A100鋼合金粉 選択的レーザー焼結(SLS)や直接金属レーザー焼結(DMLS)などの粉末床溶融積層造形プロセスで使用されるマルテンサイト系析出硬化ステンレス鋼粉末を指す。
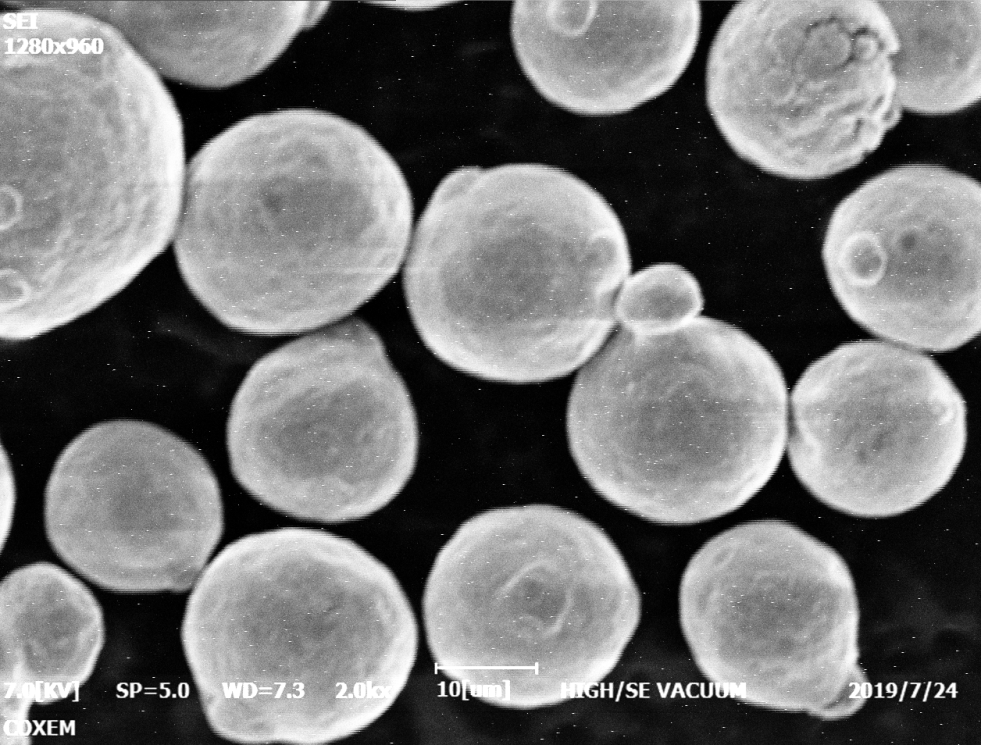
高強度、高硬度、高耐食性のA100合金粉末は、要求の厳しい用途に耐久性のある最終用途部品の印刷を可能にします。最適化された粒度分布、球状形態、制御された微細構造により、信頼性の高い加工と機械的性能を提供します。
このガイドでは、A100パウダーの組成、特性、用途、仕様、印刷パラメータ、サプライヤー、比較、および生産またはプロトタイプのニーズにA100を採用する際に考慮すべきFAQについて説明します。

構成 A100スチール合金パウダー
析出硬化マルテンサイト系ステンレス鋼であるA100には、以下の成分が含まれている:
| エレメント | 重量 % | 役割 |
|---|---|---|
| 鉄(Fe) | バランス | ベースメタル |
| クロム(Cr) | 13-15% | 耐食性 |
| ニッケル(Ni) | 4-5% | 強化 |
| モリブデン (Mo) | 1-2% | 強度、焼入れ性 |
| 銅(Cu) | 3-5% | 析出硬化 |
| ニオブ | 0.15-0.45% | 結晶粒の微細化、析出硬化 |
微量元素の制限は清浄度を管理し、ニッケルと銅は加工後に高い硬度レベルを達成するための熱処理を可能にする。
主な特性と特徴
組成に加えて、A100は以下を示す:
| プロパティ | 説明 |
|---|---|
| 密度 | 7.7 g/cm3 |
| 粒度分布 | 15-53ミクロン |
| 見かけ密度 | >4.0 g/cm3 |
| ホール流量 | <30秒/50g |
| 融点 | 1390-1440°C |
| 引張強さ | 1150 MPa |
| 破断伸度 | 7% |
| 硬度 | >50HRC以上 |
| 耐食性 | 高 - PREN 35-38 |
粉体特性は印刷適性を保証し、機械的性能は大きな応力に耐える機能部品をサポートする。
A100スチールパウダーの用途
耐摩耗性、耐熱性、耐食性に優れた高強度工具鋼粉末合金として、A100は適している:
| 産業 | 応用例 |
|---|---|
| 航空宇宙 | タービンブレード、着陸装置部品 |
| 自動車 | 切削工具、高摩耗工具、ターボチャージャー部品 |
| 石油・ガス | バルブ部品および本体、坑口部品 |
| インダストリアル | 押出金型、射出成形部品 |
| 一般 | 高硬度ブッシュ/ベアリング、シャフト、船舶用金具 |
バランスの取れた特性により、A100はあらゆる分野の金属積層造形に対応する汎用性の高い高性能材料となっている。
A100スチールパウダー仕様
業界標準は進化し続けているが、現在の公称仕様は以下の通り:
| パラメータ | 仕様 | 試験方法 |
|---|---|---|
| 粒度分布 | 15-53ミクロン | ISO 13320/ASTM B822 |
| 見かけ密度 | ≥ 4.0 g/cm3 以上 | ISO 3923/ASTM B212 |
| 流量 | ≤ 30 s/50 g | ISO 4490/ASTM B213 |
| 酸素含有量 | ≤ 0.3% | 不活性ガス融解分析 |
| 窒素含有量 | ≤ 0.1% | 不活性ガス融解分析 |
| 炭素含有量 | ≤ 0.1% | 燃焼分析 |
| 微細構造 | マルテンサイト | 光学顕微鏡 |
| 先行粒子プロセス履歴 | バージン・プラズマ | 認証 |
化学的性質、清浄度、粒子特性、微細構造のすべてが、良好な流動性と展延性を備えた高密度印刷を可能にするように調整されている。
A100パウダーの印刷パラメータ
