概要 FeCoNiCrパウダー
FeCoNiCrは別名ステライト21合金とも呼ばれ、航空宇宙、石油・ガス、自動車、医療産業などの金属3Dプリンティング用途に使用される多目的コバルト基超合金粉末である。
FeCoNiCr粉末の主な特性は以下の通り:
| 属性 | 説明 |
|---|---|
| 構成 | 鉄、コバルト、ニッケル、クロム合金 |
| 密度 | 8.2 g/cc |
| 融点 | 1350°C |
| 主な特徴 | 高強度、耐食性、耐摩耗性 |
| 一般的な商品名 | ステライト21、ヘインズステライト21、デロロ21、トライバロイT-401 |
FeCoNiCrは、整形外科用インプラント、工具、石油・ガス部品など、高硬度、耐摩耗性、生体適合性を必要とする部品のプリントに広く使用されています。FeCoNiCrは、従来の金属3Dプリンティングプロセスで機械的特性の多様な組み合わせを提供します。

応用例 FeCoNiCrパウダー
その多目的材料特性のおかげで、FeCoNiCrは多様な産業用途がある:
| 産業 | アプリケーション |
|---|---|
| 航空宇宙 | タービンブレード、着陸装置部品、エンジン部品 |
| 石油・ガス | バルブ、坑口部品、ダウンホールツール |
| 自動車 | バルブ部品、ピストン、ターボチャージャーホイール |
| インダストリアル | 押出金型、射出成形金型、切削工具 |
| メディカル | 整形外科用インプラント、補綴物、歯科器具 |
摩耗、高温、腐食性環境にさらされる重要な用途で評価されている。FeCoNiCrから複雑な形状を3Dプリントできるため、設計の自由度が増します。
具体的な使用例としては、以下のようなものがある:
- タービンブレード - 高温下での高い強度と耐熱性
- 整形外科用インプラント - 生体適合性と高い摩耗性能
- 押出ダイス - 連続運転による磨耗に耐える
- バルブとシール - オイル・ガス環境用耐食性
- 切削工具 - 機械加工用途の硬度と摩耗特性
FeCoNiCrは、従来の製造方法よりも機械的特性を向上させ、より軽量で連結性の高い部品を可能にする。
3Dプリンティング用FeCoNiCr粉末の特性
アディティブ・マニュファクチャリングに使用されるFeCoNiCr粉末は、以下の組成と特性を持つ:
| 属性 | 詳細 |
|---|---|
| 化学組成 | 27-38% Cr, 35-55% Co, 15-25% Ni, 3-5% Fe |
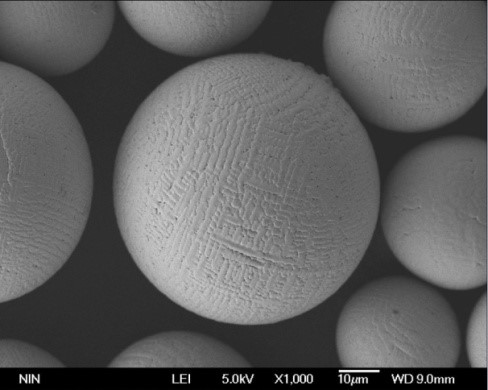
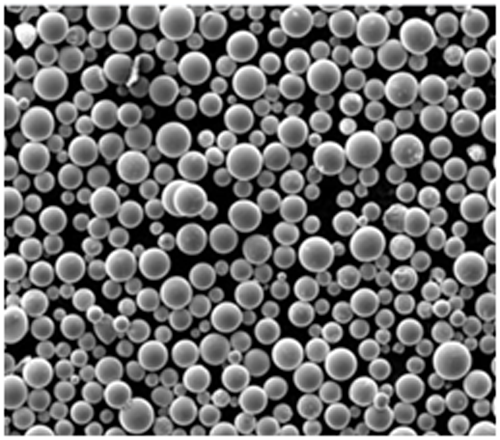
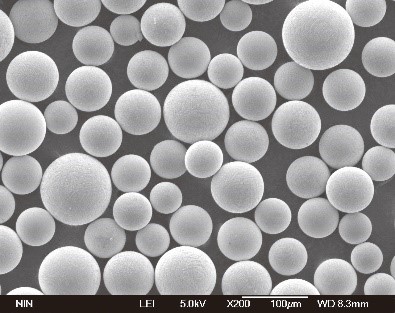
| 粒子形状 | いくつかの衛星を伴う球状形態 |
| 粒子径 | 直径15~45ミクロン |
| 流動性 | 優れた流動特性、凝集しない |
| 見かけ密度 | 通常4g/cc以上 |
| 融点 | 1260-1350°C |
| 印刷工程 | バインダージェッティング、パウダーベッドフュージョン |
高い粉末品質と再現性のある組成により、FeCoNiCrを使用した安定した高密度印刷が可能です。球状のモルフォロジーは、スムーズなパウダーフローと均一なレイヤーデポジションを提供します。
特殊なガスアトマイズ技術により、金属AMプロセスに必要な厳格な粒度分布を満たすFeCoNiCr粉末を製造。原料は溶融され、微細な液滴に紡糸され、固化して粉末になります。
FeCoNiCr用メタル3Dプリンタの仕様
FeCoNiCrパーツのプリントには、以下の典型的な機能を備えた工業用金属3Dプリンターが必要です:
| パラメータ | 仕様 |
|---|---|
| ビルド・ボリューム | 100-500 x 100-500 x 100-500 mm |
| レーザー出力 | 300-500 W |
| 精密光学 | スポットサイズ50~100μm |
| レイヤーの厚さ | 20-100 μm |
| スキャン速度 | 最大10 m/s |
| 不活性ガス | アルゴンまたは窒素 |
| パウダーハンドリング | クローズドループ、自動化システム |
| コントロール | 生産用の堅牢なソフトウェア |
