Überblick über FeCoNiCr-Pulver
FeCoNiCr, auch bekannt als Stellite 21-Legierung, ist ein Mehrzweck-Superlegierungspulver auf Kobaltbasis, das für metallische 3D-Druckanwendungen in der Luft- und Raumfahrt, der Öl- und Gasindustrie, der Automobilindustrie und der Medizintechnik verwendet wird.
Zu den wichtigsten Eigenschaften von FeCoNiCr-Pulver gehören:
| Attribut | Beschreibung |
|---|---|
| Zusammensetzung | Eisen-, Kobalt-, Nickel- und Chromlegierung |
| Dichte | 8,2 g/cc |
| Schmelzpunkt | 1350°C |
| Wesentliche Merkmale | Hohe Festigkeit, Korrosionsbeständigkeit, Verschleißfestigkeit |
| Gebräuchliche Handelsnamen | Stellit 21, Haynes Stellit 21, Deloro 21, Tribaloy T-401 |
FeCoNiCr wird häufig für den Druck von Teilen verwendet, die eine hohe Härte, Abriebfestigkeit und Biokompatibilität erfordern, wie orthopädische Implantate, Werkzeuge sowie Öl- und Gaskomponenten. Es bietet eine vielseitige Kombination mechanischer Eigenschaften mit herkömmlichen 3D-Druckverfahren für Metalle.

Anwendungen von FeCoNiCr-Pulver
Dank seiner vielseitigen Materialeigenschaften hat FeCoNiCr ein breites Spektrum an industriellen Anwendungen:
| Industrie | Anwendungen |
|---|---|
| Luft- und Raumfahrt | Turbinenschaufeln, Fahrwerkskomponenten, Triebwerksteile |
| Öl und Gas | Ventile, Bohrlochkopfkomponenten, Bohrlochwerkzeuge |
| Automobilindustrie | Ventilkomponenten, Kolben, Turboladerräder |
| Industriell | Extrusionswerkzeuge, Spritzgießformen, Schneidwerkzeuge |
| Medizinische | Orthopädische Implantate, Prothetik, zahnmedizinische Geräte |
Es wird für kritische Anwendungen geschätzt, die Abrieb, hohen Temperaturen und korrosiven Umgebungen ausgesetzt sind. Die Möglichkeit, komplexe Geometrien aus FeCoNiCr in 3D zu drucken, bietet zusätzliche Designfreiheit.
Einige spezifische Anwendungsfälle sind:
- Turbinenschaufeln - Hohe Festigkeit und Hitzebeständigkeit bei erhöhten Temperaturen
- Orthopädische Implantate - Biokompatibilität und hohe Verschleißfestigkeit
- Extrusionsdüsen - Widerstehen dem Verschleiß im Dauerbetrieb
- Ventile und Dichtungen - Korrosionsbeständigkeit für Öl- und Gasumgebungen
- Schneidwerkzeuge - Härte und Verschleißeigenschaften für Bearbeitungsanwendungen
FeCoNiCr ermöglicht leichtere, stärker konsolidierte Teile mit besseren mechanischen Eigenschaften als herkömmliche Herstellungsverfahren.
