Überblick über TC4 ELI-Pulver
TC4 ELI-Pulver, auch bekannt als Titanlegierung Grad 5, ist ein fortschrittliches, leichtes Titanlegierungspulver, das in der additiven Fertigung im Pulverbettschmelzverfahren verwendet wird. Es bietet eine hervorragende Kombination aus hoher Festigkeit, geringem Gewicht, Korrosionsbeständigkeit, Ermüdungsleistung und Biokompatibilität.
TC4 ELI besteht aus 6% Aluminium, 4% Vanadium und der Rest aus Titan. Es wurde als Antwort auf den Bedarf der Luft- und Raumfahrtindustrie an zuverlässigen Flugzeug- und Triebwerkskomponenten mit einem hervorragenden Verhältnis zwischen Festigkeit und Gewicht entwickelt.
TC4 ELI-Pulver kann mittels selektivem Laserschmelzen (SLM) und Elektronenstrahlschmelzen (EBM) in 3D gedruckt werden, um starke, komplexe Titanteile mit feinen Mikrostrukturen direkt aus CAD-Daten herzustellen. Mit der additiven Fertigung ermöglicht TC4 ELI Designs der nächsten Generation, die mit konventionellen Fertigungsverfahren für Titan nicht möglich sind.
Dieser Artikel bietet einen umfassenden Leitfaden für TC4 ELI-Pulver:
- Eigenschaften und Zusammensetzung
- Anwendungen in verschiedenen Branchen
- Verfahren zur Herstellung von Pulvern
- Laser- und Elektronenstrahl-Druckverfahren
- Mechanische Eigenschaften
- Nachbearbeitungsprozesse
- Mikrostrukturelle Analyse
- Lieferanten und Kostenfaktoren
- Konstruktionsprinzipien und Vorteile
- Beschränkungen und Herausforderungen
- Vergleich mit anderen Titanlegierungen
- Zukunftsaussichten für das Material
Zusammensetzung und Eigenschaften von TC4 ELI-Pulver
TC4 ELI enthält die folgende elementare Zusammensetzung:
| Element | Gewicht % | Rolle |
|---|---|---|
| Titan | Bilanz | Primärelement für Korrosionsbeständigkeit und Biokompatibilität |
| Aluminium | 5.5-6.75% | Festigungsmittel und Alphastabilisator |
| Vanadium | 3.5-4.5% | Beta-Stabilisator, der eine Wärmebehandlung ermöglicht |
| Eisen | <0,25% | Element der Verunreinigung |
| Sauerstoff | <0,13% | Verunreinigungen, die die mechanischen Eigenschaften beeinflussen |
Der niedrige Sauerstoffgehalt verleiht der "ELI"-Version (extra low interstitial version) im Vergleich zum Standard-TC4 eine verbesserte Bruchzähigkeit. Zu den wichtigsten Eigenschaften gehören:
- Dichte - 4,43 g/cm3, 45% ist leichter als Stahl
- Ausgezeichnetes Verhältnis von Stärke zu Gewicht
- Hohe Zug- und Ermüdungsfestigkeit
- Gute Bruchzähigkeit
- Hervorragende Korrosionsbeständigkeit
- Ausgezeichnete Biokompatibilität und Osseointegration
- Thermische Stabilität bis zu etwa 350°C
Aufgrund dieser Eigenschaften eignet sich TC4 ELI für anspruchsvolle Anwendungen in der Medizin, der Luft- und Raumfahrt, der Automobilindustrie und der Energiebranche.

Anwendungen von TC4 ELI-Teilen, die mit SLM und EBM gedruckt wurden
Der 3D-Druck TC4 ELI ermöglicht die direkte Herstellung von fertigen Bauteilen mit komplexen Geometrien über:
Luft- und Raumfahrt
- Strukturelle Komponenten der Zelle
- Motorteile, die extremen Bedingungen ausgesetzt sind
- Konform gekühlte Turbinenschaufeln
- Bereiche für unbemannte Luftfahrzeuge (UAV)
Medizinische
- Orthopädische Implantate wie Knie-, Hüft- und Wirbelsäulenkäfige
- Zahnimplantate und Prothetik
- Chirurgische Instrumente, die eine hohe Festigkeit und Korrosionsbeständigkeit erfordern
Automobilindustrie
- Leichte Komponenten für Fahrwerk, Räder und Antriebsstrang
- Strukturen der Sicherheitszelle für Fahrgäste
- Auspuff- und Motorsysteme
Energie
- Komponenten der Ölextraktion, die dem Meerwasser ausgesetzt sind
- Ventile, Rohre, Pumpen für korrosive Umgebungen
Andere
- Robotik und UAV-Komponenten
- Luxusgüter und Konsumgüter
- Anwendungen in der Chemie- und Prozessindustrie
Die Reduzierung der Hardware-Installation durch gedruckte, konsolidierte Baugruppen führt zu erheblichen Zeit- und Kosteneinsparungen in diesen Bereichen.
