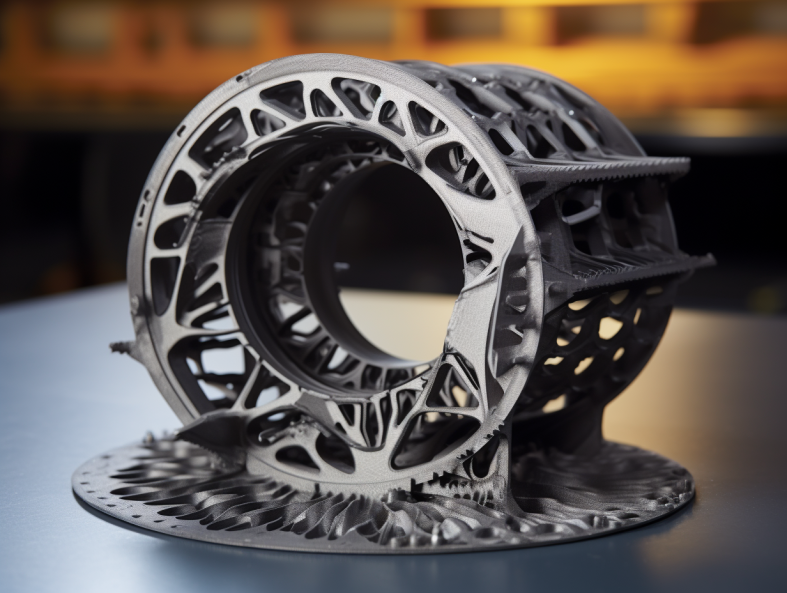
Nickellegierungen bieten eine hervorragende Korrosionsbeständigkeit, Hitzebeständigkeit und mechanische Eigenschaften. Dadurch eignen sie sich für die additive Fertigung komplexer Bauteile, die extremen Umgebungsbedingungen ausgesetzt sind. Dieser Artikel gibt einen Überblick über die wichtigsten Nickellegierungspulver Sorten, Eigenschaften, Anwendungen, Spezifikationen und Lieferanten.
Übersicht von Pulver aus Nickellegierungen
Mit Nickellegierungspulvern können komplizierte Metallteile mit Eigenschaften gedruckt werden, die von anderen Materialien nicht erreicht werden, wenn man Pulverbettschmelz- oder gerichtete Energieabscheidungsverfahren verwendet.
Legierungssysteme: Superlegierungen auf Ni-Basis, rostfreie Stähle, legierte Stähle, Nickel-Kupfer-Legierungen, Nickel-Kobalt-Legierungen und Nickel-Titan-Formgedächtnis-Legierungen.
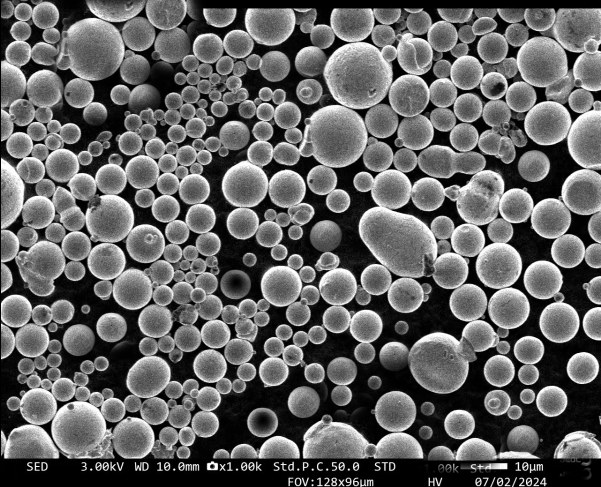
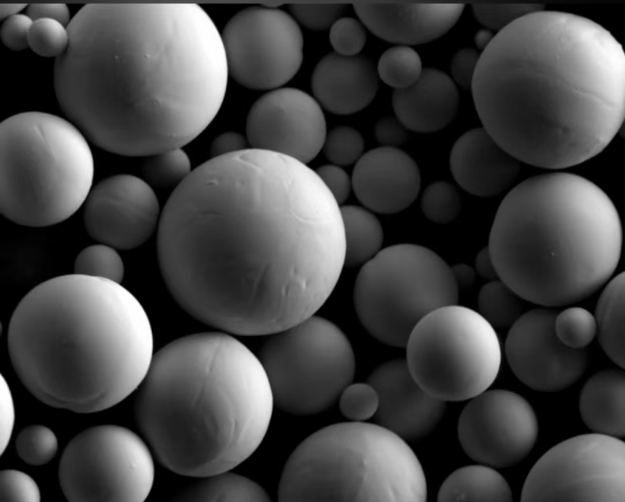
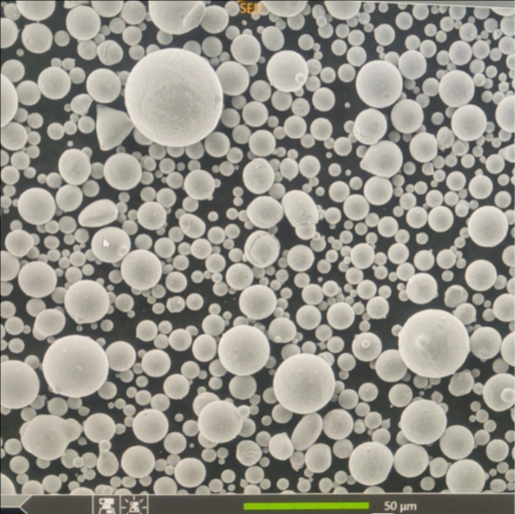
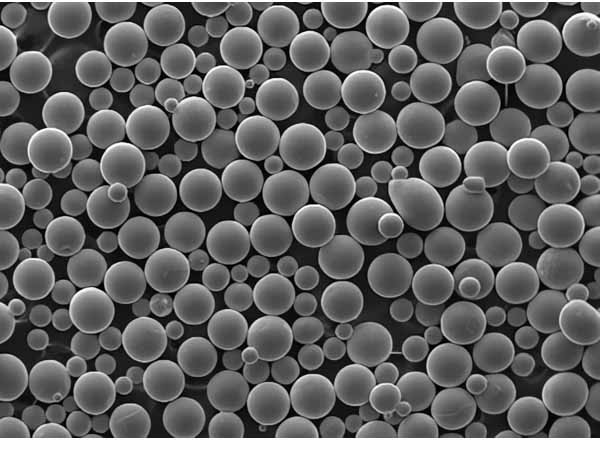
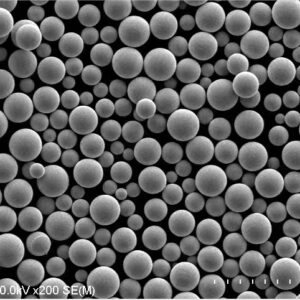
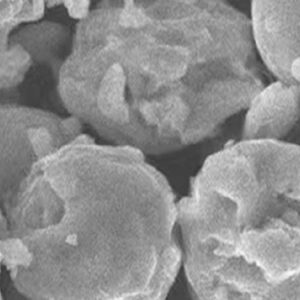
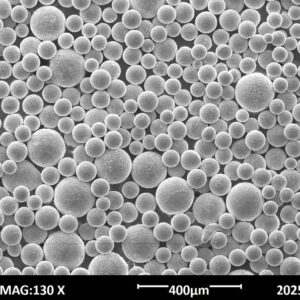
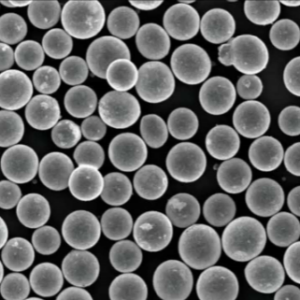
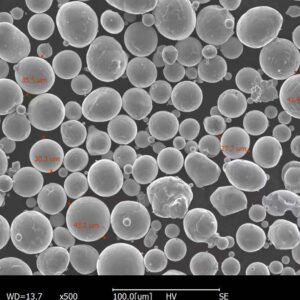
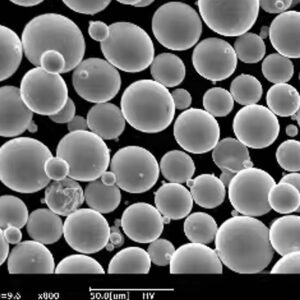