Eigenschaften von FeCoNiCr-Pulver für den 3D-Druck
Das für die additive Fertigung verwendete FeCoNiCr-Pulver hat folgende Zusammensetzung und Eigenschaften:
| Attribut | Einzelheiten |
|---|---|
| Chemische Zusammensetzung | 27-38% Cr, 35-55% Co, 15-25% Ni, 3-5% Fe |
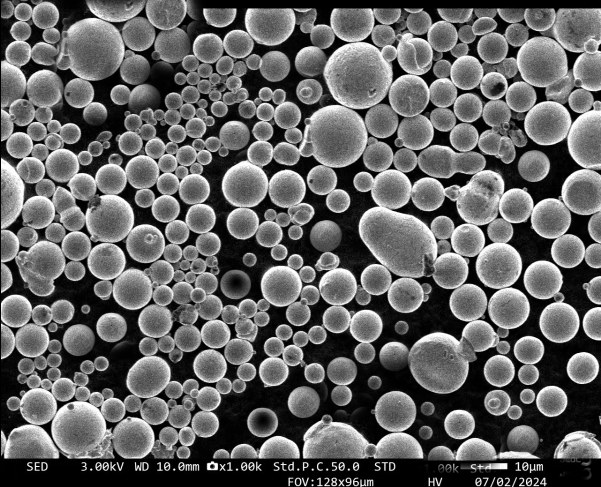
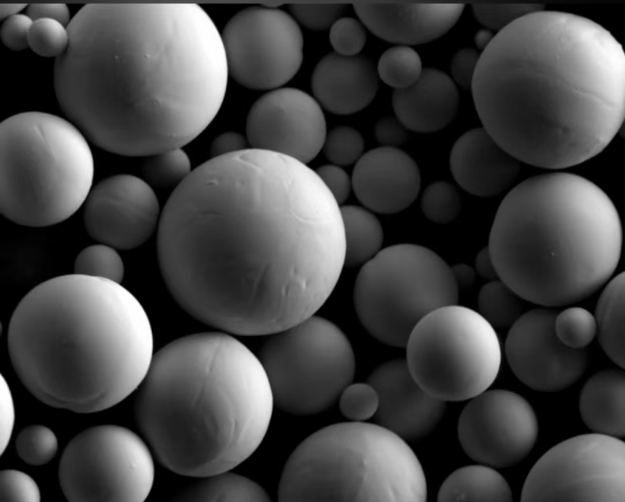
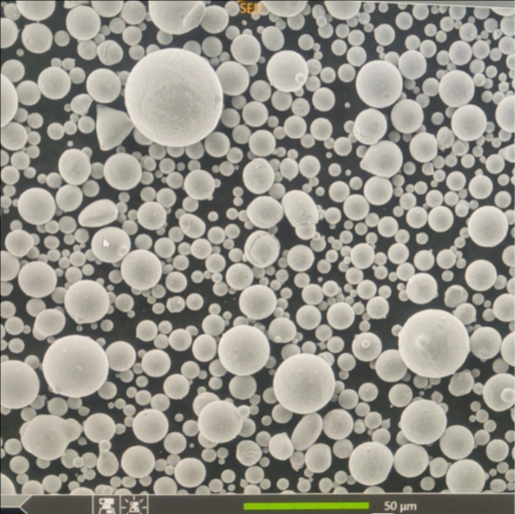
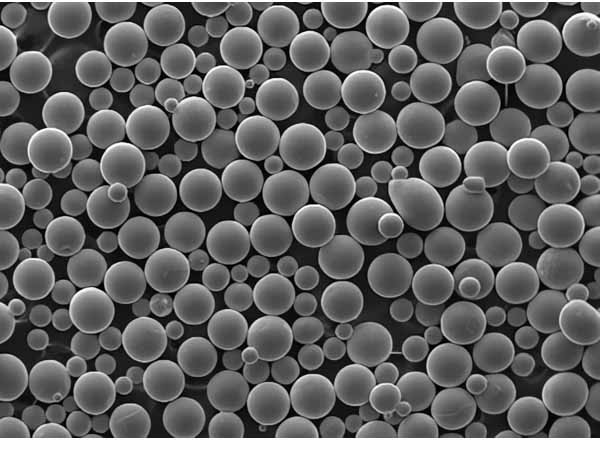
| Partikelform | Sphärische Morphologie mit einigen Satelliten |
| Partikelgröße | 15-45 Mikrometer Durchmesser |
| Fließfähigkeit | Ausgezeichnete Fließeigenschaften, nicht agglomeriert |
| Scheinbare Dichte | Typischerweise über 4 g/cc |
| Schmelzpunkt | 1260-1350°C |
| Druckverfahren | Bindemittelstrahlverfahren, Pulverbettschmelzen |
Die hohe Pulverqualität und die wiederholbare Zusammensetzung ermöglichen einen stabilen Druck mit hoher Dichte mit FeCoNiCr. Die kugelförmige Morphologie sorgt für einen reibungslosen Pulverfluss und eine gleichmäßige Schichtabscheidung.
Durch spezielle Gaszerstäubungstechniken wird FeCoNiCr-Pulver hergestellt, das den strengen Größenverteilungen entspricht, die für Metall-AM-Verfahren erforderlich sind. Die Bestandteile werden geschmolzen und in feine Tröpfchen geschleudert, die sich zu Pulver verfestigen.
