIの主なSLM印刷工程パラメータは以下の通り:
| パラメータ | 典型的な範囲 | 役割 |
|---|---|---|
| レーザー出力 | 100-400 W | 各粉体層を完全に溶融させるために投入するエネルギー |
| スキャン速度 | 800-1200 mm/s | 各層のレーザーのトラバース速度 |
| ハッチの間隔 | 80-120 μm | オーバーラップを制御するためのスキャントラック間の距離 |
| レイヤーの厚さ | 30~50 μm | 薄いレイヤーが解像度を向上させ、ビルド時間を増加させる |
| ビーム径 | 50-100 μm | 集光レーザースポット径、メルトプール幅に影響 |
| ガス流量 | 8~12L/分 | 不活性アルゴンがチタン粉末の酸化を防ぐ |
99%を超える高密度、良好な表面仕上げ、バランスの取れた機械的特性を達成するには、与えられたTC4 ELI粉末に合わせてSLMプロセス・パラメーターを広範囲にわたって最適化する必要がある。
電子ビーム溶解プロセスの概要
電子ビーム溶解(EBM)は、TC4 ELIや他の反応性チタン合金で使用される代替添加製造方法です:
- 高真空中の電子ビームが粉末層を選択的に融解させる
- 磁気コイルが電子ビームを集束させ、パウダーベッドを横切らせる。
- ビルドチャンバーを不活性ヘリウムガスで満たし、チタンの反応性を低下させる。
- SLMの100℃に比べ、800℃まで高い予熱温度により残留応力を低減
- パウダーベッド温度が高いため、サポート構造が不要
- TC4 ELI部品は、EBM印刷後に特徴的なテクスチャーを持つ。
SLMより解像度は低いが、EBMでは造形速度が速く、粉末の取り扱いが簡単である。
熱処理したTC4 ELIと印刷したままのTC4 ELIの機械的特性
| プロパティ | 印刷済み | 熱処理 |
|---|---|---|
| 引張強さ | 1050-1150 MPa | 950-1050 MPa |
| 降伏強度 | 950-1050 MPa | 860-960 MPa |
| 破断伸度 | 8-15% | 15-25% |
| 疲労強度 | 500-600 MPa | 450-550 MPa |
| 破壊靭性 | 55-75 MPa√m | 65-90 MPa√m |
| 硬度 | 340-390 HV | 310-360 HV |
微細なアズプリント組織は、高い強度と硬度をもたらすが、延性は低下する。固溶化熱処理と時効処理により、特定の用途に必要な強度、延性、破壊靭性のバランスを調整します。
TC4 ELI部品の後処理方法
SLMまたはEBMで印刷されたTC4 ELI部品の一般的な後処理工程には、以下のようなものがある:
- パウダーベッドからの取り出し - 損傷を防ぐため、慎重に部品を取り外してください。
- サポート解除 - サポートを機械的に切断するか、化学溶解を使用する。
- ストレス解消 - 600℃に加熱して残留応力を除去する。
- 熱間静水圧プレス - 920℃/103MPaでHIP処理し、密度を高めて延性を向上させた。
- 表面仕上げ - 研削、フライス加工、ビーズブラストによる表面粗さの改善。
- 熱処理 - 機械的特性を調整するための溶液処理とエージング。
- 品質テスト - CTスキャン、顕微鏡検査、密度検査、機械的検査を実施し、要件が満たされていることを確認する。
応力除去、HIP、熱処理を組み合わせることで、特定の印刷TC4 ELI部品の用途に必要な強度、延性、微細構造の最適なバランスが得られます。
印刷したままのTC4 ELIと処理したTC4 ELIの微細構造
印刷されたTC4 ELIの微細構造は、造形方向に沿って伸長した微細な柱状の先行β粒からなる:
- 幅10-30ミクロン、長さ100-200ミクロンの柱状β粒。
- 柱の内側は、αのラスがバスケット織りのウィドマンシュテッテン模様を形成している。
- 印刷中の急速な凝固によって観察される高い転位密度
- テクスチャーがないため、あらゆる方向に等方的な特性が得られる。
熱処理後のミクロ組織は、欠陥密度と残留応力が減少し、幅15~50ミクロンの均一な等軸α+β粒に再結晶する:
- 固溶化熱処理は、脆いマルテンサイトα'相を溶解する。
- 老化析出物が分散したβ強化粒子
- 相変態が延性を向上させ、破壊の危険性が高い用途に対応
- より粗い結晶粒は、延性と靭性を向上させながら硬度を下げる。
TC4 ELI部品の印刷コスト分析
以下は、TC4 ELIチタン合金を用いた積層造形の典型的なコスト要因の概要です:
材料費
- TC4 ELIパウダー - $350〜$1000/kg
- その他の建築資材-$5~$20/kg
営業費用
- 機械使用料 - $50~$300/時間