Pulverproduktionsverfahren für TC4 ELI
TC4 ELI-Pulver für den 3D-Druck können in verschiedenen Verfahren hergestellt werden:
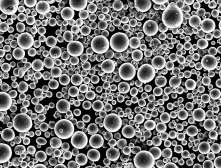
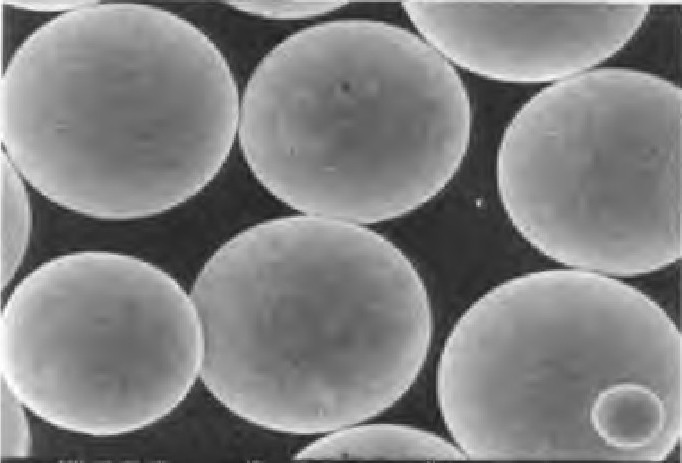
Gaszerstäubung
- Unter hohem Druck stehendes Inertgas zerfällt geschmolzenes TC4 ELI-Metall in feine Tröpfchen.
- Die Form der Pulverpartikel ist sehr kugelförmig mit glatter Oberflächenmorphologie.
- Bietet einen guten Pulverfluss und eine hohe Packungsdichte.
- Ausgezeichnete Reinheit mit geringer innerer Porosität.
- Enge Partikelgrößenverteilung, typischerweise zwischen 10-45 Mikron.
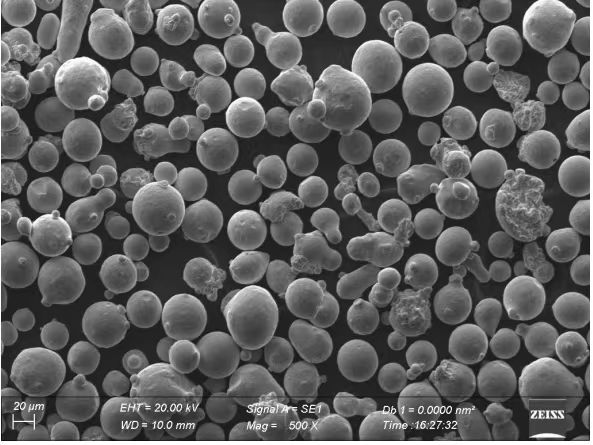
Plasma-Zerstäubung
- Verwendet einen Plasmabrenner zur Erzeugung höherer Temperaturen für die Zersetzung von Metall.
- Die unregelmäßige Pulverform verbessert die Bindung zwischen den Partikeln.
- Breitere Partikelgrößenverteilung bis zu 150 Mikron.
- Höhere Sauerstoffaufnahme, die eine thermische Verarbeitung erfordert.
- Kostengünstigeres Verfahren im Vergleich zur Gaszerstäubung.
Hydrid-Dehydrid (HDH)
- Titantiumhydridpulver wird zersetzt, um kugelförmiges TC4 ELI-Pulver herzustellen.
- Erzielt eine sehr hohe chemische Reinheit mit weniger Zwischengittersteinen.
- Die Oberfläche des Pulvers kann glatter sein als bei Gaszerstäubung.
- Begrenzt auf kleinere Partikelgrößen unter 63 Mikron.