Metall 3D Drucker Spezifikationen für FeCoNiCr
Für das Drucken von FeCoNiCr-Teilen sind industrielle 3D-Metalldrucker mit den folgenden typischen Fähigkeiten erforderlich:
| Parameter | Spezifikation |
|---|---|
| Volumen aufbauen | 100-500 x 100-500 x 100-500 mm |
| Laserleistung | 300-500 W |
| Präzisionsoptik | 50-100 μm Spotgröße |
| Schichtdicke | 20-100 μm |
| Scangeschwindigkeit | Bis zu 10 m/s |
| Inertes Gas | Argon oder Stickstoff |
| Handhabung des Pulvers | Automatisierte Systeme mit geschlossenem Regelkreis |
| Kontrolliert | Robuste Software für die Produktion |
Die wichtigsten Anforderungen sind eine hohe Laserleistung zum Schmelzen der FeCoNiCr-Legierung, eine geringe Schichtdicke für die Auflösung und integrierte Pulverhandhabungssysteme.
Spezialisierte Warmarbeitsstähle oder Aluminiumoxid-Keramikplatten widerstehen den hohen Temperaturen. Hochleistungsfähige Inertgasfiltersysteme schützen die Optik vor reaktiven Metallpulvern.
Konstruktionsprinzipien für den 3D-Druck mit FeCoNiCr
Zur Optimierung von Teilen, die aus FeCoNiCr-Pulversollten die folgenden Gestaltungsgrundsätze beachtet werden:
| Entwurfsbereich | Leitlinien |
|---|---|
| Wandstärke | Mindestens 1 mm Wandstärke, bei tragenden Teilen höher |
| Überhänge | Mindestens 45°-Winkel, bei Bedarf Stützen verwenden |
| Toleranzen | Berücksichtigung von ±0,2% Maßgenauigkeit und Nachbearbeitung |
| Oberflächengüte | Wie gedruckt ist die Oberfläche rau, maschinell bearbeitet, poliert oder kugelgestrahlt |
| Eigenspannung | Konstruktion zur Minimierung von Verformungen, Einsatz von spannungsreduzierenden Wärmebehandlungen |
| Fluchtlöcher | Drainagepfade zum Entfernen von losem Pulver einschließen |
Die Simulation von Bauteilen mit den tatsächlichen Parametern und Pulvereigenschaften dient der Validierung des Entwurfs. Eine Software zur Topologieoptimierung kann FeCoNiCr-Teile für eine bessere Leistung leichter machen.
Typische mechanische Eigenschaften der FeCoNiCr-Legierung
Die gedruckten FeCoNiCr-Komponenten weisen die folgenden ungefähren mechanischen Eigenschaften auf:
| Eigentum | Wert |
|---|---|
| Dichte | 8,2 g/cc |
| Härte | 50 HRC |
| Zugfestigkeit | 1050 MPa |
| Streckgrenze | 880 MPa |
| Dehnung bei Bruch | 8% |
| Elastizitätsmodul | 210 GPa |
Aufgrund dieser Eigenschaften eignet sie sich gut für tragende Teile, die eine hohe Härte und Festigkeit erfordern. Eine Wärmebehandlung kann die mechanische Leistung der Legierung weiter verbessern.

Lieferanten von FeCoNiCr-Pulver für den 3D-Druck
Zu den weltweit führenden Anbietern von gasverdüstem FeCoNiCr-Pulver gehören:
| Unternehmen | Produkt-Güteklassen | Typische Preisgestaltung |
|---|---|---|
| Tischlertechnik | Stellit 21 | $100-200/kg |
| Sandvik | Fischadler 21-IG | $120-250/kg |
| AP&C | FeCoNiCr, CoNiCrW | $150-300/kg |
| Praxair | Trillium 21 | $180-350/kg |
| TLS Technik | Termo 21 | $130-220/kg |
Die Preise variieren je nach Auftragsvolumen, Zusammensetzung und Partikelgrößenverteilung. Kundenspezifische Legierungen und Partikeleigenschaften können zu höheren Preisen führen.
Qualitativ hochwertiges, auf AM-Prozesse zugeschnittenes FeCoNiCr-Pulver ist entscheidend, um die gewünschten Materialeigenschaften in gedruckten Teilen zu erreichen.
