IN939は、ガスタービンや航空機エンジンなど様々な高温用途に使用される人気の高いニッケル基超合金粉末です。このガイドでは IN939パウダーその特性、用途、供給業者、価格、設置、運用、保守を含む。
IN939パウダーの概要
IN939は析出硬化型のニッケル基超合金で、優れた機械的特性と高温での熱疲労やクリープに対する耐性を備えています。IN939粉末の主な特徴は以下の通りです:
- 高強度・高硬度 - 他の合金に比べ、優れた引張強度と降伏強度を持つ。硬度は35~45HRC。
- 卓越した耐クリープ性 - 700°C(1300°F)までの優れたクリープ破断強度。
- 耐熱疲労性 - 加熱と冷却の繰り返しによるひび割れに強い。
- 耐酸化性 - 保護酸化膜を形成し、腐食や酸化を防ぐ。
- 溶接性 - 通常の溶接方法で溶接できる。溶接後の熱処理が必要。
- 多用途 - 燃焼ライナー、トランジションダクト、タービンブレード、ベーン、ロケットノズルなどに使用。
IN939は積層造形用の粉末状で入手可能で、複雑な形状を粉末から直接製造することができます。IN939パウダーの主な特性と用途は以下の通りです:
IN939パウダーの特性
| プロパティ | 詳細 |
|---|---|
| 構成 | ニッケルベースにチタン、アルミニウム、クロムを添加 |
| 密度 | 8.2 g/cm3 |
| 融点 | ~1350°C |
| 熱伝導率 | 11 W/m-K at 20°C |
| 熱膨張係数 | 13.0 x 10-6 /°C |
| 引張強度 | 1310 MPa at 20°C |
| 降伏強度 | 20°C で 1210 MPa |
| 伸び | 16% at 20°C |
| 硬度 | 35-45 HRC |
| 耐酸化性 | 1150℃まで優秀 |
| 耐食性 | 熱腐食や酸化に強い |
IN939パウダーの用途
| アプリケーション | 詳細 |
|---|---|
| ガスタービン | 燃焼ライナー、トランジションダクト、ノズル |
| 航空機エンジン | タービンブレード、ベーン、燃焼器、アフターバーナー |
| ロケットエンジン | ロケットノズル、燃焼室 |
| 発電 | 熱交換器、レキュペレーター |
| 化学処理 | バルブ、配管、熱交換器 |

IN939パウダーの種類
IN939パウダーは、様々な積層造形プロセスに最適化された様々なサイズレンジで市販されています:
- レーザー粉末床溶融: 15-45ミクロン
- バインダー噴射: 38~106ミクロン
- 指向性エネルギー蒸着: 45~150ミクロン
粉体粒子が細かいと解像度が高くなるが、取り扱いや流動性に難がある。粗い粒子は流動性が良いが、解像度が低い。
IN939パウダーの特徴
| パラメータ | 典型的な範囲 |
|---|---|
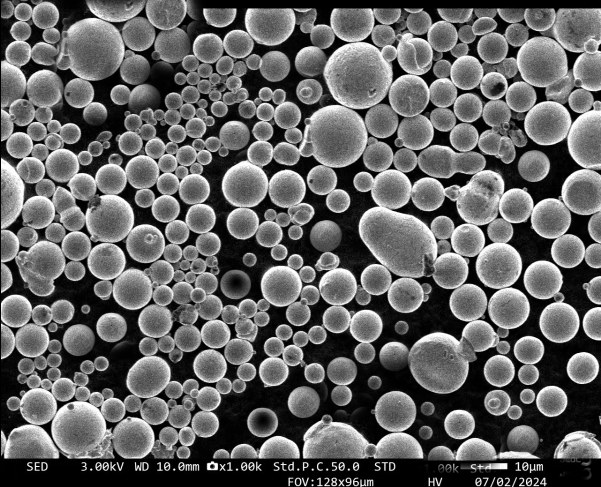
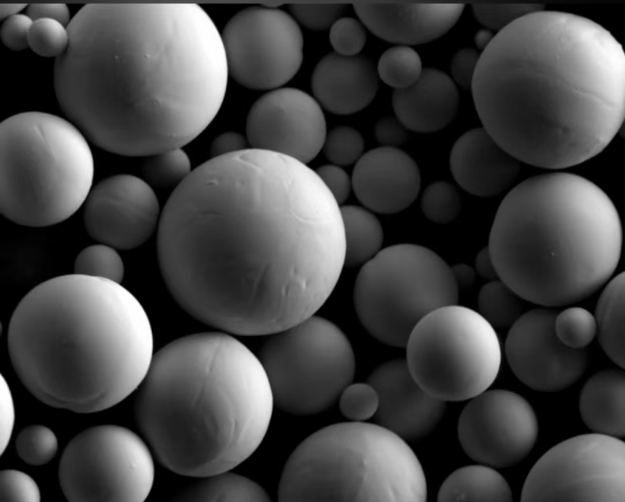
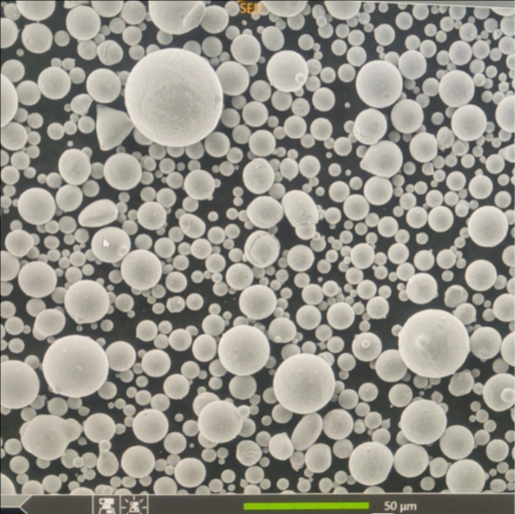
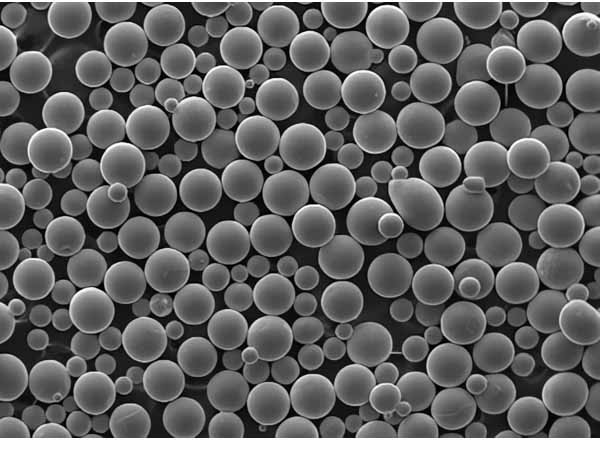
| 粒子形状 | 球形 |
| 見かけ密度 | 2.5-4.5 g/cm3 |
| タップ密度 | 4-5.5 g/cm3 |
| 流量 | 25~35秒/50g |
| 残留炭素 | <0.1 wt% |
| 残留酸素 | 0.06 wt% |
- 球状の形態により、粉体のスムーズな流動と拡散が可能。
- タップ密度を高くすることで、パウダーベッドパッキングが改善され、ポロシティが減少する。
