CuCrZr (C18150) Legierung ist eine ausscheidungshärtende Legierung, die für ihre hohen mechanischen, thermischen und elektrischen Eigenschaften bekannt ist. Die Legierung wird häufig in Wärmeaustauschgeräten und auf dem Gebiet der Kernfusion verwendet.
CuCrZr-Legierung ist eine sehr attraktive Legierung, die reines Kupfer in vielen Anwendungen ersetzen kann, mit einem Cr-Gehalt zwischen 0,5 und 1,2 Gew.-% und einem Zr-Gehalt zwischen 0,03 und 0,3 Gew.-%. Außerdem lässt es sich im Vergleich zu reinem Kupfer leichter mit Hilfe der laserbasierten additiven Fertigungstechnik herstellen, die über bessere mechanische Eigenschaften verfügt und eine ausreichend hohe Wärmeleitfähigkeit gewährleistet, die in vielen Anwendungen als effektive Alternative zu reinem Kupfer gilt.
Für gefälschte CuCrZr-LegierungLösungsglühen und Aushärten sind die wichtigsten Wärmebehandlungen, die durchgeführt werden können, während bei LPBF-CuCrZr-Legierungen auf das Lösungsglühen verzichtet werden kann.
Lösungsglühen: Diese Behandlung erfolgt durch Erhitzen des Materials in einer schützenden, inerten Atmosphäre (in der Regel Ar) über 900 °C für 30 Minuten oder mehrere Stunden. Das Material wird dann schnell in Wasser oder Luft abgekühlt, um die Kupfermatrix mit Cr und Zr zu übersättigen. Bei LPBF-Teilen ist diese Behandlung bereits während des LPBF-Prozesses abgeschlossen, da das Schmelzbad schnell genug abkühlt, um als Abschreckung zu wirken und ein übersättigtes Gefüge zu erzeugen. Lösungsgeglühte Teile sind sehr weich und die mechanischen Eigenschaften sind zu schwach, so dass sie nicht als separate Wärmebehandlung betrachtet werden können.
Altershärtung: Diese Behandlung folgt in der Regel auf das Lösungsglühen und wird bei niedrigeren Temperaturen über einen längeren Zeitraum durchgeführt (typischerweise von 400°C bis 600°C, bis zu 6 Stunden in einer inerten Umgebung (Ar, Vakuum, N2 und manchmal auch in H2-Atmosphäre). Diese Behandlung soll die kontrollierte Ausscheidung harter intermetallischer Phasen in übersättigten Werkstoffen ermöglichen, um binäre oder ternäre Verbindungen von Cu, Cr und Zr herzustellen.
In dieser Arbeit werden nur Aushärtung wurde bei einer festen Temperatur von 550 °C untersucht, wobei drei verschiedene Dauern geprüft wurden. Ziel war es, zu verstehen, wie sich die Dauer der Wärmebehandlung auf das Material auswirkt und ob die Aushärtungsbehandlung geeignet ist, die mechanischen Anforderungen an CuCrZr bei der additiven Fertigung von Fusionsreaktorkomponenten zu erfüllen.