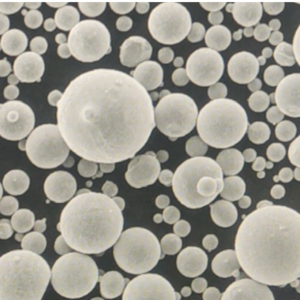
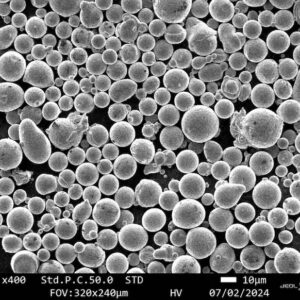
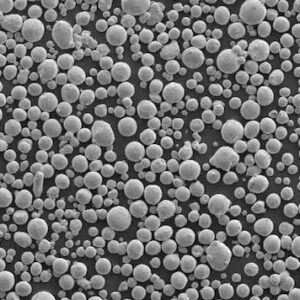
Herstellung von Pulver: Hauptsächlich gaszerstäubt mit etwas Plasmazerstäubung; kugelförmige Morphologie und kontrollierte Größenverteilung.
Pudergrößen: Von 15 Mikron bis 150 Mikron je nach Legierung; feinere Größen für bessere Auflösung.
Wichtige Eigenschaften: Hitzebeständigkeit, Korrosionsbeständigkeit, Verschleißfestigkeit, Festigkeit bei hohen Temperaturen.
Zusammensetzung und Mikrogefüge
Die Chemie der Nickellegierung, die vorhandenen Phasen, die beim Druck entstandenen Defekte und die mikrostrukturellen Merkmale bestimmen die Eigenschaften.
Gängige Nickellegierungen
| Legierung | Nickel | Chrom | Eisen | Niobium | Molybdän | Aluminium + Titan | Kohlenstoff |
|---|---|---|---|---|---|---|---|
| Inconel 718 | 50-55% | 17-21% | Bal. | 4.75-5.5% | 2.8-3.3% | 0.65-1.15% | 0,04% max |
| Inconel 625 | 58% min | 20-23% | 2% max | 3.15-4.15% | 8-10% | 0,4% max | 0,1% max |
| Hastelloy X | Bal. | 21-25% | 18% max | - | 8-10% | 0.3-1.0% | 0,15% max |
Mikrostruktur: Mischung aus Gamma-Nickel-FCC-Matrix und Karbid-, Borid- oder intermetallischen Ausscheidungen. Die Abkühlgeschwindigkeit beeinflusst die Korngröße und die Ausscheidungen.