主な要件は、FeCoNiCr合金を溶融するための高いレーザー出力、解像度のための微細な層厚、および統合された粉末処理システムである。
特殊な熱間工具鋼やアルミナセラミック製のビルドプレートは高温に耐える。高性能不活性ガス濾過システムは、反応性の金属粉から光学系を保護します。
FeCoNiCrによる3Dプリンティングの設計原理
から印刷された部品を最適化する。 FeCoNiCr粉以下の設計原則に従うこと:
| デザインエリア | ガイドライン |
|---|---|
| 肉厚 | 最低1mmの壁、耐荷重機能がある場合は増やす |
| オーバーハング | 最低45°の角度で、必要に応じてサポートを使用する。 |
| 公差 | 0.2%の寸法精度とポストマシニングを考慮する。 |
| 表面仕上げ | 印刷されたままの粗面、機械加工面、研磨面、ショットピーニング面 |
| 残留応力 | 反りを最小限に抑える設計、応力除去熱処理を使用 |
| エスケープホール | ルースパウダーを除去するための排水経路を含む |
実際のパラメータと粉末の特性を使用して製造シミュレーションを行うことで、設計を検証することができます。トポロジー最適化ソフトウェアにより、FeCoNiCr部品を軽量化し、性能を向上させることができます。
FeCoNiCr合金の代表的な機械的特性
印刷されたFeCoNiCr成分は、おおよそ次のような機械的特性を示す:
| プロパティ | 価値 |
|---|---|
| 密度 | 8.2 g/cc |
| 硬度 | 50 HRC |
| 引張強さ | 1050 MPa |
| 降伏強度 | 880 MPa |
| 破断伸度 | 8% |
| ヤング率 | 210 GPa |
この特性は、高い硬度と強度を必要とする耐荷重部品に適しています。熱処理は合金の機械的性能をさらに高めることができる。

3Dプリンティング用FeCoNiCr粉末のサプライヤー
FeCoNiCrガスアトマイズ粉末の主要な世界的サプライヤーには以下のようなものがある:
| 会社概要 | 製品グレード | 一般的な価格 |
|---|---|---|
| カーペンター・テクノロジー | ステライト21 | $100〜200/kg |
| サンドビック | オスプレイ 21-IG | $120-250/kg |
| エーピーアンドシー | FeCoNiCr、CoNiCrW | $150-300/kg |
| プラクセア | トリリウム21 | $180-350/kg |
| TLSテクニーク | テルモ21 | $130-220/kg |
価格は注文量、組成、粒度分布によって異なります。特注の合金や粒子特性により、価格が高くなる場合があります。
AMプロセス用に調整された高品質のFeCoNiCr粉末は、印刷部品で望ましい材料特性を達成するために不可欠です。
選び方 FeCoNiCrパウダー サプライヤー
FeCoNiCr粉末サプライヤーを選択する際には、以下の要素を考慮する必要がある:
| ファクター | 基準 |
|---|---|
| コンポジション・コントロール | Cr、Co、Ni、Cなどの元素に対する厳しい公差 |
| 製造工程 | 水噴霧よりもガス噴霧が好ましい |
| 粒度分布 | D50 20-45 μm、狭い粒子範囲 |
| 粉末形態 | 球形で滑らかな表面 |
| テクニカルサポート | 研究開発支援、アプリケーションデータ、テスト |
| 品質認証 | ISO9001、As9100、ISO13485 |
| リードタイムと可用性 | 短いリードタイム、長期契約なし |
| 評判と推薦 | 信頼のブランド、ケーススタディ、カスタマーレビュー |
大量のパウダーを購入する前に、少量の試用サンプルで印刷適性を検証することができる。
FeCoNiCr合金の印刷パラメータ
FeCoNiCrを印刷する際に高密度の部品を得るために、典型的なレーザー粉末床溶融パラメータは以下の通りである:
| パラメータ | レンジ |
|---|---|
| レイヤーの厚さ | 20-50 μm |
| レーザー出力 | 150-400 W |
| ビーム径 | 50-120 μm |
| スキャン速度 | 500-1000 mm/s |
| ハッチの間隔 | 50-150 μm |