Gas- und Plasmaprozesse ermöglichen eine skalierbare Produktion von TC4 ELI-Pulver in industriellen Mengen. HDH bietet hochreines Pulver in Forschungs- und medizinischer Qualität.
Überblick über den Prozess des selektiven Laserschmelzens
Selektives Laserschmelzen (SLM) ist das vorherrschende 3D-Druckverfahren, das mit TC4 ELI-Titanlegierungspulver verwendet wird:
- Ein Hochleistungslaser verschmilzt selektiv Bereiche eines Pulverbetts auf der Grundlage des Querschnitts der einzelnen Schichten.
- TC4 ELI-Pulver wird in Schichten mit einem Rakel oder einer Gummiwalze auf einer Bauplatte verteilt.
- Der Laser tastet jede Schicht ab und schmilzt das Pulver vollständig auf, so dass feste 3D-Objekte entstehen.
- Die Teile werden additiv Schicht für Schicht aus geschmolzenem Pulver aufgebaut.
- Ungeschmolzenes Pulver bietet Unterstützung während des Aufbaus.
- Eine inerte Argonatmosphäre verhindert die Oxidation während der Verarbeitung.
- Nach dem Druck werden die Teile aus dem Pulverkuchen entnommen und nachbearbeitet.
SLM bietet eine überragende Auflösung von bis zu 50 Mikrometern und hervorragende mechanische Eigenschaften, wenn es optimiert wird. Es ermöglicht die Konsolidierung komplexer TC4 ELI-Teile zu einzelnen Komponenten.
SLM-Prozessparameter für TC4 ELI Titan
Zu den wichtigsten Parametern des SLM-Druckverfahrens für TC4 ELI gehören:
| Parameter | Typischer Bereich | Rolle |
|---|---|---|
| Laserleistung | 100-400 W | Energieaufwand zum vollständigen Schmelzen jeder Pulverschicht |
| Scan-Geschwindigkeit | 800-1200 mm/s | Verfahrgeschwindigkeit des Lasers über jede Schicht |
| Abstand zwischen den Luken | 80-120 μm | Abstand zwischen den Scan-Spuren zur Kontrolle der Überlappung |
| Schichtdicke | 30-50 μm | Dünne Schichten verbessern die Auflösung, erhöhen die Bauzeit |
| Durchmesser des Strahls | 50-100 μm | Größe des fokussierten Laserspots, beeinflusst die Breite des Schmelzbads |
| Gasfluss | 8-12 L/min | Inertes Argon verhindert die Oxidation von Titanpulver |
Das Erreichen einer hohen Dichte >99%, einer guten Oberflächengüte und ausgewogener mechanischer Eigenschaften erfordert eine umfassende Optimierung der SLM-Prozessparameter, die auf ein bestimmtes TC4 ELI-Pulver zugeschnitten sind.
Überblick über den Elektronenstrahlschmelzprozess
Das Elektronenstrahlschmelzen (EBM) ist ein alternatives additives Fertigungsverfahren, das bei TC4 ELI und anderen reaktiven Titanlegierungen eingesetzt wird:
- Ein Elektronenstrahl im Hochvakuum verschmilzt selektiv Pulverschichten
- Magnetspulen fokussieren und lenken den Elektronenstrahl über das Pulverbett
- Die Baukammer wird mit inertem Heliumgas gefüllt, um die Reaktivität des Titans zu verringern.
- Höhere Vorwärmtemperaturen von bis zu 800°C im Vergleich zu 100°C beim SLM reduzieren Eigenspannungen
- Aufgrund der höheren Pulverbetttemperatur sind keine Stützstrukturen erforderlich
- TC4 ELI-Teile haben nach dem EBM-Druck eine charakteristische, strukturierte Oberfläche
EBM hat zwar eine geringere Auflösung als SLM, ermöglicht aber höhere Fertigungsgeschwindigkeiten und eine einfachere Handhabung des Pulvers.