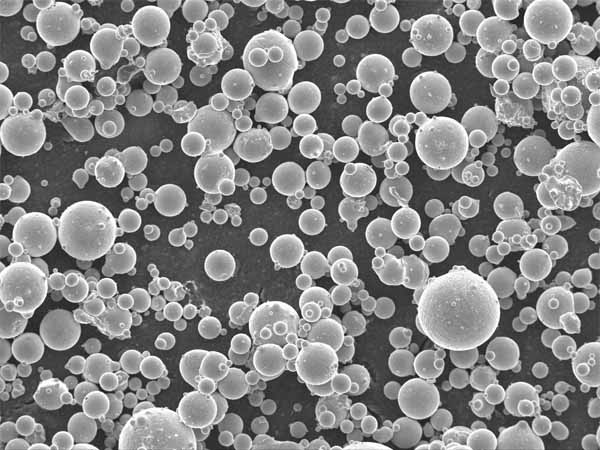
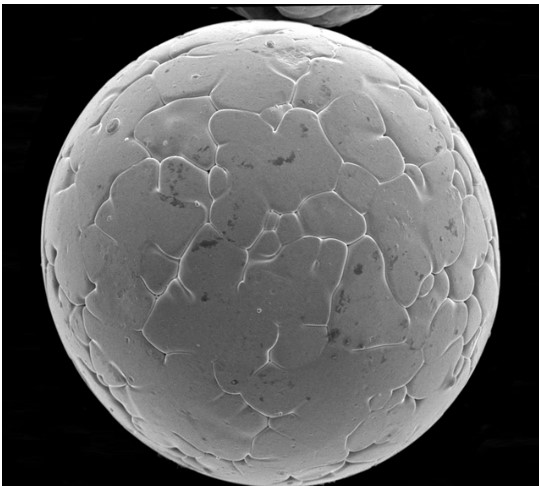
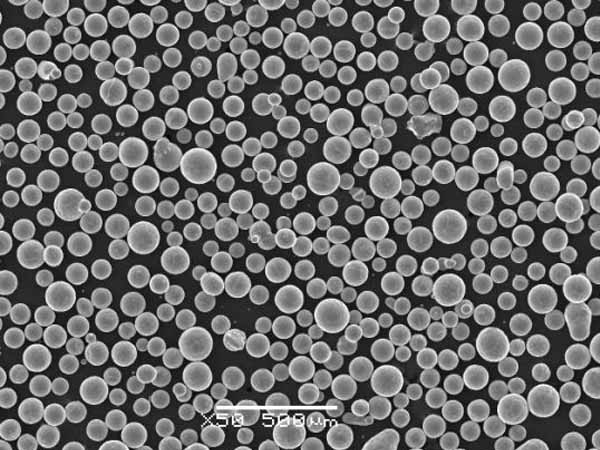
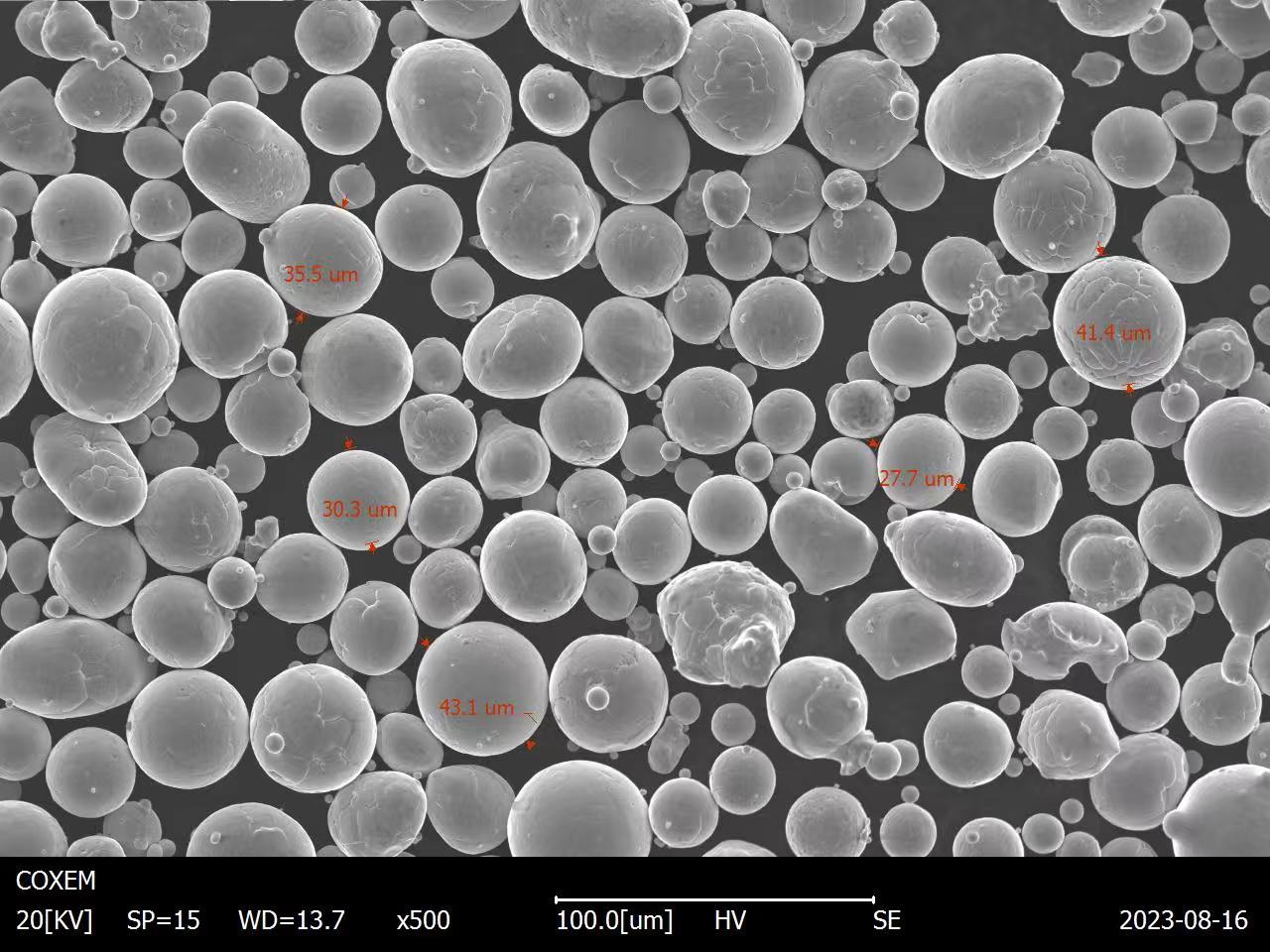
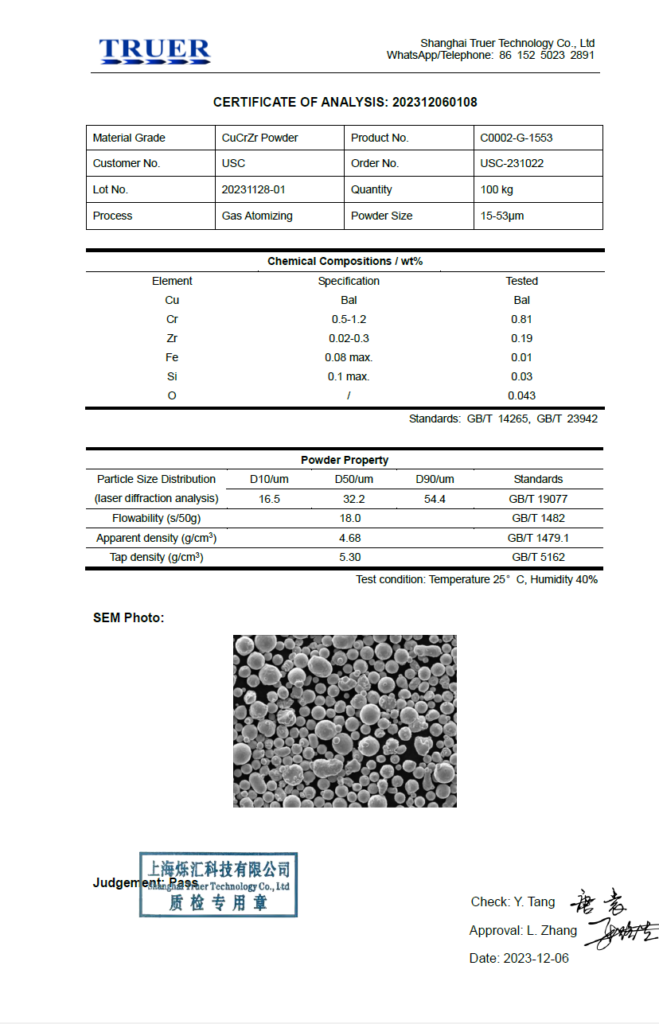
Die chemische Zusammensetzung, Partikelgrößenverteilung (PSD) und Partikelform des Pulvers die in dieser Studie verwendet wurden, sind in der nachstehenden Bescheinigung aufgeführt:
In dieser Studie wurden die für die Untersuchung verwendeten Proben in nahezu netzförmige Geometrien gedruckt. Anschließend wird die Probe maschinell bearbeitet, um die raue Haut zu entfernen und die Probe in die richtige Geometrie für Härtetests zu bringen.
