Überblick über Superlegierungspulver
Superlegierungspulver ist ein Hochleistungsmaterial, das zur Herstellung von Teilen für anspruchsvolle Anwendungen in der Luft- und Raumfahrt, der Energieerzeugung und bei industriellen Prozessen verwendet wird. Superlegierungen haben eine hervorragende mechanische Festigkeit, Beständigkeit gegen thermische Kriechverformung, Oberflächenstabilität und Korrosions-/Oxidationsbeständigkeit bei hohen Temperaturen.
Superlegierungspulver sind Legierungszusammensetzungen, die durch Gasverdüsung zu feinen Pulvern mit einer für pulvermetallurgische Verfahren geeigneten Teilchengröße hergestellt werden. Die am häufigsten verwendeten Superlegierungen sind Nickel-, Kobalt- oder Eisenbasislegierungen. Superlegierungen auf Nickelbasis machen über 50% des Gesamtanteils aus. Die Kornstruktur und die einzigartigen Eigenschaften von Superlegierungen sind auf die Mischkristallverfestigung durch Refraktärmetalle wie Molybdän und Wolfram sowie die Ausscheidungshärtung durch Zwischenphasen zurückzuführen.
Wichtige Eigenschaften und Merkmale von Superlegierungspulvern:
| Eigentum | Merkmale |
|---|---|
| Zusammensetzung | Nickel, Kobalt, Legierungen auf Eisenbasis mit Chrom, Aluminium, Titan, Tantal usw. |
| Legierungselemente | Chrom, Aluminium, Titan, Molybdän, Wolfram, Niob, Tantal |
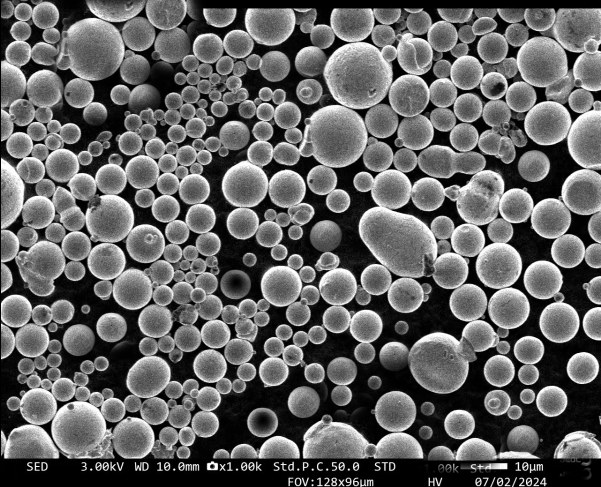
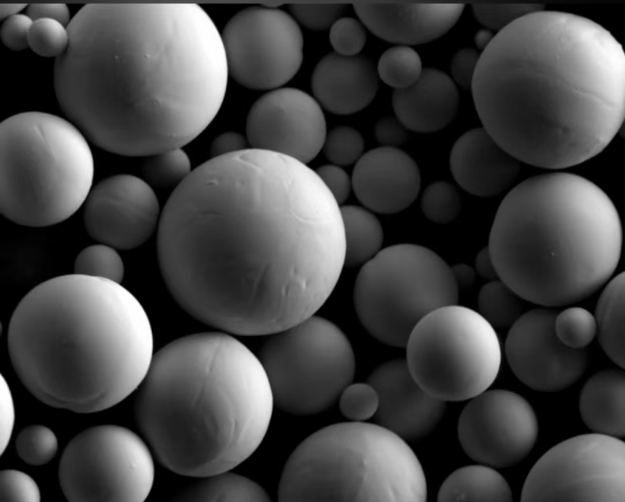
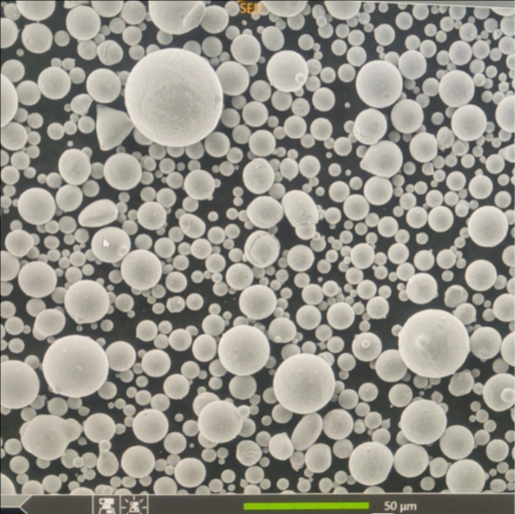
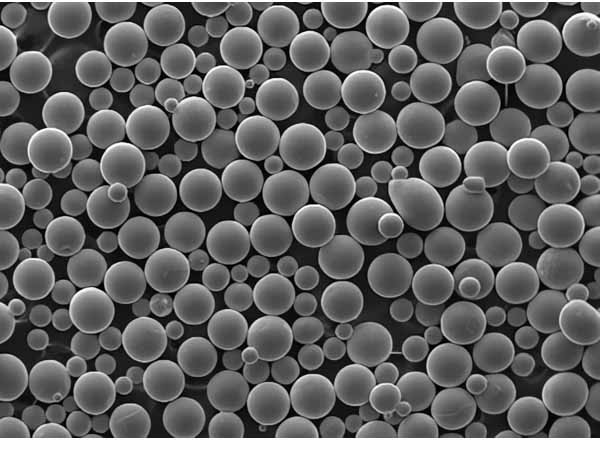
| Herstellungsverfahren | Gaszerstäubung zu feinen kugelförmigen Pulvern |
| Partikelform | Sphärische Morphologie ideal für die Pulvermetallurgie |