Porosität und Risse: Prozessbedingte Schmelzdefekte verschlechtern die Eigenschaften und die Ermüdungsfestigkeit. Heißisostatisches Pressen (HIP) trägt zur Verringerung der Porosität in Nickellegierungen bei.
Eigenschaften und Leistung
Die Eigenschaften von Teilen aus Nickellegierungen hängen von der Zusammensetzung, den Variablen des AM-Prozesses, der Bauausrichtung, der Wärmebehandlung, dem HIP und der Prüfrichtung ab.
Physikalische Eigenschaften
| Legierung | Dichte (g/cc) | Schmelzpunkt (°C) | Wärmeleitfähigkeit (W/m-K) | Koeffizient der thermischen Ausdehnung (10-6/K) |
|---|---|---|---|---|
| Inconel 718 | 8.19 | 1260-1336 | 11.4 | 13.0 |
| Inconel 625 | 8.44 | 1260-1350 | 9.8 | 13.1 |
| Haynes 282 | 8.24 | 1310-1375 | 11.1 | 13.3 |
Mechanische Eigenschaften
| Legierung | Streckgrenze (MPa) | Zugfestigkeit (MPa) | Dehnung (%) | Härte (HRC) |
|---|---|---|---|---|
| Unbedrucktes Inconel 718 | 500-900 | 900-1200 | 10-25 | 30-45 |
| HIP Inconel 718 | 690-830 | 1035-1240 | 12-22 | 36-43 |
| As-gedruckt Hastelloy X | 450-650 | 760-900 | 30-35 | 25-35 |
| Haynes 282 | 485-550 | 860-1030 | 25-40 | 30-36 |
Eigenschaften bei hohen Temperaturen: Hervorragende Kriechbruch-, Zeitstand-, Oxidations- und Heißkorrosionsbeständigkeit bis 700°C für Nickelsuperlegierungen.