Mechanische Eigenschaften von bedrucktem und wärmebehandeltem TC4 ELI
| Eigentum | Wie gedruckt | Wärmebehandelt |
|---|---|---|
| Zugfestigkeit | 1050-1150 MPa | 950-1050 MPa |
| Streckgrenze | 950-1050 MPa | 860-960 MPa |
| Dehnung bei Bruch | 8-15% | 15-25% |
| Ermüdungsfestigkeit | 500-600 MPa | 450-550 MPa |
| Bruchzähigkeit | 55-75 MPa√m | 65-90 MPa√m |
| Härte | 340-390 HV | 310-360 HV |
Die feine as-printed Mikrostruktur führt zu hoher Festigkeit und Härte, aber geringerer Duktilität. Durch Wärmebehandlung und Alterung wird ein ausgewogenes Verhältnis von Festigkeit, Duktilität und Bruchzähigkeit erreicht, das für bestimmte Anwendungen erforderlich ist.
Nachbearbeitungsmethoden für TC4 ELI-Teile
Zu den üblichen Nachbearbeitungsschritten für SLM- oder EBM-gedruckte TC4 ELI-Komponenten gehören:
- Entnahme aus dem Pulverbett - Entfernen Sie die Teile vorsichtig, um Beschädigungen zu vermeiden.
- Entfernung der Stütze - Schneiden Sie die Träger mechanisch ab oder lösen Sie sie chemisch auf.
- Stressabbau - Erhitzen auf 600 ̊C, um Eigenspannungen zu beseitigen.
- Heißisostatisches Pressen - HIP bei 920 ̊C/103 MPa zur Erhöhung der Dichte und Verbesserung der Duktilität.
- Oberflächenbehandlung - Schleifen, Fräsen, Perlstrahlen zur Verbesserung der Oberflächenrauhigkeit.
- Wärmebehandlung - Lösungsbehandlung und Alterung zur Anpassung der mechanischen Eigenschaften.
- Qualitätsprüfung - Führen Sie CT-Scans, Mikroskopie, Dichte- und mechanische Tests durch, um sicherzustellen, dass die Anforderungen erfüllt werden.
Die Kombination von Spannungsarmglühen, HIP und Wärmebehandlung führt zu einem optimalen Gleichgewicht von Festigkeit, Duktilität und Mikrostruktur, das für bestimmte Anwendungen von gedruckten TC4 ELI-Teilen erforderlich ist.
Mikrostruktur von unbedrucktem und behandeltem TC4 ELI
Die gedruckte TC4 ELI-Mikrostruktur besteht aus feinen säulenförmigen β-Körnern, die sich entlang der Baurichtung erstrecken:
- Säulenförmige β-Körner mit einer Breite von 10-30 Mikrometern und einer Länge von 100-200 Mikrometern
- Im Inneren der Säulen bilden α-Latten ein korbartiges Widmanstätten-Muster.
- Hohe Versetzungsdichte aufgrund der schnellen Erstarrung während des Drucks
- Das Fehlen einer Textur sorgt für isotrope Eigenschaften in allen Richtungen
Nach der Wärmebehandlung rekristallisiert das Gefüge zu gleichmäßigeren, gleichachsigen Alpha+Beta-Körnern mit einer Breite von 15-50 Mikrometern, die eine geringere Fehlerdichte und geringere Eigenspannungen aufweisen:
- Lösungsbehandlung löst die spröde martensitische α'-Phase auf
- Alterungsausscheidungen dispergierte β-Verstärkungspartikel
- Phasenumwandlung erhöht die Duktilität für bruchkritische Anwendungen
- Gröbere Körner verringern die Härte und verbessern die Duktilität und Zähigkeit
Kostenanalyse für den Druck von TC4 ELI-Teilen
Hier finden Sie einen Überblick über die typischen Kostenfaktoren für die additive Fertigung mit der Titanlegierung TC4 ELI:
Materialkosten
- TC4 ELI-Pulver - $350-$1000/kg
- Andere Baumaterialien - $5-$20/kg
Betriebskosten
- Maschinenkosten - $50-$300/Stunde
- Arbeit - $40-$150/Stunde
- Energieverbrauch - $10-$30/Stunde
Nachbearbeitung
- Entfernen von Stützen, Oberflächenbearbeitung - $50-$500 pro Teil
- Wärmebehandlung, HIP - $100-$2000 pro Teil
Gesamtkosten des Teils
- Kleinteile unter 100g - je $200-$2000
- Größere komplexe Teile - $3000-$50.000 pro Stück
Im Vergleich zur maschinellen Fertigung ermöglicht das gedruckte TC4 ELI Designs, die mit subtraktiven Verfahren nicht möglich sind, aber höhere Teilekosten verursachen. Durch die zusätzliche Nachbearbeitung können die Vorlaufzeiten auch länger sein als bei der konventionellen Fertigung.