Die Parameter werden optimiert, um die höchste Probendichte mit einer Kombination aus Scan-Abstand (im Bereich von 0,06-0,1 mm), Lasergeschwindigkeit (von 350 bis 650 mm/s) und Laserleistung von 370 W zu erreichen, wobei die Streifenbreite auf 5 mm und die Schichtdicke auf 0,03 mm für alle Schichten festgelegt wird. Bei jeder Schicht ändert sich die Richtung der Streifen mit einer 67°-Drehung. Die vertikale Ausrichtung in diesem Projekt entspricht der Ausrichtung des Gebäudes. Diagramm in Abbildung 1:
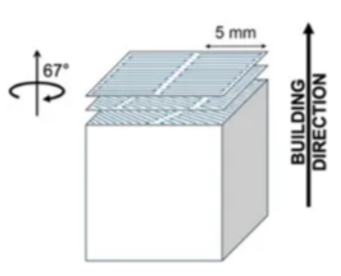
Abbildung 1. Schematische Darstellung des additiven Fertigungsprozesses
Es wurden vierzig Würfel (10 mm x 10 mm x 10 mm) mit verschiedenen Kombinationen von Scanabständen und Scangeschwindigkeiten hergestellt. Ihre Dichte wurde dann mit der Archimedes-Methode gemessen.
Die Bestandsproben wurden mit drei Verfahren behandelt Alterungshärtung Dauer bei 550 °C für 1 h, 3 h und 6 h in einer Stickstoffatmosphäre mit einer Aufheiz- und Abkühlgeschwindigkeit von 150 °C/h (Abkühlung im Ofen und unter Schutzatmosphäre).
Das Histogramm in Abbildung 2 zeigt die durchschnittliche relative Dichte aller Kombinationen der untersuchten Prozessparameter, gemessen mit der Archimedes-Methode. Die Referenzdichte ist gleich 8,8869 g/cm3. Dieser Wert wird dann zur Berechnung der relativen Dichte der additiv hergestellten Probe verwendet.
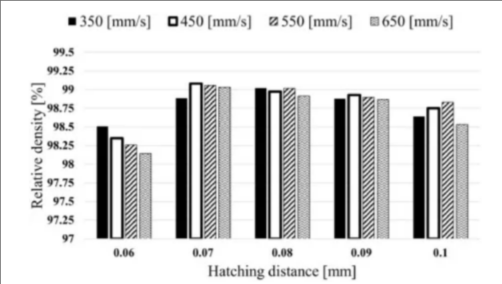
Abbildung 2. Die relative Dichte der Proben in Abhängigkeit von den Prozessparametern
Die höchste relative Dichte (99,15%) wurde mit den folgenden Prozessparametern erreicht: Laserleistung 370 W, Scan-Abstand (Schraffurabstand) 0,07 mm, Scan-Geschwindigkeit 450 mm/s und Streifenbreite 5 mm. Bei einem Scan-Abstand von 0,07 mm gab es keine signifikante Änderung der relativen Dichte bei unterschiedlicher Scangeschwindigkeit.
Ein Scan-Abstand von 0,06 mm ist nicht gut für die Dichte und führt zu Dichtewerten im Bereich von 98-98,5%. Dies kann auf einen Wärmestau zurückzuführen sein, der zu einer Überhitzung führt, die die endgültige Dichte verringert.
Abbildung 3 zeigt das Mikrogefüge der Proben nach 1h und 6h Alterungsbehandlung. Es zeigte sich, dass eine längere Dauer der Aushärtung die mikrostrukturellen Merkmale, die bei geringen Vergrößerungen beobachtet werden können, nicht verändert, 1h Dauer im Vergleich zu 6h Dauer.