| Partikelgrößenverteilung | Typischerweise 10 - 45 Mikrometer |
| Fließfähigkeit des Pulvers | Gute Fließeigenschaften |
| Thermische Stabilität | Beibehaltung der Festigkeit bei Temperaturen über 1000°C |
| Dichte | Etwa 8-9 g/cm3 |
| Stärke | Sehr hohe Festigkeit bis zu 1300 MPa |
| Korrosionsbeständigkeit | Ausgezeichnete Oxidations- und Korrosionsbeständigkeit |

Anwendungen und Einsatzmöglichkeiten von Superlegierungspulver
Superlegierungspulver ist aufgrund seiner hohen Leistungseigenschaften zu einem unverzichtbaren Werkstoff in der Luft- und Raumfahrt, der Energieerzeugung und der allgemeinen Industrie geworden. Einige wichtige Anwendungen sind:
| Industrie | Anwendungen |
|---|---|
| Luft- und Raumfahrt | Turboladerräder, Turbinenschaufeln, Scheiben, Befestigungselemente, Raketendüsen, Schubumkehrsysteme |
| Stromerzeugung | Turbinenschaufeln, Scheiben, Wellen für landgestützte Gasturbinen, Generatoren |
| Öl und Gas | Bohrlochwerkzeuge, Ventile, Bohrkronen, Komplettierungswerkzeuge |
| Automobilindustrie | Turboladerkomponenten, Ventile, Ringe, Auspuffkomponenten |
| Allgemeine Industrie | Strangpresswerkzeuge, Umformwerkzeuge, Ventil- und Pumpenteile, Vorrichtungen für die Wärmebehandlung |
| Chemische Verarbeitung | Wärmetauscher, Reaktionsbehälter, Ventile |
Die einzigartige Fähigkeit von Superlegierungen, ihre mechanische Festigkeit, Kriechfestigkeit und Oxidations-/Korrosionsbeständigkeit bei hohen Temperaturen über 1000 °C aufrechtzuerhalten, macht sie unentbehrlich für Düsentriebwerke, landgestützte Gasturbinen sowie für Anwendungen unter extremen Bedingungen. Ihr Einsatz nimmt in allen Branchen weiter zu.