TC4 ELI-Lieferanten für die additive Fertigung
Mehrere Pulverhersteller liefern die Titanlegierung TC4 ELI für SLM- und EBM-Verfahren:
| Anbieter | Partikelgröße | Reinheit | Morphologie | Preis |
|---|---|---|---|---|
| AP&C | 15-45 μm | Ti >99%, O <0,13%, N <0,05%, H <0,0125% | Sphärisch | $350-$800/kg |
| Zimmerer-Zusatzstoff | 10-45 μm | Ti >98%, O <0,14%, N <0,03%, H <0,012% | Sphärisch | $500-$1000/kg |
| LPW-Technologie | 10-45 μm | Ti >99%, O <0,14%, N <0,03%, H <0,015% | Sphärisch | $400-$900/kg |
| TLS Technik | 5-45 μm | Ti >99%, O <0,13%, N <0,05%, H <0,0125% | Sphärisch | $350-$750/kg |
Die Preise liegen zwischen $350-$1000 pro kg, je nach Reinheit, Partikelgrößenverteilung, Pulverform und Losgröße. Bei der Herstellung geht ein erheblicher Teil des Materials als ungeschmolzenes Pulver verloren.
Konstruktionsprinzipien für TC4 ELI-Teile
Nachfolgend finden Sie einige wichtige Designüberlegungen für das Drucken von TC4 ELI-Komponenten mit SLM oder EBM:
- Minimierung von Überhängen, die schwer zu entfernende Stützkonstruktionen erfordern
- Einbeziehung von Winkeln (>45°) und Rundungen zur Vermeidung von Spannungskonzentrationen
- Verwenden Sie dickere Wände (>1 mm), um Risse durch Eigenspannungen zu vermeiden.
- Richten Sie das Teil so aus, dass die freitragenden Spannweiten minimiert und dünne Querschnitte vermieden werden.
- Entwerfen Sie vollständig geschlossene Volumen mit Öffnungen, um die Pulverentfernung zu verbessern.
- Berücksichtigen Sie bei der Dimensionierung von Teilen eine Drucktoleranz von 200-300 Mikron
- Erstellen von Matrizen-/Fixierflächen mit 0,1-0,3 mm Aufmaß für die Nachbearbeitung
- Konsolidierung von Unterbaugruppen zu einzelnen komplexen gedruckten Teilen, wo dies möglich ist
- Nutzen Sie die Vorteile von Gittern und zellularen Strukturen zur Gewichtsreduzierung
Die Durchführung von thermischen und strukturellen Simulationen des Bauteils während des Entwurfs hilft bei der Vorhersage von Bereichen mit hoher Restspannung nach dem Druck.

Vorteile der Additiven Fertigung mit TC4 ELI
Zu den wichtigsten Vorteilen des 3D-Drucks von Teilen aus der Titanlegierung TC4 ELI gehören:
- Gestaltungsfreiheit - Erstellung komplexer organischer Formen und Gitter zur Optimierung des Verhältnisses zwischen Festigkeit und Gewicht
- Benutzerdefinierte Eigenschaften - Lokale Anpassung der Mikrostruktur und der mechanischen Leistungsfähigkeit von Materialien
- Reduzierte Hardware - Konsolidierung mehrteiliger Baugruppen zu einzelnen gedruckten Komponenten
- Kürzere Vorlaufzeiten - Schnelle Herstellung fertiger Teile direkt aus dem CAD
- Kostensenkung - Geringere Einkaufskosten und weniger Materialabfall als bei der maschinellen Bearbeitung
- Gewichtsreduzierung - Verwendung von Innengittern zur Gewichtsreduzierung um bis zu 75%
- Hohe Festigkeit - Streckgrenze im Druckzustand über 1000 MPa
- Biokompatibilität - Ermöglichung patientenspezifischer Implantate und Instrumente
- Korrosionsbeständigkeit - Widersteht anspruchsvollen Umgebungen in Öl-, Gas- und Schiffsanwendungen
Die additive Fertigung mit TC4 ELI erschließt neue Anwendungsmöglichkeiten, bei denen hohe Festigkeit, geringes Gewicht und Korrosionsbeständigkeit entscheidend sind.