Anwendungen der additiven Fertigung von Nickellegierungen
Einzigartige Geometrien und Eigenschaften erweitern die Einsatzmöglichkeiten für 3D-gedruckte Komponenten aus Nickellegierungen.
Luft- und Raumfahrt: Turbinenschaufeln, Brennkammern, Schubkammern
Öl und Gas: Bohrlochkopfventile, Unterwasserverteiler, Separatoren
Nuklear: Reaktorbehälter und Einbauten, die hohen Temperaturen, Druck und Bestrahlung ausgesetzt sind
Automobilindustrie: Turbolader-Räder und -Gehäuse, Turbolader-Rotoren, Einspritzdüsen
Chemisch: Pumpen, Ventile, Wärmetauscherrohre, Reaktionsbehälter Korrosionsbeständigkeit
Werkzeuge: In Spritzgussformen für Kunststoffe integrierte konforme Kühlkanäle
Lebensmittel und Arzneimittel: Trichter, Förderer, die mit CIP/SIP und den Hygienestandards der Industrie kompatibel sind
-
 15-5PH-Edelstahlpulver
15-5PH-Edelstahlpulver -
 Eisenphosphid (FeP)-Pulver
Eisenphosphid (FeP)-Pulver -
 Ti6Al7Nb-Titanlegierungspulver
Ti6Al7Nb-Titanlegierungspulver -
 AF9628 Pulver aus niedriglegiertem Stahl
AF9628 Pulver aus niedriglegiertem Stahl -
 4140-Pulver aus niedriglegiertem Stahl
4140-Pulver aus niedriglegiertem Stahl -
 420 Martensitischer Edelstahl in Pulverform
420 Martensitischer Edelstahl in Pulverform -
 309L-Edelstahlpulver
309L-Edelstahlpulver -
 Gaszerstäubtes Reineisenpulver für den 3D-Druck und die additive Fertigung
Gaszerstäubtes Reineisenpulver für den 3D-Druck und die additive Fertigung -
 1.4006 Martensitischer rostfreier Stahl, Pulver
1.4006 Martensitischer rostfreier Stahl, Pulver
Beliebt Nickellegierungspulver Klassen
| Legierung | Druckbarkeit | Korrosionsbeständigkeit | Hitzebeständigkeit | Kosten |
|---|---|---|---|---|
| Inconel 718 | Ausgezeichnet | Mäßig | Ausgezeichnet | Hoch |
| Inconel 625 | Sehr gut | Ausgezeichnet | Sehr gut | Sehr hoch |
| Hastelloy X | Mäßig | Ausgezeichnet | Ausgezeichnet | Hoch |
| Haynes 282 | Gut | Mäßig | Ausgezeichnet | Mäßig |
| 17-4PH Edelstahl | Ausgezeichnet | Mäßig | Mäßig | Niedrig |
Spezifikationen
Strenge Qualitätsstandards für Luft- und Raumfahrt, Nuklearindustrie und Lebensmittelkontakt werden eingehalten.
Pulverspezifikationen
| Parameter | Anforderung | Prüfverfahren |
|---|---|---|
| Partikelgrößenverteilung | 15-100 μm für EBM; 5-45 μm für SLM | Laserbeugung |
| Scheinbare Dichte | ≥ 3 g/cc | Hall-Durchflussmesser |
| Dichte des Gewindebohrers | ≥ 4 g/cc | Gewindebohrer-Dichtheitsprüfer |
| Durchflussmenge | 15-25 s/50g | Hall-Durchflussmesser |
| Zusammensetzung | Zertifizierter WEG | GDMS, ICP-OES |
Qualifikationsstandards für Teile
| Industrie | Standard |
|---|---|
| Luft- und Raumfahrt | AMS7000, ASTM F3056 |
| Kernkraft | ASME Abschnitt III Unterabschnitt NG |
| Lebensmittel | ASME BPE-2022 |
| Medizinische | ISO 13485, ASTM F3122 |
Konstruktionsregeln in Nickellegierungen AM
Optimierung von Designs, um die Vorteile von AM mit Nickellegierungen voll auszuschöpfen.