Arten von Superlegierungspulvern
Im Laufe der Jahrzehnte wurden zahlreiche Varianten von Superlegierungspulver entwickelt, um die immer anspruchsvolleren Eigenschaftsanforderungen zu erfüllen. Sie können in mehrere große Legierungsfamilien eingeteilt werden:
Superlegierungen auf Nickelbasis
Superlegierungen auf Nickelbasis machen über 50% aller hergestellten Superlegierungen aus. Ihre Hochtemperaturfestigkeit beruht auf der Mischkristallverfestigung durch Refraktärmetalle wie Mo, Ta, W und der Ausscheidungshärtung durch Zwischenphasen wie Ni3(Al, Ti). Gängige Legierungen sind:
- Inconel 718
- Inconel 625
- Rene 65
- Waspaloy
Superlegierungen auf Kobaltbasis
Sie enthalten mehr als 50% Kobalt und Elemente wie Chrom, Wolfram und Molybdän. Sie haben eine ausgezeichnete Hochtemperaturfestigkeit bis zu 1100°C. Gängige Legierungen sind:
- Haynes 25
- FSX-414
- Haynes 188
Superlegierungen auf Eisenbasis
Eisen-Nickel- und Eisen-Nickel-Kobalt-Legierungen, die durch Zusätze von Chrom, Aluminium und Yttrium verstärkt werden. Sie sind dehnbarer und billiger, haben aber eine geringere Festigkeit als Ni- und Co-Legierungen. Beispiele sind:
- A-286
- 901
- 903
Oxid-Dispersions-verfestigte Superlegierungen
Diese enthalten hochstabile Oxidpartikel wie Yttriumoxid, die die Versetzungsbewegung behindern. Dies sorgt für eine hervorragende Kriechbeständigkeit bei extremen Temperaturen über 1100°C. Legierungen sind:
- MA-6000E
- MA-754
- MA-6000
Spezifikationen für Superlegierungspulver
Superlegierungspulver wird in verschiedenen Legierungsgraden und Pulvergrößenverteilungen hergestellt, um die Anforderungen verschiedener additiver Fertigungsverfahren und Endteileigenschaften zu erfüllen.
| Parameter | Einzelheiten |
|---|---|
| Legierungssorten | Inconel 718, Haynes 282, Rene 65, Hastelloy X, 316L, 17-4PH usw. |
| Größe des Pulvers | 10 - 45 Mikrometer typisch |
| Partikelform | Sphärische Morphologie |
| Größenverteilung | Unimodale Verteilungen wie 10-25μm oder bimodale Mischungen wie 10-45 μm |
| Fließfähigkeit | Hall-Durchflussrate > 28 s/50g, AOR > 0,80 |
| Scheinbare Dichte | Etwa 2 - 5 g/cc loses Pulver zu 60% dichten Teilen |
| Reinheit | >99,9%, Gasverdüsung ergibt hohe Reinheit |
| Sauerstoffgehalt | <100 ppm |
| Wasserstoffgehalt | <5 ppm |
Kritische Parameter sind Pulvergröße, Form, chemische Zusammensetzung, Fließeigenschaften, Schüttdichte und Reinheitsgrad. Diese bestimmen sowohl die Verarbeitbarkeit als auch die Qualität des Endprodukts.
Superlegierungspulver Designstandards
Während Superlegierungen ursprünglich auf der Grundlage empirischer Entwicklungen entwickelt wurden, ermöglicht die Computerthermodynamik heute die Vorhersage von Phasengleichgewichten und Eigenschaften.
| Standard | Beschreibung |
|---|---|
| AMS 5383G | Standardspezifikation für Superlegierungspulver auf Nickelbasis für rheniumfreie Anwendungen |
| AMS 5662M | Aufkohlung und Wärmebehandlung von Teilen aus Nickellegierungen |
| AMS 2759/6 | Aushärtungswärmebehandlung für Superlegierungs-Feingussstücke |
| AMS 2774A | Wärmebehandlung von Teilen aus Kobaltlegierungen |
| AMS 5664M | Vorbereitung von Teilen aus Kobaltlegierungen für die thermische Bearbeitung |
| ASTM B214 | Standard für die Charakterisierung von Superlegierungspulver |
| ISO 4957:1999 | Methode zur Bestimmung des Pulverdurchsatzes |
Sowohl ASTM International als auch ASM International bieten umfangreiche Ressourcen zu empfohlenen Verfahren für die Herstellung von Superlegierungspulver, die thermische Verarbeitung, die Qualitätskontrolle, Prüfverfahren und Anwendungen.