- 労働力 - $40~$150/時間
- エネルギー使用量 - $10~$30/時間
後処理
- サポート除去、表面仕上げ - 1部品につき$50~$500
- 熱処理、HIP - 1部品につき$100~$2000
部品コスト合計
- 100g以下の小部品 - 各$200~$2000
- 大型複雑部品 - 各$3000~$50,000
機械加工に比べ、プリントTC4 ELIはサブトラクティブ技術では不可能な設計を可能にしますが、部品コストは高くなります。また、後加工が追加されるため、リードタイムは従来の製造よりも長くなります。
積層造形用TC4 ELIサプライヤー
複数の粉末メーカーがSLMおよびEBMプロセス用にTC4 ELIチタン合金を供給しています:
| サプライヤー | 粒子径 | 純度 | 形態学 | 価格 |
|---|---|---|---|---|
| エーピーアンドシー | 15-45 μm | Ti >99%、O <0.13%、N <0.05%、H <0.0125% | 球形 | $350〜$800/kg |
| カーペンター添加剤 | 10-45 μm | Ti >98%、O <0.14%、N <0.03%、H <0.012% | 球形 | $500-$1000/kg |
| LPWテクノロジー | 10-45 μm | Ti >99%、O <0.14%、N <0.03%、H <0.015% | 球形 | $400〜$900/kg |
| TLSテクニーク | 5-45 μm | Ti >99%、O <0.13%、N <0.05%、H <0.0125% | 球形 | $350〜$750/kg |
価格は、純度、粒度分布、粉末形状、ロット量に基づき、1kgあたり$350~$1000の範囲である。未溶融パウダーは製造時にかなりの量が廃棄される。
TC4 ELI部品の設計原則
SLMまたはEBMを使用してTC4 ELIコンポーネントを印刷する際の、設計上の主な考慮事項を以下に示します:
- 撤去が困難な支持構造を必要とする張り出しは最小限に抑える。
- 応力集中を避けるため、角度(45°以上)と丸みを含む。
- 残留応力によるひび割れを防ぐため、肉厚(1mm以上)のものを使用する。
- 支持されていないスパンを最小にし、薄い断面を避けるために、部品の向きを決める。
- 粉体除去を向上させる開口部を備えた完全密閉容積を設計
- 部品の寸法を決める際、200~300ミクロンの印刷公差を考慮する。
- 後加工用に0.1~0.3mmオーバーサイズのつや消し/固定面を作る。
- 可能であれば、サブアセンブリを単一の複雑なプリント部品に統合する。
- 格子やセル構造の利点を活かして軽量化
設計時に部品の熱および構造シミュレーションを行うことで、印刷後に残留応力が高くなる部分を予測することができます。

TC4 ELIによる積層造形の利点
TC4 ELIチタン合金部品を3Dプリントする主な利点は以下の通りです:
- デザインの自由度 - 複雑な有機的形状や格子を作り、強度対重量比を最適化する
- カスタマイズされたプロパティ - 材料の微細構造と機械的性能を局所的に調整する
- ハードウェアの削減 - 多部品アセンブリを単一のプリント部品に統合
- リードタイムの短縮 - CADから直接、完成部品を迅速に製造
- コスト削減 - 機械加工に比べ、購入比率と材料の無駄が少ない
- 軽量化 - 内側格子を使用し、最大75%の軽量化を実現
- 高強度 - 印刷時の降伏強度は1000MPa以上
- 生体適合性 - 患者固有のインプラントと器具を可能にする
- 耐食性 - 石油、ガス、海洋アプリケーションの厳しい環境に耐える
TC4 ELIを使用した積層造形は、高強度、軽量、耐食性が重要な用途の新たな可能性を解き放ちます。
TC4 ELIチタン印刷の課題
このような利点がある一方で、TC4 ELIを使った印刷には困難もある:
- 不活性雰囲気を必要とする高温では酸素との反応性が高い。
- 熱伝導率が低いと、加工中に残留応力が蓄積する可能性がある。
- アズプリント微細構造は、硬度は高いが、延性と破壊靭性が低下している。
- 複雑な内部水路から支持構造を取り除くのは難しい。
- 99%を超える高密度用のSLM/EBMパラメーターの最適化には多大な努力が必要である。
- 高価な粉末材料は、プロトタイピングを超える量では部品コストの高騰につながる。
- 最大部品サイズは、プリンタのエンベロープ寸法によって制限されます。
- 後処理を追加することで、トータルの製造リードタイムを短縮できる。
- 航空宇宙および医療仕様を満たすには、広範な品質テストが必要です。
- チタン印刷の手順と後処理をマスターするための学習曲線は急である。
欠陥のない高性能TC4 ELIコンポーネントの印刷を成功させるには、慎重な工程管理が不可欠です。