Wie wählt man ein FeCoNiCr-Pulver Anbieter
Bei der Auswahl eines Lieferanten für FeCoNiCr-Pulver sollten die folgenden Faktoren berücksichtigt werden:
| Faktor | Kriterien |
|---|---|
| Kontrolle der Zusammensetzung | Enge Toleranzen für Elemente wie Cr, Co, Ni, C |
| Herstellungsverfahren | Gaszerstäubung gegenüber Wasserzerstäubung bevorzugt |
| Partikelgrößenverteilung | D50 von 20-45 μm, enge Partikelbereiche |
| Morphologie des Pulvers | Sphärische Form und glatte Oberfläche |
| Technische Unterstützung | F&E-Unterstützung, Anwendungsdaten, Tests |
| Qualitätszertifikate | ISO 9001, AS9100, ISO 13485 |
| Vorlaufzeit und Verfügbarkeit | Kurze Vorlaufzeiten, keine langfristigen Verträge |
| Reputation und Referenzen | Vertrauenswürdige Marke, Fallstudien, Kundenrezensionen |
Mit kleinen Testmustern kann die Druckfähigkeit überprüft werden, bevor große Mengen an Pulver gekauft werden.
Druckparameter für FeCoNiCr-Legierung
Um beim Drucken von FeCoNiCr-Teile mit hoher Dichte zu erhalten, sind typische Parameter für das Laser-Pulverbettschmelzen:
| Parameter | Bereich |
|---|---|
| Schichtdicke | 20-50 μm |
| Laserleistung | 150-400 W |
| Durchmesser des Strahls | 50-120 μm |
| Scan-Geschwindigkeit | 500-1000 mm/s |
| Abstand zwischen den Luken | 50-150 μm |
| Abschirmgas | Argon, Stickstoff |
| Vorwärmen der Bauplatte | 200-400°C |
Feine Schraffurabstände werden verwendet, um die Porosität zu begrenzen. Das Vorheizen der Bauplatte minimiert Eigenspannungen und Rollneigung. Für die Wahl der optimalen Parameter sind Probeaufbauten erforderlich.
Für das gerichtete Auftragen mit Energie werden höhere Laserleistungen von 1-4 kW mit größeren Schmelzbädern und dickeren Schichten um 0,5 mm verwendet. Die Drahtvorschubgeschwindigkeiten liegen je nach Bauteilmerkmalen zwischen 2 und 10 g/min.
Nachbearbeitungsmethoden für FeCoNiCr-Teile
Nach dem 3D-Druck umfassen die üblichen Nachbearbeitungsschritte für FeCoNiCr-Komponenten:
| Methode | Zweck |
|---|---|
| Entfernung der Stütze | Entfernen von Stützstrukturen aus dem gedruckten Teil |
| Stressabbau | Abbau von Eigenspannungen durch Wärmebehandlung |
| Heißisostatisches Pressen | Beseitigung innerer Hohlräume und Erhöhung der Dichte |
| Oberflächenbehandlung | Glätten von rauen, bedruckten Oberflächen durch Schleifen oder Polieren |
| Beitritt zu | Zusammenschweißen mehrerer Komponenten nach dem Druck |
| Beschichtungen | Galvanische Beschichtung oder DLC-Beschichtung für Verschleißfestigkeit |
Die richtige Kombination von Nachbearbeitungsverfahren hängt von den Anforderungen der Anwendung ab. HIP und Endbearbeitung werden üblicherweise bei funktionellen FeCoNiCr-Teilen eingesetzt.
Metallurgische Eigenschaften von gedrucktem FeCoNiCr
Das Drucken von FeCoNiCr-Pulver mittels Laser-Pulverbettschmelzen führt zu den folgenden metallurgischen Eigenschaften im Druckzustand:
| Attribut | Typisches Ergebnis |
|---|---|
| Mikrostruktur | Dendritische, schnell erstarrende Struktur |
| Porosität | Weniger als 1% mit optimierten Parametern |
| Homogenität der Legierung | Konsistente Verteilung der Elemente |
| Härte | 550-650 HV, 50-55 HRC |
| Zugfestigkeit | 1050-1200 MPa in der XY-Ebene |
| Oberflächenrauhigkeit (Ra) | Etwa 15 μm im gedruckten Zustand |
Die rasche Erstarrung führt zu einem feinen Korngefüge und einer höheren Feststofflöslichkeit der Legierungselemente im Vergleich zur konventionellen Verarbeitung.