Herstellungsprozess von Superlegierungspulver
Die Gasverdüsung ist die wichtigste Technik zur Herstellung von feinem Superlegierungspulver für die additive Fertigung. Das Verfahren beinhaltet:
- Induktionsschmelzbarren mit der Legierungszusammensetzung
- Einspeisung des Schmelzestroms in eine nahgekoppelte Zerstäubungsdüse
- Zerteilen der Schmelze in feine Tröpfchen durch Hochdruckzerstäubungsgas (N2 oder Ar)
- Erstarrung des Pulvers als kugelförmige Partikel in der Sprühkammer
- Sammlung von klassifizierten Pulverfraktionen
Die Abkühlungsrate von 106 K/s führt zu einem feinkörnigen Gefüge. Die Pulver weisen eine kugelförmige Morphologie auf, die für die Fließfähigkeit entscheidend ist.
Preisgestaltung für Superlegierungspulver
Superlegierungspulver ist ein hochwertiges Material, dessen Preise von der Legierungssorte, dem Qualitätsniveau, der Losgröße und dem Hersteller abhängen. Einige typische Preisspannen sind:
| Superlegierung | Preisspanne |
|---|---|
| Inconel 718 | $50 - $120 pro kg |
| Inconel 625 | $60 - $250 pro kg |
| Haynes 282® | $60 - $120 pro kg |
| Rene 65 | $150 - $200 pro kg |
Die Preise sind abhängig von:
- Preise für Basismetalle - Nickel, Kobalt, Chrom
- Reinheitsgrade
- Pulverqualität - Partikelgrößenverteilung, Fließfähigkeit, Schüttdichte
- Bestellmenge - 1 kg bis Tonnage Großaufträge
- Herstellereigene Zusammensetzung, Qualitätsstandards
Top-Lieferanten von Superlegierungspulver
Zu den weltweit wichtigsten Anbietern von Hochleistungs-Superlegierungspulvern gehören:
| Anbieter | Wichtige Produkte |
|---|---|
| Sandvik Fischadler | Rene 65, Inconel 718, 625, Hastelloy X |
| Lockheed Martin | Ti-6Al-4V, Inconel 718, 316L |
| Praxair | Ti-6Al-4V-Titan, Kobaltlegierungen |
| AP&C | Rene 65 und 88, Astroloy, LSHR |
| Tekna Fortgeschrittene Materialien | UDIMET 720, A286, 316L, 17-4PH |
| Zimmerer-Zusatzstoff | 17-4PH, IN625, Ti-6Al-4V |
| Oerlikon Metco | Waspaloy, Hastelloy X, Haynes 282 |
| Erasteel | Kundenspezifische Legierungen auf Nickel- und Eisenbasis |
Bei der Auswahl eines Anbieters sind unter anderem folgende Faktoren zu berücksichtigen:
- Palette der angebotenen Legierungen
- Konsistenz der chemischen Zusammensetzung und der Pulverqualität
- Geringerer Gehalt an Sauerstoff- und Stickstoffverunreinigungen
- Chargenprüfungsdaten für kritische Parameter
- Preisgestaltung im Verhältnis zu Qualitätsniveau und Eigenschaften
- Vorlaufzeit und Lieferfristen

Installation von Anlagen zur Verarbeitung von Superlegierungspulver
Beim Umgang mit feinen reaktiven Superlegierungspulvern sind besondere Vorsichtsmaßnahmen erforderlich, um Verunreinigungen oder Explosionen zu vermeiden.
| Tätigkeit | Benötigte Ausrüstung/Hilfsmittel |
|---|---|
| Zustellung des Pulvers | Handschuhkästen, versiegelte Behälter |
| Lagerung des Pulvers | Inertgas-Lagereinheiten, Schränke mit Argon/Stickstoff |
| Handhabung | Schutzkleidung, Gesichtsmasken, Handschuhe |
| Siebung | Geschlossene Siebe, Zyklon-Siebanlagen |
| Mischen | Gekapselte Tumbler/Trommelmischer |
| Beladung des Trichters | Anschlüsse des Handschuhfachs an den Trichter des Druckers |
Alle Pulverhandlingsysteme sollten sauerstoff- und feuchtigkeitsfrei sein, um eine Kontamination zu verhindern. Um das Einatmen von feinem Pulver zu vermeiden, sollten Schutzkleidung und Masken getragen werden. Eine ordnungsgemäße Erdung muss gewährleistet sein, um statische Aufladung zu vermeiden.