- Mit Gittern und dünnen Wänden das Gewicht reduzieren
- Konforme Kühlkanäle in Werkzeugen
- Zugang zur HIP-Kapsel ermöglichen
- Minimieren Sie eingeschlossenes Pulver
- Optimieren der Förderstrukturen
- Aufnahme von Spannungen durch schnelle Erstarrung
- Berücksichtigung von thermischer Verformung und Verzug
Anbieter
Führende Anbieter von Nickellegierungspulvern für die additive Fertigung.
| Anbieter | Angebotene Materialien | Größenbereich (μm) |
|---|---|---|
| Zimmerer-Zusatzstoff | IN625, IN718, Custom Age 625Plus®, 17-4PH, mehr | 10-105 |
| Sandvik | Osprey® IN, NO, NB-Legierungen | 5-150 |
| Praxair | IN718, IN625, HX, Sonderlegierungen | 15-45 |
| AP&C | IN625, IN718, IN713, Sonderlegierungen | 15-53 |
| LPW-Technologie | IN718, CM247LC, Haynes 282® | 15-45 |
Kosten: ~$100-$300 pro kg für Nickellegierungspulver je nach Bestellmenge, Zusammensetzung, Größenverteilung und anderen Anforderungen.

FAQs
F: Warum sollte man sich bei Nickellegierungen für das Laser-Pulverbettschmelzen und nicht für das Abscheiden mit gerichteter Energie entscheiden?
A: L-PBF-Verfahren wie SLM und EBM bieten eine bessere Auflösung, eine höhere Dichte, eine feinere Oberflächenbeschaffenheit und eine präzisere Metallurgie als DED, das zwar höhere Fertigungsraten, aber eine schlechtere Qualität aufweist.
F: Welche Wärmebehandlung wird für additiv hergestellte Nickelsuperlegierungen verwendet?
A: Bei Inconel 718 umfasst eine Standard-Alterungsbehandlung das Erhitzen auf 720 °C, das Halten für 8 Stunden und das anschließende Abkühlen an der Luft, um die Legierung mit Gamma-Grundierungs- und Gamma-Doppel-Grundierungsphasen durch Ausscheidung zu härten.
F: Können alle Nickellegierungen problemlos in 3D gedruckt werden?
A: Legierungen wie Nickel-Titan-Formgedächtnislegierungen stellen aufgrund ihrer Anfälligkeit für Oxidation und komplexe Phasenumwandlungen im festen Zustand während des Drucks eine Herausforderung dar. Es sind spezielle Atmosphären oder eine Änderung der Parameter erforderlich.
F: Wie lässt sich die Rissbildung bei AM-Teilen aus Nickellegierungen minimieren?
A: Eine sorgfältige Kontrolle der Richtung des thermischen Gradienten und der Spitzentemperaturen verringert das Heißreißen. Die Verwendung vorgewärmter Plattformen verringert auch die thermischen Spannungen. Die Optimierung der Scan-Strategie hilft, wenn sich durch Spannungen zwischen den abgeschiedenen Schichten Mikrorisse bilden.
F: Welche Nachbearbeitungsmethode ergibt die beste Oberflächengüte bei AM-Bauteilen aus Nickellegierungen?
A: Automatisiertes Schleppfinish ergibt Ra-Werte unter 0,4 Mikrometer, während manuelles Polieren von Hand das Glätten komplizierter Merkmale oder interner Kanäle ermöglicht, je nach den Anforderungen an die Zugänglichkeit. Auch Eloxieren kann die Oberflächengüte verbessern. Passen Sie die Nachbearbeitungsmethode an die Anwendung an.