Herausforderungen beim Drucken von TC4 ELI Titan
Trotz der Vorteile bringt das Drucken mit TC4 ELI auch Schwierigkeiten mit sich:
- Reagiert bei erhöhten Temperaturen stark mit Sauerstoff und erfordert inerte Atmosphären.
- Eine geringe Wärmeleitfähigkeit kann zum Aufbau von Eigenspannungen während der Verarbeitung führen.
- Die gedruckte Mikrostruktur hat eine hohe Härte, aber eine geringere Duktilität und Bruchzähigkeit.
- Stützstrukturen lassen sich nur schwer aus komplexen inneren Kanälen entfernen.
- Erhebliche Anstrengungen sind erforderlich, um die SLM/EBM-Parameter für eine hohe Dichte von >99% zu optimieren.
- Teures Pulvermaterial führt zu hohen Teilekosten bei Stückzahlen, die über den Prototypenbau hinausgehen.
- Die maximale Teilegröße ist durch die Abmessungen des Druckerumschlags begrenzt.
- Durch die zusätzliche Nachbearbeitung wird der Zeitvorteil bei der Herstellung insgesamt verringert.
- Die Einhaltung der Spezifikationen für die Luft- und Raumfahrt und die Medizintechnik erfordert umfangreiche Qualitätstests.
- Steile Lernkurve zur Beherrschung von Titandruckverfahren und Nachbearbeitung.
Eine sorgfältige Prozesskontrolle ist entscheidend für den erfolgreichen Druck von fehlerfreien, leistungsstarken TC4 ELI-Komponenten.
Vergleich von TC4 ELI mit Ti-6Al-4V-Legierung
TC4 ELI bietet Vorteile gegenüber anderen Titanlegierungen wie dem beliebten Ti-6Al-4V:
Ti-6Al-4V
- Am häufigsten verwendete Titanlegierung
- Günstigeres Material
- Mäßige Festigkeit mit guter Schweißbarkeit
- Weniger formbar als TC4 ELI
TC4 ELI
- Höhere Zug- und Ermüdungsfestigkeit
- Geringerer Sauerstoffgehalt verbessert die Bruchzähigkeit
- Erhöhte Duktilität und Bruchsicherheit
- Ausgezeichnete Biokompatibilität für medizinische Anwendungen
- Einsatz für anspruchsvollere Anwendungen in der Luft- und Raumfahrt
Weitere wichtige Titanlegierungen sind Ti-6Al-4V ELI, Ti 5553 und Ti 64 mit unterschiedlichen Eigenschaften. TC4 ELI bietet die beste Kombination aus Festigkeit, Duktilität und Ermüdungsbeständigkeit für kritische Anwendungen.
Zukunftsaussichten für TC4 ELI Additive Manufacturing
Die Zukunft sieht vielversprechend aus für den erweiterten Einsatz des TC4 ELI-Pulverbettdrucks in verschiedenen Branchen:
- Zunehmende Verbreitung in der Industrie über das Prototyping hinaus bis hin zu Produktionsanwendungen.
- Maschinen der neuen Generation mit größerem Bauvolumen, die größere Bauteile ermöglichen.
- Weiterentwicklung von neuartigen TC4 ELI-Legierungsderivaten und Verbundwerkstoffen.
- Verbessertes Verständnis der Beziehungen zwischen Prozess, Mikrostruktur und Eigenschaften.
- Fortschritte bei den Nachbearbeitungsmethoden zur Verbesserung der Materialeigenschaften.
- Vermehrter Einsatz von hybriden Fertigungsverfahren, die AM und CNC-Bearbeitung kombinieren.
- Erweiterte Anwendungen im medizinischen Bereich für Implantate und Instrumente.
- Zertifizierung von 3D-gedruckten TC4 ELI-Teilen für regulierte Luft- und Raumfahrtkomponenten.
- Die Automobil- und Energiebranche profitiert von leichten, hochfesten Teilen.
- Senkung der Pulverkosten durch Wiederverwendungs- und Recyclinginitiativen.
Angesichts der laufenden Material- und Verfahrensentwicklungen ist die additive Fertigung des TC4 ELI in den kommenden Jahren in allen Sektoren auf eine erhebliche Expansion eingestellt.