Bewährte Praktiken für den Betrieb von Superlegierungs-Pulverdruckern
Um fehlerfreie Drucke mit Superlegierungspulver zu erzielen, muss der gesamte AM-Workflow optimiert werden:
| Bühne | Bewährte Praktiken |
|---|---|
| Superlegierungspulver | Verwendung von Frischpulver mit idealer Größenverteilung und Morphologie |
| Drucker einrichten | Kalibrierung von Laserleistung, Scanpfaden und Wiederbeschichtungsmechanismus. Aufrechterhaltung des Inertgasniveaus. |
| Software-Einstellungen | Optimierung der Prozessparameter - Schichthöhe, Scanmuster, Geschwindigkeiten |
| Druckauftrag | Ausrichtung und Halterungen einstellen. Überwachen Sie Pulverbett, Laserpfade und Temperatur. |
| Nachbearbeitung | Spannungsabbau, heißisostatisches Pressen, Wärmebehandlung, HIP und Bearbeitung zur Verbesserung der Eigenschaften |
Entscheidende Faktoren sind ein optimales Pulverbett, ein kalibrierter Energieeintrag und die Minimierung der inneren Spannungen. Die Abstimmung der Softwareparameter auf den Legierungstyp und die Zieleigenschaften ist entscheidend. Eine sorgfältige thermische Nachbehandlung verbessert die Leistung des fertigen Teils.
Wartung von Superlegierungs-Pulverdruckern
Eine regelmäßige vorbeugende Wartung der wichtigsten Komponenten ist für einen zuverlässigen Betrieb und eine maximale Betriebszeit des Druckers unerlässlich.
| System | Wartungsaufgaben | Zeitplan |
|---|---|---|
| Zustellung des Pulvers | Kolbendichtungen prüfen, verschlissene Dichtungen ersetzen | Monatlich |
| Klingen neu beschichten | Reinigen, verschlissene Teile ersetzen | Wöchentlich |
| Laser-Optik | Linsen und Spiegel reinigen, Ausrichtung beibehalten | Vor jedem Produktionsaufbau |
| Strahlführungssystem | Galvanometer prüfen, Objektivbewegung fokussieren | Monatlich oder pro 500 Stunden |
| Kammern | Dichtheitsprüfungen, Gaslecktests | Monatlich oder pro 100 Stunden |
| Sinteranlage | Heizelemente, Thermoelemente prüfen | Monatlich oder pro 500 Stunden |
| Gaslieferung | Überwachung von Manometern und Durchflussmessern | Täglich |
| Vakuum-System | Inspektion von Pumpen, Dichtungen und Leitungen | Monatlich oder pro 500 Stunden |
Die strikte Einhaltung der OEM-Wartungspläne ist für einen zuverlässigen Betrieb und beste Druckqualität auf lange Sicht unerlässlich.
Wie man einen Lieferanten für Superlegierungspulver auswählt
Die Wahl des richtigen Anbieters von Superlegierungspulver ist entscheidend für die Herstellung hochwertiger Komponenten durch additive Fertigung von Metallen. Hier sind die wichtigsten Faktoren, die zu beachten sind:
- Verschiedene Legierungsvarianten verfügbar
- Gleichbleibende chemische Zusammensetzung von Charge zu Charge
- Kontrollierbare Partikelgrößenverteilung auf Basis des Nennbereichs
- Sphärische Morphologie und Fließfähigkeit
- Geringe Verunreinigungen durch Sauerstoff/Stickstoff
- Scheinbare Dichte und Hallendurchflussraten gemäß Spezifikationen
- Detailliertes Analysenzertifikat für jede Pulverpartie
- Möglichkeit zur Anpassung von Legierungen und Partikelgrößenverteilung
- Wettbewerbsfähige Preise im Verhältnis zum Qualitätsniveau
- Reputation, Erfahrung und Kundenrezensionen
- Vorlaufzeit und Liefertreue
- Reaktion auf technische Fragen und Unterstützung
Es wird empfohlen, Muster zu erstellen, um die Leistung des Pulvers aus erster Hand zu beurteilen. Geben Sie der gleichbleibenden Qualität den Vorrang vor dem niedrigsten Preis, um Druckfehler zu vermeiden.