A100の典型的なレーザー粉末床溶融加工ウィンドウには、以下のものが含まれる:
| パラメータ | レンジ |
|---|---|
| レイヤーの厚さ | 20-50 μm |
| レーザー出力 | 195-500 W |
| スキャン速度 | 600~1250 mm/s |
| ハッチの間隔 | 80-160 μm |
| ベッド温度 | 80-150°C |
部品の特性は、最適化されたエネルギー密度と印刷中の周囲の微気候に大きく依存する。熱間静水圧プレス(HIP)のような後処理は、内部応力や欠陥をさらに低減し、熱処理は硬度、強度、延性を最大化します。
A100パウダー 供給者
広く採用されている高性能印刷可能ステンレス鋼として、様々な評判の高いサプライヤーがA100パウダーを提供しています:
| サプライヤー | 説明 | 価格 |
|---|---|---|
| サンドビック・オスプレイ | AM用ステンレス合金のトップメーカー | $$$/kg |
| カーペンター添加剤 | カスタム合金と材料のメーカー | $$$/kg |
| ヘガネス | 工業用金属粉末の世界的大手サプライヤー | $$/kg |
| プラクセア | 工業用ガスと材料の信頼できるサプライヤー | $$/kg |
| LPWテクノロジー | ハイエンド金属合金AMパウダーのスペシャリスト | $$$/kg |
最終的な価格は、注文量、リードタイム、追加スクリーニング/ブレンド、バルク割引によって決まる。
A100パウダーを検討する際のトレードオフ
長所だ:
- 析出強化による高い硬度/摩耗性能
- 歪みなく高荷重に耐える
- 過酷な環境に耐える耐熱性と耐腐食性
- 微細なマルテンサイト組織による機械的堅牢性
- 均一な特性を持つ適格な投入材料
短所だ:
- ストレスリリーフと熱間静水圧プレス(HIP)が必要
- 後処理なしのアニール材に比べて脆い
- 完全硬化状態での従来の機械加工が困難
- 316Lステンレスのような標準的な合金よりもコストが高い。
- 限られた再利用性を考慮した特別な取り扱い
A100は、バランスの取れた性能を必要とする用途において、壊れにくく極めて高い耐久性を発揮する。

よくある質問
A100パウダーの粒度範囲は?
A100は一般的に15~53ミクロンの範囲で供給され、散布性を確保しながら、パウダーベッドシステムで鮮明な特徴解像度をサポートします。粒子の最適化により、粒度範囲はより細かく、より厳しくなっています。
A100パウダーは特別な保管や取り扱いの注意が必要ですか?
ほとんどの反応性合金粉末と同様、A100も酸化を防ぐため、アルゴンを充填した密閉容器で湿気のない状態で取り扱う必要がある。保管場所は涼しく乾燥した、金属粉末用に標準化された場所でなければならない。マスクや手袋のような個人用保護具も必須である。
A100の部品は、印刷後に熱処理や機械加工ができますか?
はい、時効熱処理によって硬度と強度をさらに高めることができます。しかし、析出硬化状態のA100は、従来の機械加工が非常に難しいため、アディティブとサブトラクティブを組み合わせる場合は、この点を考慮する必要があります。
A100で印刷した場合、ひび割れや内部欠陥が発生する原因は何ですか?
高すぎる冷却速度、適切なサーマルサポートの不足、凝固する際に粉末床に急峻すぎる熱勾配を生じさせる強すぎるスキャン戦略による制御不能な残留応力。パラメーターを最適化することで、これらの根本原因を回避することができます。
故障したA100プリントはどのようにリサイクルすればよいですか?
非焼結A100パウダーを濾過してふるい分け、印刷失敗後の大きな汚染物やスパッタを除去する。30%以下のコンタミ率で新鮮なパウダーにブレンドする前に、流量と化学的性質をテストし、特性が一定であることを確認する。