概要 超合金パウダー
超合金粉末は、航空宇宙、発電、工業プロセスなどの要求の厳しい用途の部品を製造するために使用される高性能材料です。超合金は、機械的強度、熱クリープ変形に対する耐性、表面安定性、高温での耐食性/耐酸化性に優れています。
超合金粉末は、ガスアトマイズによって粉末冶金技術に適した粒径の微粉末に製造される合金組成物である。最も広く使用されている超合金は、ニッケル、コバルト、鉄ベースの合金である。ニッケル基超合金は全体の50%以上を占めている。超合金の結晶粒構造とユニークな特性は、モリブデンやタングステンのような耐火性金属による固溶強化と中間相による析出硬化によるものである。
超合金粉末の主な特性と特徴:
| プロパティ | 特徴 |
|---|---|
| 構成 | ニッケル、コバルト、鉄とクロムの合金、アルミニウム、チタン、タンタルなど。 |
| 合金元素 | クロム、アルミニウム、チタン、モリブデン、タングステン、ニオブ、タンタル |
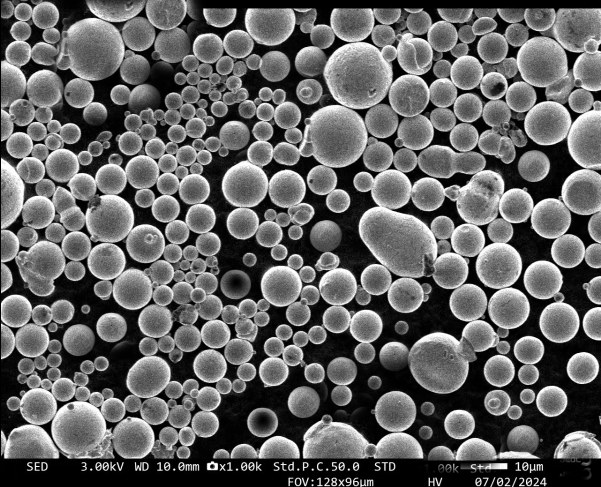
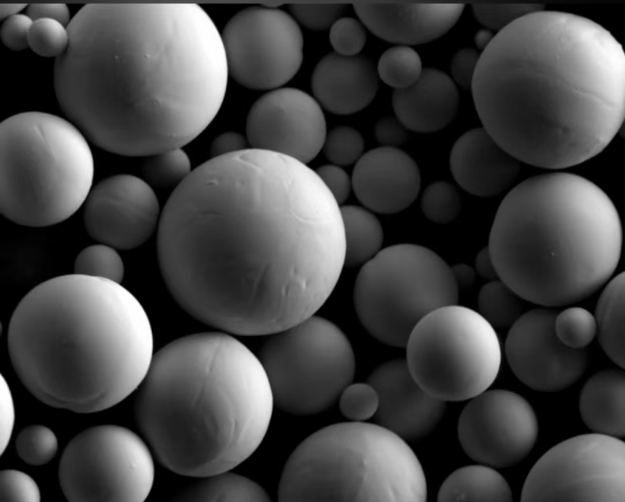
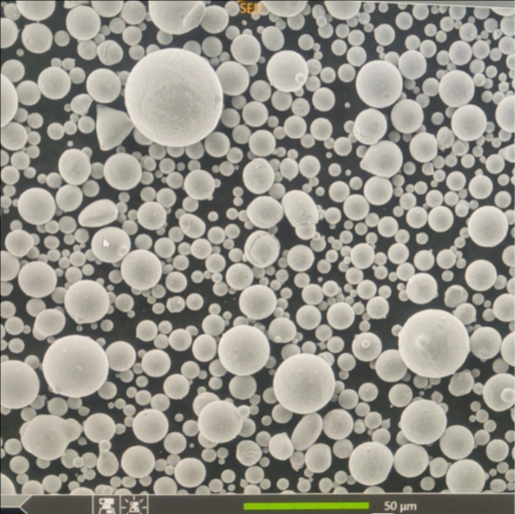
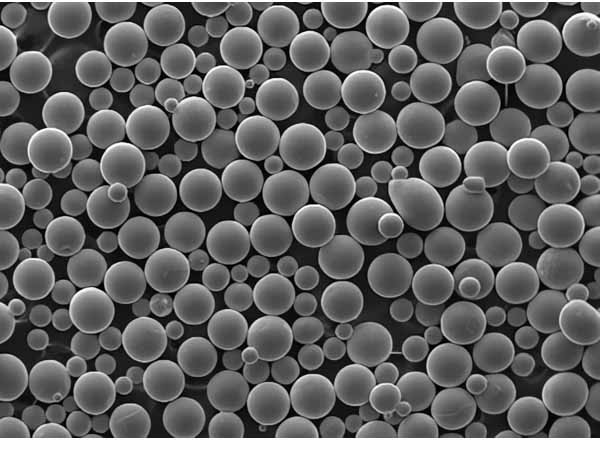
| 製造工程 | 微細球状粉末へのガスアトマイズ |
| 粒子形状 | 粉末冶金に理想的な球状形態 |
| 粒度分布 | 通常10~45ミクロン |
| 粉体の流動性 | 良好な流動特性 |
| 熱安定性 | 1000℃以上の温度でも強度を維持 |
| 密度 | 8~9g/cm3前後 |
| 強さ | 1300 MPaまでの非常に高い強度 |
| 耐食性 | 優れた耐酸化性と耐食性 |

超合金粉末の用途と使用例
超合金粉末は、その高性能特性により、航空宇宙、発電、および一般産業分野にわたって不可欠な材料となっています。主な用途は以下の通り:
| 産業 | アプリケーション |
|---|---|
| 航空宇宙 | ターボチャージャーホイール、タービンブレード、ディスク、ファスナー、ロケットノズル、スラストリバーサーシステム |
| 発電 | 陸上ガスタービン、発電機用タービンブレード、ディスク、シャフト |
| 石油・ガス | ダウンホールツール、バルブ、ドリルビット、コンプリーションツール |
| 自動車 | ターボチャージャー部品、バルブ、リング、排気部品 |
| 一般産業 | 押出金型、成形工具、バルブ・ポンプ部品、熱処理治具 |
| 化学処理 | 熱交換器、反応容器、バルブ |
1000℃を超える高温下でも機械的強度、耐クリープ性、耐酸化性・耐食性を維持できる超合金独自の特性により、ジェットエンジンや陸上ガスタービン、過酷な環境を伴う用途に不可欠な材料となっている。その用途は、産業界全体で拡大し続けている。
超合金粉末の種類
超合金粉末は、要求される特性がますます厳しくなる中で、数十年にわたり多くの種類が開発されてきました。これらはいくつかの主要な合金ファミリーに分類することができます:
ニッケル基超合金
ニッケル基超合金は、全超合金生産量の50%以上を占める。その高温強度は、Mo、Ta、Wのような耐火性金属による固溶強化と、Ni3(Al、Ti)のような中間相による析出硬化に由来する。一般的な合金は以下の通り:
- インコネル718
- インコネル625
- ルネ65
- ワスパロイ
コバルト基超合金
50%以上のコバルトとクロム、タングステン、モリブデンなどの元素を含む。1100℃までの高温強度に優れている。一般的な合金は以下の通り:
- ヘインズ25
- FSX-414
- ヘインズ188
鉄基超合金
鉄-ニッケルおよび鉄-ニッケル-コバルト合金にクロム、アルミニウム、イットリウムを添加して強化したもの。これらはNiやCo合金よりも延性があり安価であるが、強度は低い。例としては
- A-286
- 901
- 903
酸化物分散強化超合金
これらは、転位運動を妨げるイットリアのような安定性の高い酸化物粒子を含んでいる。これにより、1100℃を超える極端な温度でも優れた耐クリープ性が得られる。合金は
- MA-6000E
- MA-754
- MA-6000
超合金粉末仕様
超合金粉末は、様々な添加剤製造プロセスや最終部品の特性の要件を満たすために、様々な合金グレードと粉末サイズ分布で製造されています。
| パラメータ | 詳細 |
|---|---|
| 合金グレード | インコネル718、ヘインズ282、ルネ65、ハステロイX、316L、17-4PHなど。 |
| パウダーサイズ | 10~45ミクロン(代表値 |
| 粒子形状 | 球状の形態 |
| サイズ分布 | 10~25μmのような単峰性分布、または10~45μmのような双峰性混合分布 |
| 流動性 | ホール流量 > 28 s/50g、AOR > 0.80 |
| 見かけ密度 | 2~5g/cc前後のルースパウダー~60%の緻密な部品 |
| 純度 | >99.9%以上、ガスアトマイズにより高純度を実現 |
| 酸素含有量 | <100 ppm |
| 水素含有量 | <5 ppm |
重要なパラメータは、粉末のサイズ、形状、化学組成、流動特性、見かけ密度、純度レベルである。これらは、最終的な部品の品質だけでなく、加工性も決定する。
超合金粉末設計基準
超合金は当初、経験的な開発によって設計されていたが、現在では計算熱力学によって相平衡と特性を予測することができる。
| スタンダード | 説明 |
|---|---|
| AMS 5383G | レニウムフリー用ニッケル基超合金粉末の標準仕様 |
| AMS 5662M | ニッケル合金部品の浸炭と熱処理 |
| AMS 2759/6 | 超合金インベストメント鋳物の時効硬化熱処理 |
| AMS 2774A | コバルト合金部品の熱処理 |
| AMS 5664M | 熱処理用コバルト合金部品の準備 |
| ASTM B214 | 超合金粉末特性評価基準 |
| ISO 4957:1999 | 粉体流量の測定方法 |
ASTMインターナショナルとASMインターナショナルの両社は、超合金粉末の製造、熱処理、品質管理、試験手順、用途に関する推奨実務に関する広範なリソースを提供している。
超合金粉末製造プロセス
ガスアトマイズは、積層造形に適した微細な超合金粉末を製造するための主要な技術である。このプロセスには以下が含まれる:
- 合金組成の誘導溶解インゴット
- メルトストリームを密着噴霧ノズルに注ぐ
- 高圧噴霧化ガス(N2またはAr)により、溶融物を微細な液滴に分解する。
- スプレーチャンバー内での粉末の球状粒子としての固化
- 分類された粉末画分の収集
106K/sの冷却速度により、微細な粒状組織が得られる。粉末は流動性に重要な球状形態を示す。
超合金パウダー価格
超合金粉末は、合金グレード、品質レベル、ロットサイズ、メーカーにより価格が異なる高級素材です。代表的な価格帯は以下の通りです:
| 超合金 | 価格帯 |
|---|---|
| インコネル718 | 1kgあたり$50~$120 |
| インコネル625 | 1kgあたり$60~$250 |