TC4 ELIとTi-6Al-4V合金の比較
TC4 ELIは、一般的なTi-6Al-4Vのような他のチタン合金よりも優れています:
Ti-6Al-4V
- 最も広く使用されているチタン合金
- 低コストの素材
- 中程度の強度と良好な溶接性
- TC4 ELIより成形性が劣る
TC4 ELI
- 高い引張強度と疲労強度
- 酸素含有量の低下により破壊靭性が向上
- 延性と耐破壊性の向上
- 医療用に優れた生体適合性
- より要求の厳しい航空宇宙用途に使用
他の主要なチタン合金には、様々な特性を持つTi-6Al-4V ELI、Ti 5553、Ti 64が含まれます。TC4 ELIは、強度、延性、耐疲労性の最良の組み合わせを重要な用途に提供します。
TC4 ELIアディティブ・マニュファクチャリングの将来展望
TC4 ELIパウダーベッド印刷は、あらゆる産業分野で利用拡大が見込まれている:
- プロトタイピングの枠を超え、製造用途への採用が進む。
- より大きなコンポーネントを可能にする、より大きな製造容積を持つ新世代マシン。
- 新規TC4 ELI合金誘導体および複合材料のさらなる開発。
- プロセス-微細構造-特性の関係の理解を深める。
- 材料特性を向上させる後処理方法の進歩。
- AMとCNC加工を組み合わせたハイブリッド製造の利用が増加。
- 医療分野におけるインプラントや器具の用途拡大。
- 規制航空宇宙部品用3DプリントTC4 ELI部品の認証。
- 軽量・高強度部品の恩恵を受ける自動車産業とエネルギー産業。
- リユースとリサイクルへの取り組みによる粉体コストの削減。
現在進行中の材料とプロセスの開発により、TC4 ELI積層造形は今後数年間、あらゆる分野で大きく拡大する態勢を整えている。

結論
TC4 ELIチタン合金は、高い静的強度と疲労強度、延性、破壊靭性、耐食性、生体適合性といった優れた特性を兼ね備えており、航空、宇宙、医療、自動車、エネルギー産業など、要求の厳しい用途に理想的な材料です。
選択的レーザー溶融または電子ビーム溶融プロセスを使用した3Dプリンティングでは、微細構造と良好な機械的特性を備えた複雑なTC4 ELI部品形状を製造することができます。しかし、特性、寸法精度、表面仕上げには、プロセスパラメータの最適化と後処理が不可欠です。
積層造形法の進歩に伴い、TC4 ELI部品は、過酷な条件下での軽量強度を必要とする高価値部品の試作から生産へと用途が拡大するでしょう。設計の自由度とカスタマイズ性により、3Dプリンティングはこの高度なチタン合金の可能性を最大限に引き出します。
よくあるご質問
ここでは、TC4 ELIチタン合金パウダーに関するよくある質問にお答えします:
他のチタン合金に対するTC4 ELIの主な利点は何ですか?
TC4 ELIは、Ti-6Al-4Vのような主力合金と比較して、高い強度、延性、破壊靭性、および耐疲労性を提供します。酸素含有量が低いため、機械的特性が向上します。
TC4 ELIチタン合金はどのような産業で使用されていますか?
航空宇宙、医療、自動車、エネルギー、消費者産業では、高い強度対重量比、耐食性、生体適合性、疲労性能が重要視され、TC4 ELIが使用されている。
TC4 ELI合金はどのような3Dプリンティング方法で加工できますか?
選択的レーザー溶融(SLM)と電子ビーム溶融(EBM)は、TC4 ELI部品の印刷に使用される2つの主要な粉末溶融プロセスである。
印刷されたTC4 ELI部品には、通常どのような後処理が必要ですか?
一般的な後加工には、サポート除去、応力除去、熱間静水圧プレス、熱処理、表面仕上げ、品質試験などがある。これにより、微細構造と機械的特性が調整される。
TC4 ELIパウダーの推奨粒度範囲は?
粒子径は10~45ミクロンが一般的である。 TC4 ELIパウダー.これにより、印刷中の高解像度を維持しながら、良好なパウダーフローが得られる。
印刷されたTC4 ELI部品の材料特性は、鍛造や鋳造のTC4 ELIと比べてどうですか?
SLM/EBMのパラメータと後処理を最適化することで、印刷TC4 ELIは、延性はやや劣るものの、引張強さと硬さは溶製材の同等品に匹敵するか、それを上回ることさえある。
現在、どのような種類のTC4 ELI部品が3Dプリントされていますか?
印刷されたTC4 ELI部品には、航空宇宙の機体やエンジン部分、生物医学インプラント、自動車部品、エネルギー産業の流体処理部品、消費財などがある。
TC4 ELIプリンティングは、今後どのような進化を遂げると予想されますか?
合金/複合材料の拡大、造形量の増加、低コスト化、ハイブリッド製造、産業全般にわたる新たな用途、さらなる特性の向上などが、TC4 ELI AMの今後のトレンドである。