Schlussfolgerung
Die Titanlegierung TC4 ELI bietet eine außergewöhnliche Kombination aus hoher statischer Festigkeit und Ermüdungsfestigkeit, Duktilität, Bruchzähigkeit, Korrosionsbeständigkeit und Biokompatibilität, was sie zu einem idealen Werkstoff für anspruchsvolle Anwendungen in der Luft- und Raumfahrt, Medizin, Automobil- und Energiebranche macht.
Der 3D-Druck mittels selektivem Laserschmelzen oder Elektronenstrahlschmelzen ermöglicht die Herstellung komplexer TC4 ELI-Teilegeometrien mit feinen Mikrostrukturen und günstigen mechanischen Eigenschaften. Allerdings sind die Optimierung der Prozessparameter sowie Nachbehandlungen entscheidend für die Eigenschaften, die Maßhaltigkeit und die Oberflächengüte.
Mit der Weiterentwicklung der additiven Fertigungsmethoden werden TC4 ELI-Teile immer häufiger vom Prototyping bis zur Produktion für hochwertige Bauteile eingesetzt, die eine leichte Festigkeit unter extremen Bedingungen erfordern. Mit seiner Designfreiheit und Anpassungsfähigkeit erschließt der 3D-Druck das volle Potenzial dieser modernen Titanlegierung.
FAQs
Hier finden Sie Antworten auf einige häufig gestellte Fragen zu TC4 ELI-Titanlegierungspulver:
Was sind die Hauptvorteile von TC4 ELI gegenüber anderen Titanlegierungen?
TC4 ELI bietet eine höhere Festigkeit, Duktilität, Bruchzähigkeit und Ermüdungsbeständigkeit im Vergleich zu Standardlegierungen wie Ti-6Al-4V. Sein niedriger Sauerstoffgehalt verbessert die mechanischen Eigenschaften.
In welchen Branchen wird die Titanlegierung TC4 ELI verwendet?
In der Luft- und Raumfahrt, der Medizintechnik, der Automobilindustrie, der Energiewirtschaft und der Konsumgüterindustrie wird TC4 ELI eingesetzt, wenn ein hohes Verhältnis von Festigkeit zu Gewicht, Korrosionsbeständigkeit, Biokompatibilität und Ermüdungseigenschaften entscheidend sind.
Welche 3D-Druckverfahren können die TC4 ELI-Legierung verarbeiten?
Selektives Laserschmelzen (SLM) und Elektronenstrahlschmelzen (EBM) sind die beiden wichtigsten Verfahren für das Drucken von TC4-ELI-Teilen im Pulverbett.
Welche Nachbearbeitungsschritte sind bei gedruckten TC4 ELI-Teilen typischerweise erforderlich?
Zu den üblichen Nachbearbeitungen gehören das Entfernen von Stützen, Spannungsentlastung, heißisostatisches Pressen, Wärmebehandlung, Oberflächenveredelung und Qualitätsprüfung. Dadurch werden das Mikrogefüge und die mechanischen Eigenschaften maßgeschneidert.
Welcher Korngrößenbereich wird für TC4 ELI-Pulver empfohlen?
Ein Partikelgrößenbereich von 10-45 Mikrometern ist typisch für TC4 ELI-Pulver. Dies sorgt für einen guten Pulverfluss und gleichzeitig für eine hohe Auflösung beim Druck.
Wie sind die Materialeigenschaften von gedruckten TC4 ELI-Teilen im Vergleich zu geknetetem oder gegossenem TC4 ELI?
Mit optimierten SLM/EBM-Parametern und Nachbearbeitungen kann gedrucktes TC4 ELI die Zugfestigkeit und Härte von Knetwerkstoffen erreichen oder sogar übertreffen, während die Duktilität etwas geringer ist.
Welche Arten von TC4 ELI-Bauteilen werden heute in 3D gedruckt?
Zu den gedruckten TC4 ELI-Bauteilen gehören Flugzeug- und Triebwerksteile, biomedizinische Implantate, Automobilkomponenten, Fluid-Handling-Teile für die Energieindustrie und Konsumgüter.
Welche künftigen Fortschritte sind beim TC4 ELI-Druck zu erwarten?
Erweiterte Legierungen/Verbundwerkstoffe, größere Bauvolumen, niedrigere Kosten, hybride Fertigung, neue Anwendungen in verschiedenen Branchen und weitere Verbesserungen der Eigenschaften sind einige der zukünftigen Trends für TC4 ELI AM.