| ヘインズ 282® | 1kgあたり$60~$120 |
| ルネ65 | 1kgあたり$150~$200 |
値段は状況によって異なる:
- ベースメタル価格 - ニッケル、コバルト、クロム
- 純度レベル
- 粉体の品質 - 粒度分布、流動性、見かけ密度
- 注文量 - 1 kgからトン単位の大量注文まで
- メーカー独自の組成、品質基準
超合金粉末トップサプライヤー
高性能超合金粉末の主な世界的サプライヤーには次のようなものがある:
| サプライヤー | 主要製品 |
|---|---|
| サンドビック・オスプレイ | ルネ65、インコネル718、625、ハステロイX |
| ロッキード・マーチン | Ti-6Al-4V、インコネル718、316L |
| プラクセア | Ti-6Al-4Vチタン、コバルト合金 |
| エーピーアンドシー | ルネ65および88、アストロロイ、LSHR |
| テクナ・アドバンスト・マテリアルズ | ウジメット720、A286、316L、17-4PH |
| カーペンター添加剤 | 17-4PH、IN625、Ti-6Al-4V |
| エリコン・メトコ | ワスパロイ、ハステロイX、ヘインズ282 |
| エラスティール | カスタム・ニッケルおよび鉄基合金 |
サプライヤーを選ぶ際に考慮すべき要素には、以下のようなものがある:
- 提供する合金の範囲
- 化学組成と粉体品質の一貫性
- 酸素と窒素の不純物レベルが低い
- 重要パラメータのバッチ試験データ
- 品質レベルと物件に見合った価格設定
- リードタイムと納期

超合金粉末処理装置の設置
反応性の微細な超合金粉末を取り扱う際には、汚染や爆発を防ぐために特別な注意が必要である。
| アクティビティ | 必要な機材/備品 |
|---|---|
| パウダーデリバリー | グローブボックス、密閉容器 |
| パウダー貯蔵 | 不活性ガス貯蔵ユニット、アルゴン/窒素キャビネット |
| ハンドリング | 防護服、フェイスマスク、手袋 |
| ふるい分け | 密閉型ふるい機、サイクロンふるい機 |
| ブレンド | 密閉式タンブル/ドラム・ブレンダー |
| ホッパーローディング | グローブボックスとプリンターホッパーの接続 |
汚染を防ぐため、パウダーハンドリングシステムはすべて無酸素・無湿でなければならない。微粉末を吸い込まないよう、保護具やマスクを着用すること。静電気の蓄積を防ぐため、適切なアースを確保しなければならない。
超合金粉末印刷機のベストプラクティス
超合金粉末で欠陥のないプリントを実現するには、AMワークフロー全体を最適化する必要がある:
| ステージ | ベストプラクティス |
|---|---|
| 超合金粉末 | 理想的な粒度分布と形態を持つ新鮮なパウダーを使用する。 |
| プリンタのセットアップ | レーザー出力、スキャンパス、リコート機構の校正。不活性ガスレベルの維持 |
| ソフトウェア設定 | プロセスパラメータ(レイヤーの高さ、スキャンパターン、速度)の最適化 |
| 印刷ジョブ | オリエンテーションとサポートの調整パウダーベッド、レーザーパス、温度をモニター。 |
| 後処理 | 応力除去、熱間静水圧プレス、熱処理、HIP、機械加工による特性改善 |
重要な要素は、最適な粉末ベッド、較正されたエネルギー投入、内部応力の最小化である。ソフトウェアのパラメータを合金の種類とターゲット特性に適合させることが重要です。入念な熱処理は、最終的な部品の性能を高めます。
超合金粉末印刷機のメンテナンス
主要部品の定期的な予防保守は、信頼性の高い動作とプリンターの稼働時間を最大化するために不可欠です。