Vorteile des Superlegierungspulvers
Superlegierungspulver bietet einzigartige Vorteile, die seinen erweiterten Einsatz für kritische Metall-AM-Komponenten vorantreiben:
- Behält hohe Festigkeit und Modul über 1000°C
- Widersteht Kriechverformungen unter Belastung bei hohen Temperaturen
- Widersteht thermischer Ermüdung und dynamischer Beanspruchung
- Ausgezeichnete Oxidations- und Korrosionsbeständigkeit
- Geringerer Wärmeausdehnungskoeffizient als bei Stählen
- Feine Gefüge aus schneller Erstarrung als Pulver
- Erzielung komplexer Formen, die mit Guss-/Bearbeitungsmethoden nicht realisierbar sind
- Reduziert den Rohstoffabfall im Vergleich zu subtraktiven Methoden
- Ermöglicht die Optimierung von Gewicht und Leistung von Designs
- Pulverbettschmelzen AM ermöglicht komplexe Durchgänge und Kühlkanäle
Die Kombination aus hervorragenden mechanischen Eigenschaften bei extremen Umgebungsbedingungen, Formkomplexität und minimalem Rohstoffabfall machen Superlegierungen ideal für die Herstellung von Teilen mittels additiver Fertigung durch Pulverbettschmelzen.
Beschränkungen von Superlegierungspulver
Superlegierungen sind zwar unübertroffen leistungsfähig, doch müssen bestimmte Einschränkungen berücksichtigt werden:
- Sehr hohe Kosten für das Rohmaterial Superlegierungspulver
- Begrenzte Anzahl von qualifizierten Lieferanten für Pulver in Luft- und Raumfahrtqualität
- Variable Pulverzusammensetzung, Größenverteilung und Fließeigenschaften
- Hohe Empfindlichkeit der Eigenschaften gegenüber Verunreinigungen und Defekten
- Tendenz zur Porosität bei frisch gedruckten Bauteilen
- Erfordernis von HIP und Wärmebehandlung zur Erzielung der geforderten Eigenschaften
- Anisotropie und innere Spannungen erhöhen die Anforderungen an die Bearbeitung
- Hoher manueller Arbeitsaufwand für die Entfernung der Stützen
- Begrenzte Größen für das Pulverbettschweißen, typischerweise unter 500 mm
- Herausforderung beim Erreichen enger Maßtoleranzen bei AM-Teilen
Die hohen Kosten für qualitativ hochwertiges Superlegierungspulver in Verbindung mit der zusätzlichen Nachbearbeitung sind derzeit die wichtigsten Hindernisse für eine breitere Anwendung.
Superlegierungspulver im Vergleich zur traditionellen Herstellung
Hier ein Vergleich zwischen der Verwendung von Superlegierungspulver für AM und herkömmlichen Guss-/Schmiedeverfahren:
| Faktor | Superlegierungspulver AM | Gießen/Schmieden |
|---|---|---|
| Abfälle von Rohstoffen | Sehr gering, erfordert nur eine bestimmte Menge an Pulver zur Herstellung des Teils | Hohe Materialverluste durch Bearbeitung, Formgebung |
| Kosten pro Teil | Höheres, teures Pulver und mehrere Nachbearbeitungsschritte | Geringer aufgrund von Skaleneffekten |
| Vorlaufzeit | Länger aufgrund von Nachbearbeitungsanforderungen | Kürzere, etablierte industrielle Prozesse |
| Wertzuwachs | Designfreiheit, Gewichtsreduzierung, Leistungssteigerung | Ausgereifte Technologien, vorhersehbare Ergebnisse |
| Qualitätskontrolle | Kritische Bewertung von Pulver und gedruckten Teilen erforderlich | Zertifizierte Materialien, validierte Prozesse |
| Reifegrad der Lieferkette | Wenige qualifizierte Anbieter, die sich noch in der Entwicklung befinden | Etablierte Industrie mit zertifizierten Lieferanten |
| Anwendungen | Komplexe Teile, hohe Leistung, geringe Stückzahlen | Einfachere Geometrien, Massenproduktion |
Während die Pulver-AM bahnbrechende Bauteildesigns und -eigenschaften ermöglicht, punktet die konventionelle Fertigung nach wie vor mit der Reife der Lieferkette und den Kosten pro Bauteil bei Produktionsmengen. Beide werden sich weiter entwickeln.