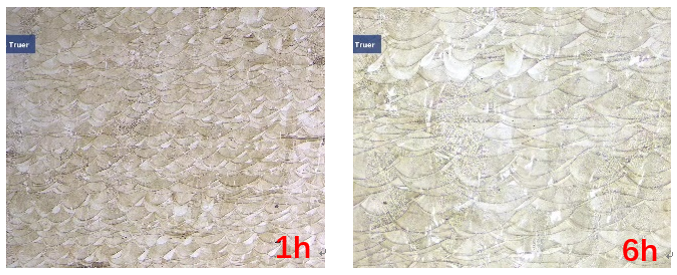
Abbildung 3. Mikrogefüge von 1h- und 6h-Proben
Abbildung 4 zeigt mikroskopische REM-Aufnahmen der 6h-Probe. Es sind viele kreisförmige Partikel in säulenförmigen Körnern zu sehen (insbesondere in Abbildung 5c), bei denen es sich um nanoharte Partikel handeln könnte. Weitere EDS-Untersuchungen dieser Ausscheidungen in Nanogröße zeigten, dass es sich um kleine Cr- oder Zr-Ausscheidungen von wenigen bis 50 Nanometern handelt, die gleichmäßig im Material verteilt sind.
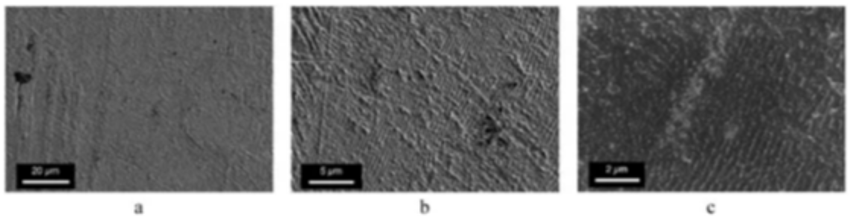
Abbildung 4 REM-Sekundärelektronenbilder bei verschiedenen Vergrößerungen nach 6-stündiger Alterung bei 550 °C
In den untersuchten Proben wurden auch Defekte festgestellt. Abbildung 5 zeigt einige Defekte, die für AM-Teile typisch sind, wie z. B. die fehlende Verschmelzung (LoF) und Porosität, die hauptsächlich durch Gaseinschlüsse entsteht.
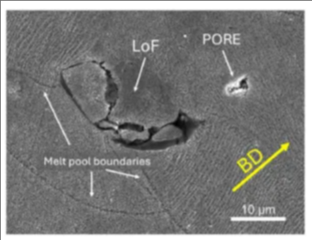
Abbildung 5 Festgestellte Mängel im Querschnitt der LPBF-Bauprobe
Abbildung 6 sind die Werte der Vickers-Mikrohärte für ungebaute und wärmebehandelte Proben. Es ist leicht zu erkennen, dass die Härte im eingebauten Zustand niedriger ist als bei den gealterten Proben: 1 Stunde Alterung bei 550 °C verbessert die Härte erheblich (165 HV, das Doppelte des Wertes von 84 HV bei den eingebauten Proben). Nach 3 Stunden Alterung begann die Härte der Probe zu sinken (durchschnittlich 144 HV), und nach 6 Stunden Behandlung wurde das Material noch weicher, aber auch in diesem Fall gab es eine Verbesserung gegenüber dem eingebauten Zustand. Dies bedeutet, dass die Dauer von 6 Stunden zu lang ist und zu einer Vergröberung der Ausscheidungen führt. Es ist zu erkennen, dass bereits 1 Stunde die Härte des Materials im Vergleich zum eingebauten Zustand erhöht. Das bedeutet, dass das Material nach 1 Stunde bereits überaltert ist.
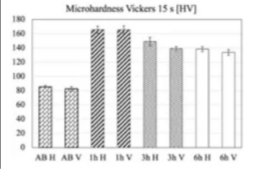
Abbildung 6: Vickers-Mikrohärtewerte für Proben im Originalzustand und gealterte Proben
Zusammenfassend lässt sich sagen, dass die Alterungsbehandlung aus mechanischer Sicht vielversprechend für die Verbesserung der mechanischen Eigenschaften von LPBF CuCrZr-Legierungen ist. Es müssen jedoch noch einige Untersuchungen durchgeführt werden, um die richtige Kombination aus Pulvereigenschaften, LPBF-Parametern und Alterungsprozess zu finden.