Häufige Defekte in gedruckten FeCoNiCr-Teilen
Zu den möglichen Fehlern beim Drucken von FeCoNiCr-Teilen gehören:
| Defekt | Verursacht | Prävention |
|---|---|---|
| Verziehen | Eigenspannungen aus thermischen Gradienten | Scanstrategie optimieren, Vorwärmung nutzen |
| Knacken | Spröde Legierung, hohe Spannungen | Änderung der Geometrie, Wärmebehandlung für Duktilität |
| Anisotropie | Gerichtetes Gefüge | Drehen Sie die Bauausrichtung, entlasten Sie sich |
| Oberflächenrauhigkeit | Teilweise geschmolzenes Pulver, Kugelform | Einstellen von Scan-Geschwindigkeit, Strahlfokus und Pulvergröße |
| Einschlüsse | Verunreinigungen in Pulver | Hochreines Pulver verwenden, Inertgas filtern |
| Maßhaltigkeit | Schrumpfung, thermische Verformungen | Maschine kalibrieren, Stützstrukturen optimieren |
Versuche zur Parameteroptimierung und eine strenge Qualitätskontrolle des eingehenden Pulvers verringern die Fehlerquote.
Anwendungen von wärmebehandelten FeCoNiCr-Teilen
Durch Lösungsglühen und Aushärten lassen sich die Eigenschaften der gedruckten FeCoNiCr-Bauteile individuell anpassen:
| Anmeldung | Typische Wärmebehandlung | Vorteile |
|---|---|---|
| Luft- und Raumfahrtturbinen | 1240°C Lösung, 850°C Alterung | Erhöhte Zugfestigkeit, Kriechstromfestigkeit |
| Werkzeuge für die Extrusion | 1150°C Lösung, luftgekühlt | Verbesserte Härte, Verschleißfestigkeit |
| Kfz-Ventile | 1200°C Lösung, Luftabschreckung | Höhere Festigkeit für Ermüdungsfestigkeit |
| Schneidewerkzeuge | Alterung bei 1080°C für 16 Stunden | Maximale Härte, um Abrieb zu widerstehen |
Durch die Wärmebehandlung werden das Mikrogefüge und die Ausscheidungsbildung maßgeschneidert, um die gewünschten Eigenschaften zu erzielen. Gedrucktes FeCoNiCr bietet Flexibilität bei der Wärmebehandlung.
Qualifizierte gedruckte FeCoNiCr-Teile
Gedruckte FeCoNiCr-Komponenten erfordern die folgenden Tests und Prüfungen, um die Teile für die Endanwendung zu qualifizieren:
| Prüfverfahren | Typische Akzeptanzkriterien |
|---|---|
| Visuelle Kontrolle | Keine Risse, Oberflächenanomalien, Pulvereinschlüsse |
| Dichtheitsprüfung | Überprüfen Sie, dass die versiegelten Komponenten keine internen Lecks aufweisen. |
| Analyse der Dimensionen | Kritische Abmessungen innerhalb der technischen Toleranz |
| Messung der Dichte | Größere relative Dichte als 99% |
| Zugfestigkeitsprüfung | Mechanische Eigenschaften erfüllen oder übertreffen die Mindestwerte |
| Mikrostruktur | Überprüfung der gleichmäßigen, fehlerfreien Kornstruktur |
Durch zerstörungsfreie Prüfungen wie CT-Scans können innere Hohlräume aufgespürt werden, ohne dass Prüfstücke ausgeschnitten werden müssen. Gründliche Prüfungen gewährleisten eine zuverlässige Leistung im Betrieb.
Hauptanwendungen der FeCoNiCr-Legierung
Die einzigartigen Eigenschaften von FeCoNiCr machen es zu einem geeigneten Material für:
| Anmeldung | Vorteile |
|---|---|
| Turbinenschaufeln für die Luft- und Raumfahrt | Hält Temperaturen von 700°C und Verschleiß stand |
| Ventilsitze und -führungen für Kraftfahrzeuge | Widersteht Verschleiß und Abgasen mit hohen Temperaturen |
| Medizinische Implantate | Biokompatibel mit ausgezeichneter Korrosionsbeständigkeit |
| Werkzeuge für die Extrusion | Härte und Abriebfestigkeit bei 900°C |
| Komponenten für Bohrungen im Bohrloch | Hohe Festigkeit in korrosiven Umgebungen und unter hohem Druck |
Der 3D-Druck ermöglicht leichtere, konsolidierte Komponenten mit verbesserter Leistung für diese anspruchsvollen Anwendungen.