| システム | メンテナンス・タスク | スケジュール |
|---|---|---|
| パウダーデリバリー | ピストンシールを点検し、摩耗したシールを交換する。 | 毎月 |
| ブレードの再コーティング | 清掃、磨耗部品の交換 | ウィークリー |
| レーザー光学 | レンズ、ミラーのクリーニング、アライメントの維持 | 各プロダクションビルドの前に |
| ビーム伝送システム | ガルバノメーター、フォーカスレンズの動きをチェック | 毎月または500時間ごと |
| チェンバーズ | シールチェック、ガス漏れテスト | 毎月または100時間ごと |
| 焼結システム | 発熱体、熱電対のチェック | 毎月または500時間ごと |
| ガス供給 | 圧力計と流量計をモニターする | 毎日 |
| 真空システム | ポンプ、シール、ラインの点検 | 毎月または500時間ごと |
信頼性の高い操作と最高の印刷品質を長期間維持するためには、OEMのメンテナンススケジュールを厳守することが不可欠です。
超合金粉末サプライヤーの選び方
適切な超合金粉末サプライヤーを選択することは、金属積層造形で高品質の部品を製造するために非常に重要です。以下は、考慮すべき主な要因である:
- 様々な種類の合金が利用可能
- バッチ間で一貫した化学組成
- 公称範囲に基づく制御可能な粒度分布
- 球状形態と流動性
- 低酸素/窒素不純物レベル
- 見掛け密度およびホール流量は仕様通り
- 各粉末ロットの詳細な分析証明書
- 合金と粒度分布をカスタマイズする能力
- 品質レベルに対して競争力のある価格設定
- 評判、経験、顧客レビュー
- リードタイムと納期の信頼性
- 技術的な問い合わせやサポートへの対応
パウダーの性能を直接評価するためのサンプルビルドをお勧めします。印刷不良を避けるため、最低価格よりも品質の安定性を優先してください。
超合金粉末の利点
超合金粉末は、重要な金属AM部品への使用を拡大するユニークな利点を提供する:
- 1000℃以上でも高い強度と弾性率を維持
- 高温下での荷重によるクリープ変形に強い。
- 熱疲労と動的ストレスに耐える
- 優れた耐酸化性と耐食性
- 鋼鉄よりも低い熱膨張係数
- 粉体としての急冷凝固による微細構造
- 鋳造/機械加工法では不可能な複雑な形状を実現
- 減算法に比べて原材料の無駄を削減
- 設計の重量と性能の最適化が可能
- 粉末床溶融AMは複雑な通路と冷却チャンネルを可能にする
極限環境下での卓越した機械的特性、形状の複雑さ、原材料の無駄の少なさを併せ持つ超合金は、粉末床溶融積層造形による製造部品に理想的である。
超合金粉末の限界
超合金は比類のない性能を発揮する一方で、ある種の制限を考慮する必要がある:
- 原料の超合金粉末のコストが非常に高い
- 航空宇宙グレードの粉末を供給する資格のあるサプライヤーの数は限られている。
- 粉体組成、粒度分布、流動特性が可変
- 不純物や欠陥に対する特性の感度が高い
- アズプリント部品における多孔性の傾向
- 必要な特性のためのHIPと熱処理の要件
- 異方性と内部応力による機械加工の必要性
- サポートの取り外しには手作業が必要
- パウダーベッド溶融用のサイズは限られており、通常は500 mm以下である。
- AM部品の厳しい寸法公差を達成する上での課題
高品質の超合金粉末のコストが高いことと、追加の後処理が必要なことが、現在のところ、広く採用されるための主な制限となっている。
超合金パウダーと従来の製造方法との比較