| シールドガス | アルゴン、窒素 |
| ビルドプレートの予熱 | 200-400°C |
気孔率を抑えるため、微細なハッチ間隔を使用する。ビルドプレートを予熱することで、残留応力とカールを最小限に抑えます。最適なパラメーターを設定するには、トライアルビルドが必要です。
指向性エネルギー蒸着では、1~4 kWの高出力レーザーが、より大きなメルトプールと0.5 mm前後の厚い層で使用される。ワイヤーの送り速度は、部品の特徴に応じて2~10 g/分です。
FeCoNiCr部品の後処理方法
3Dプリント後、FeCoNiCrコンポーネントの一般的な後処理工程には以下のようなものがある:
| 方法 | 目的 |
|---|---|
| サポート解除 | プリント部品から支持構造を取り除く |
| ストレス解消 | 熱処理による残留応力の低減 |
| 熱間静水圧プレス | 内部の空洞を取り除き、密度を高める |
| 表面仕上げ | 研削または研磨により、粗い印刷面を滑らかにする。 |
| 参加 | 印刷後に複数の部品を溶接する |
| コーティング | 耐摩耗性のための電気メッキまたはDLCコーティング |
後処理の適切な組み合わせは、アプリケーションの要件によって異なります。HIPと仕上げは、機能的なFeCoNiCr部品に一般的に使用されます。
印刷FeCoNiCrの冶金的特性
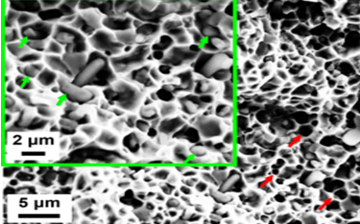
レーザー粉末床溶融法によるFeCoNiCr粉末の印刷は、印刷されたままの金属学的特性を以下のように生成する:
| 属性 | 典型的な結果 |
|---|---|
| 微細構造 | 樹枝状急冷凝固構造 |
| 多孔性 | 最適化されたパラメータで1%未満 |
| 合金の均質性 | 一貫した要素配分 |
| 硬度 | 550-650 hv、50-55 hrc |
| 引張強さ | XY面で1050~1200MPa |
| 表面粗さ(Ra) | 印刷状態で約15μm |
急速な凝固は、従来の加工に比べ、微細な結晶粒組織と合金元素の固溶度の拡大をもたらす。
FeCoNiCrプリント部品の一般的な欠陥
FeCoNiCr部品を印刷する際に起こりうる欠陥には次のようなものがある:
| 欠陥 | 原因 | 予防 |
|---|---|---|
| ワーピング | 熱勾配による残留応力 | スキャン戦略の最適化、予熱の使用 |
| クラッキング | 脆い合金、高い応力 | 形状の変更、延性のための熱処理 |
| 異方性 | 方向性のある微細構造 | ビルドの向きを回転させ、ストレスを軽減 |
| 表面粗さ | 部分的に溶かした粉、ボール状にする | スキャン速度、ビームフォーカス、パウダーサイズの調整 |
| 包含事項 | 粉体中の汚染物質 | 高純度パウダー、不活性ガスフィルター使用 |
| 寸法精度 | 収縮、熱歪み | マシンのキャリブレーション、サポート構造の最適化 |
パラメーターの最適化試験と、受入粉末の厳格な品質管理により、不良品が減少します。
熱処理FeCoNiCr部品の用途
溶体化熱処理と時効硬化により、印刷FeCoNiCr部品の特性を調整することができます:
| 申し込み | 代表的な熱処理 | メリット |
|---|---|---|
| 航空宇宙用タービン | 1240℃溶液、850℃エージング | 引張強さ、耐クリープ性の向上 |
| 押出金型 | 1150℃溶液、空冷 | 硬度、耐摩耗性の向上 |
| 自動車用バルブ | 1200℃溶液、空気焼入れ | 耐疲労性のための高い強度 |
| 切削工具 | 1080℃、16時間のエージング | 硬度を最大限に高め、摩耗に耐える |
熱処理は、所望の特性を達成するために、微細構造と析出物形成を調整します。印刷FeCoNiCrは熱処理に柔軟に対応します。
適格な印刷FeCoNiCr部品
印刷されたFeCoNiCr部品は、最終用途のために以下の試験と検査が必要である:
| 試験方法 | 典型的な受け入れ基準 |
|---|---|
| 目視検査 | クラック、表面異常、粉体の混入なし |
| リークテスト | 密閉された部品に内部漏れがないことを確認する。 |
| 寸法分析 | エンジニアリング公差内の重要寸法 |