Wirtschaftliche Vorteile von FeCoNiCr im Vergleich zu herkömmlichen Materialien
Für viele Anwendungen bietet gedrucktes FeCoNiCr Kosten- und Leistungsvorteile gegenüber herkömmlichen Materialien wie Werkzeugstahl, Edelstahl und Inconel-Superlegierungen:
| FeCoNiCr | Vergleichsmaterial | |
|---|---|---|
| Dichte | 8,2 g/cc | 7,5-8,4 g/cc |
| Härte | 50-55 HRC | 30-55 HRC |
| Stärke | 1050 MPa | 550-1200 MPa |
| Abriebfestigkeit | Ausgezeichnet | Mäßig bis ausgezeichnet |
| Korrosionsbeständigkeit | Ausgezeichnet | Schlecht bis ausgezeichnet |
| Kosten pro kg | $100-300 | $20-500 |
FeCoNiCr bietet ein optimales Gleichgewicht zwischen Eigenschaften und Kosten, was es für die anspruchsvollsten Anwendungen wettbewerbsfähig macht.
Nachhaltigkeitsvorteile des Metall-3D-Drucks mit FeCoNiCr
Additive Fertigung mit FeCoNiCr-Pulver bietet gegenüber der konventionellen Herstellung Vorteile in Bezug auf die Nachhaltigkeit:
- Weniger Abfall - Drucken Sie nur das benötigte Material, anstatt es wegzubearbeiten
- Leichtbau - Optimierung von Konstruktionen zur Gewichtsreduzierung und Materialeinsparung
- Teilekonsolidierung - Kombinieren Sie Baugruppen zu einzelnen gedruckten Teilen
- On-Demand-Produktion - Druck von Teilen nach Bedarf statt Massenproduktion
- Hohe Wiederverwertbarkeit von Schrott - Nicht verwendetes Pulver kann für zukünftige Drucke wiederverwendet werden
- Lokale Produktion - Verringerung des CO2-Fußabdrucks von Transport und Logistik
Die Technologie ermöglicht nachhaltigere technische Ansätze über den gesamten Produktlebenszyklus hinweg. FeCoNiCr ist eine ausgezeichnete Wahl für umweltfreundliche Materialien.

FAQ
| Frage | Antwort |
|---|---|
| Welche Partikelgröße ist für den Druck von FeCoNiCr am besten geeignet? | 20-45 Mikrometer sind optimal. Zu fein führt zu schlechtem Fluss, zu grob zu geringer Auflösung. |
| Welche Alternativen gibt es zur FeCoNiCr-Legierung? | Inconel 718, rostfreier Stahl 316L und 17-4PH bieten ähnliche Eigenschaften. |
| Welche Oberflächenbeschaffenheit kann bei gedruckten FeCoNiCr-Teilen erzielt werden? | Die Oberfläche im Druckzustand ist mit Ra 15-20 μm rau. Durch Polieren kann eine Oberfläche von unter 1 μm erreicht werden. |
| Ist FeCoNiCr anfällig für Rissbildung während des Drucks? | Ja, sorgfältiges Vorwärmen und strategisches Abtasten helfen, die Rissbildung zu verringern. |
| Welche Nachbearbeitungen sind erforderlich? | In der Regel werden Stützentfernung, Spannungsentlastung, HIP und Oberflächenbearbeitung eingesetzt. |
Zusammenfassung
- FeCoNiCr-Legierungspulver ermöglicht vielseitige Eigenschaften für anspruchsvolle Anwendungen durch Metall-AM-Verfahren.
- Ausgezeichnete Verschleißfestigkeit, Festigkeit, Biokompatibilität und Korrosionsbeständigkeit.
- Weit verbreitet in der Luft- und Raumfahrt, der Öl- und Gasindustrie, der Automobilindustrie und der Medizintechnik.
- Die Gasverdüsung sorgt für eine optimale Pulvermorphologie und -zusammensetzung.
- Es werden Industriedrucker mit auf FeCoNiCr abgestimmten Parametern benötigt.
- Strenge Qualitätskontrollen und Tests sind erforderlich, um gedruckte Komponenten zu qualifizieren.
- Bietet Leistungs- und Kostenvorteile gegenüber herkömmlichen Materialien.
- Eine wirtschaftliche Wahl für hochwertige Metalldruckanwendungen.
Die einzigartigen Eigenschaften von FeCoNiCr-Pulver machen es zu einem wichtigen Material für die Weiterentwicklung des industriellen Metall-3D-Drucks.