AMに超合金粉末を使用する場合と、従来の鋳造/鍛造法を使用する場合の比較です:
| ファクター | 超合金粉末 AM | 鋳造/鍛造 |
|---|---|---|
| 原材料廃棄物 | 非常に低く、部品製造に必要な粉の量のみ | 機械加工や成形工程による材料ロスが大きい。 |
| 部品単価 | 高価なパウダーと複数の後処理工程 | 規模の経済により低下 |
| リードタイム | 後処理が必要なため長くなる | より短く、確立された工業プロセス |
| 値上がり益 | 設計の自由度、軽量化、性能向上 | 成熟した技術、予測可能な生産量 |
| 品質管理 | 粉体部品とアズプリント部品に必要な批判的評価 | 認証された材料、検証されたプロセス |
| サプライチェーンの成熟度 | 適格なサプライヤーが少なく、まだ発展途上 | 認定サプライヤーを擁する確立された業界 |
| アプリケーション | 複雑な部品、高性能、少量生産 | よりシンプルな形状、大量生産 |
粉末AMが画期的な部品設計と特性を可能にする一方で、従来の製造は、サプライチェーンの成熟度と生産量における部品当たりのコストで依然として優位に立っている。どちらも進化し続けるだろう。

よくあるご質問
AMに使用される超合金粉末の最も一般的な種類は何ですか?
積層造形に最も広く使用されている超合金粉末は、インコネル718やインコネル625のようなニッケル基合金や、ヘインズ282のようなコバルト基合金である。
AMに最適な粒度分布は?
粒子径は15~45ミクロンの範囲が推奨されるが、サイズ要件は特定の添加剤製造プロセスによって異なる。バインダージェッティングでは、20ミクロン以下の平均粒径が好ましい。
超合金粉末のコストに影響を与える要因は何ですか?
コストは主に、ニッケルやコバルトのようなベースとなる合金元素に左右される。粉末の粒度分布、不純物、品質の管理が厳しくなると、コストも高くなる。サプライヤーからの最低発注量も、単位当たりの価格設定に影響する。
なぜ超合金粉末は形状が重要なのか?
球状の粒子形状により、印刷中にパウダーが均一に広がり、高密度化されます。不規則な形状は粉末の流動を困難にし、印刷部品に欠陥を生じさせる。
超合金粉末は、保管中や取り扱い中にどのように酸化を防いでいるのですか?
超合金粉末は酸化と吸湿に非常に敏感である。全ての取り扱い工程は、不活性アルゴンまたは窒素ガス下の密閉されたグローブボックス内で行われ、酸化を防ぎます。
AM超合金部品にはどのような後処理工程がありますか?
ほとんどのアズプリント超合金部品は、溶体化処理に続いて時効熱処理を行い、最適な微細構造と溶製材に匹敵する機械的特性を実現します。熱間等方圧加圧(HIP)は、内部のボイドや気孔を除去するためにも使用されます。
AMを使って超合金から作られた部品の例を教えてください。
超合金による積層造形は、燃焼室ライナー、燃料ノズル、タービンブレードとベーン、ジェットエンジン用ブレードとディスク、石油化学炉用チューブ、ターボ機械部品、航空宇宙用軽量構造部品の製造に使用されている。
超合金粉末を使ったAM技術とは?
最も一般的な方法は、選択的レーザー溶融(SLM)、直接金属レーザー焼結(DMLS)、電子ビーム溶融(EBM)を含む粉末床溶融プロセスである。超合金部品の製造には、バインダージェッティングも登場している。
超合金粉末AMとサブトラクティブ法の比較は?
AMは、機械加工のような減法的手法では実現できない、より軽量で複雑な部品形状を可能にする。しかし、サブトラクティブ工法はサプライチェーンがより成熟しており、現在の生産量では部品あたりのコストがより低い。どちらも急速に進歩し続けている。