FAQs
Welche Arten von Superlegierungspulver werden in der AM am häufigsten verwendet?
Die am häufigsten verwendeten Superlegierungspulver für die additive Fertigung sind Nickelbasislegierungen wie Inconel 718, Inconel 625 und Kobaltbasislegierungen wie Haynes 282.
Welche Partikelgrößenverteilung ist für AM optimal?
Empfohlen wird eine Partikelgröße zwischen 15 und 45 Mikrometern, wobei die Anforderungen an die Größe vom jeweiligen additiven Herstellungsverfahren abhängen. Für das Jetting von Bindemitteln wird eine Durchschnittsgröße von unter 20 Mikron bevorzugt.
Welche Faktoren beeinflussen die Kosten von Superlegierungspulver?
Die Kosten hängen in erster Linie von den Basislegierungselementen wie Nickel und Kobalt ab. Strengere Kontrollen der Pulvergrößenverteilung, der Verunreinigungen und der Qualität führen ebenfalls zu höheren Kosten. Auch die Mindestbestellmengen der Lieferanten wirken sich auf die Stückpreise aus.
Warum ist die Form bei Superlegierungspulvern wichtig?
Eine kugelförmige Partikelform ermöglicht eine gleichmäßige Verteilung und Verdichtung des Pulvers während des Drucks. Unregelmäßige Formen erschweren den Pulverfluss und führen zu Defekten in den gedruckten Komponenten.
Wie wird verhindert, dass Superlegierungspulver bei der Lagerung und Handhabung oxidieren?
Superlegierungspulver sind sehr empfindlich gegenüber Oxidation und Feuchtigkeitsaufnahme. Alle Handhabungsschritte werden in versiegelten Gloveboxen unter inertem Argon- oder Stickstoffgas durchgeführt, um Oxidation zu verhindern.
Welche Nachbearbeitungsschritte werden bei AM-Komponenten aus Superlegierungen durchgeführt?
Die meisten gedruckten Superlegierungskomponenten werden einer Lösungsglühung mit anschließender Wärmebehandlung unterzogen, um eine optimale Mikrostruktur und mechanische Eigenschaften zu erzielen, die mit denen von Knetwerkstoffen vergleichbar sind. Heißisostatisches Pressen (HIP) wird ebenfalls eingesetzt, um innere Hohlräume und Porosität zu beseitigen.
Welche Beispiele gibt es für Teile aus Superlegierungen, die mit AM hergestellt wurden?
Die additive Fertigung mit Superlegierungen wird zur Herstellung von Brennkammerauskleidungen, Kraftstoffdüsen, Turbinenschaufeln und -leiträdern, Schaufeln und Scheiben für Düsentriebwerke, Rohren für petrochemische Öfen, Turbomaschinenkomponenten und leichten Strukturteilen für die Luft- und Raumfahrt eingesetzt.
Welche AM-Technologien werden bei Superlegierungspulvern eingesetzt?
Die gebräuchlichsten Verfahren sind das Pulverbettschmelzen, einschließlich des selektiven Laserschmelzens (SLM), des direkten Metall-Lasersinterns (DMLS) und des Elektronenstrahlschmelzens (EBM). Auch das Binder-Jetting ist für die Herstellung von Komponenten aus Superlegierungen im Kommen.
Wie schneidet die AM mit Superlegierungspulver im Vergleich zu subtraktiven Verfahren ab?
AM ermöglicht leichtere, komplexere Teilegeometrien, die mit subtraktiven Verfahren wie der maschinellen Bearbeitung nicht zu erreichen sind. Subtraktive Verfahren verfügen jedoch über ausgereiftere Lieferketten und niedrigere Kosten pro Teil bei den derzeitigen Produktionsmengen. Beide entwickeln sich rasch weiter.