| 密度測定 | 99%以上の相対密度 |
| 引張試験 | 機械的特性は最低値を満たすか上回る |
| 微細構造 | 均一で欠陥のない結晶粒構造を確認する |
CTスキャンのような非破壊検査は、テストクーポンを切断することなく内部の空洞を見つけることができます。徹底した検査により、使用中の信頼できる性能を保証します。
FeCoNiCr合金の主な用途
FeCoNiCrのユニークな特性は、その用途に適している:
| 申し込み | メリット |
|---|---|
| 航空宇宙用タービンブレード | 700℃の温度と摩耗に耐える |
| 自動車用バルブシートおよびガイド | 摩耗や高温排ガスに強い |
| 医療用インプラント | 生体適合性と優れた耐食性 |
| 押出金型 | 900℃での硬度と耐摩耗性 |
| ダウンホールドリリングコンポーネント | 腐食性、高圧環境における高い強度 |
3Dプリンティングは、このような要求の厳しい用途において、性能を向上させたより軽量で統合された部品を可能にする。
FeCoNiCrと従来材料の経済的メリット
多くの用途で、印刷FeCoNiCrは、工具鋼、ステンレス鋼、インコネル超合金のような従来の材料よりもコストと性能で優れています:
| FeCoNiCr | 比較資料 | |
|---|---|---|
| 密度 | 8.2 g/cc | 7.5-8.4 g/cc |
| 硬度 | 50-55 HRC | 30-55 HRC |
| 強さ | 1050 MPa | 550-1200 MPa |
| 耐摩耗性 | 素晴らしい | 中~上級 |
| 耐食性 | 素晴らしい | 悪いから良い |
| kgあたりのコスト | $100-300 | $20-500 |
FeCoNiCrは、特性とコストの最適なバランスを提供し、最も要求の厳しい用途でも競争力を発揮します。
FeCoNiCrによる金属3Dプリンティングの持続可能性への利点
による積層造形 FeCoNiCr粉 は、従来の製造に比べ、持続可能性の面で優れている:
- 廃棄物の削減 - 材料を機械加工する代わりに、必要な材料だけを印刷する。
- 軽量化 - 軽量化と材料節約のために設計を最適化する。
- 部品の統合 - アセンブリを単一のプリント部品に統合します。
- オンデマンド生産 - 大量生産ではなく、必要に応じてパーツをプリント
- 高いスクラップリサイクル性 - 未使用のパウダーは次回の印刷に再利用できる。
- 現地生産 - 輸送およびロジスティクスの二酸化炭素排出量の削減
この技術は、製品のライフサイクル全体にわたって、より持続可能な工学的アプローチを可能にする。FeCoNiCrは優れたグリーン材料です。

よくあるご質問
| 質問 | 回答 |
|---|---|
| FeCoNiCrの印刷に最適な粒子径は? | 20~45ミクロンが最適。細かすぎると流れが悪くなり、粗すぎると解像度が落ちる。 |
| FeCoNiCr合金の代わりになるものは? | インコネル718、ステンレス鋼316L、17-4PHも同様の特性を持つ。 |
| 印刷したFeCoNiCr部品はどのような仕上がりになりますか? | 印刷面はRa15~20μmと粗い。研磨により1μm以下の仕上げが可能。 |
| FeCoNiCrは印刷中に割れやすいですか? | そう、入念な予熱と戦略的なスキャニングは、ひび割れの発生を抑えるのに役立つ。 |
| どのような後処理が必要ですか? | 通常、サポート除去、応力除去、HIP、表面仕上げが行われる。 |
概要
- FeCoNiCr合金粉末は、金属AMプロセスにより、要求の厳しい用途のための多様な特性を可能にする。
- 優れた耐摩耗性、強度、生体適合性、耐食性。
- 航空宇宙、石油・ガス、自動車、医療産業で広く使用されている。
- ガスアトマイズは、最適な粉末の形態と組成を提供する。
- FeCoNiCr用に調整されたパラメータを持つ工業用プリンターが必要である。
- 印刷された部品の品質を保証するために必要な、厳格な品質管理とテスト。
- 従来の素材に比べ、パフォーマンスとコスト面で有利。
- 高付加価値の金属印刷アプリケーションのための経済的な選択肢。
FeCoNiCr粉末のユニークな能力は、産業用金属3Dプリンティングを進歩させる重要な材料となっている。