- より速い流量は、より良いハンドリングとパウダーベッドへの散布を意味する。
- 酸素や炭素などの不純物レベルが低いため、欠陥が生じない。
IN939部品の用途
付加製造されたIN939コンポーネントは、以下の高温用途に使用されています:
ガスタービン部品
- 燃焼ライナー
- トランジションダクト
- タービンノズル
- シュラウドライナー
強度、耐クリープ性、耐酸化性を備え、1150℃までの高温燃焼ガスに耐える。複雑な冷却流路を部品に加工できる。
航空機エンジン部品
- タービンブレードとベーン
- アフターバーナー部品
- 燃料ノズル
- 燃焼室
より高い推力と性能が要求される場合に使用。軽量でありながら耐久性のある部品を提供。エンジンサイクルによる疲労亀裂に強い。
ロケットエンジンのノズルとチャンバー
熱伝達を強化した複雑なノズル形状を製作。ロケットの打ち上げや運用時の極端な温度と圧力に対応。
熱交換器と復熱器
コンフォーマルチャンネルで複雑な熱交換器設計を最適化。流体間の熱伝達効率の向上
IN939 粉末サプライヤー
IN939パウダーは、大手金属パウダーメーカーや添加剤製造パウダー専門メーカーから供給されています:
| サプライヤー | 説明 |
|---|---|
| サンドビック | AM用Osprey® IN939パウダーのグローバルサプライヤー |
| カーペンター・テクノロジー | IN939のような高性能合金のメーカー |
| プラクセア | 幅広い金属粉末を供給 |
| エーピーアンドシー | AM用球状パウダーに特化 |
| LPWテクノロジー | カスタム合金の開発を提供 |
IN939パウダーサプライヤーを選択する際に考慮すべきこと:
- 用途に応じた粉体の製造とふるい分けに関する技術的専門知識
- 粒度分布、形態、不純物レベルをカスタマイズする能力
- 粉体の特性と一貫性の厳しい品質管理
- 数量およびリードタイム要件への対応
- 工業用途に適したパウダーの競争力のある価格設定
- 航空宇宙および産業市場において高い評価と実績
IN939パウダー価格
IN939パウダーは、独自の組成と特殊なガス噴霧プロセスにより、標準的な合金よりも高価です。 一般的な価格帯:
| 粉末状 | 価格帯 |
|---|---|
| レーザーPBF用IN939 | 1kgあたり$180~$220 |
| バインダージェット用IN939 | 1kgあたり$150~$200 |
| DED用IN939 | 1kgあたり$140~$180 |
- 価格は、注文量、粒度範囲、品質レベルなどによって異なります。
- 500kg以上の大量注文でスケールメリットが得られる。
- 球形度が高く、不純物の少ないパウダーはプレミアム価格で取引されている。
- リサイクルパウダーはバージンパウダーより20~30%安くなる。
IN939パウダーのコストを削減する方法:
- 大量注文またはカスタマイズされた粒子分布
- 該当する場合は、リサイクルパウダーまたは低グレードのパウダーを検討する
- 支払い条件とリードタイムの柔軟性について話し合う
- 複数のサプライヤー間の競争を利用する
- 数量割引のための長期供給契約を結ぶ
IN939パウダーベッドシステムの設置
IN939用粉末床溶融システムの設置・設定には慎重な計画が必要である:
施設に関する考慮事項
- システム全体のフットプリントと粉体処理エリアのスペースを確保
- 粉体の保管と取り扱いのための安定した温度/湿度の確保
- システム運用に必要な十分な電力を供給する
- 圧縮空気と不活性ガスを用意する
機材セットアップ
- マニュアルに従って機械部品を開梱する
- 必要であれば、冷却システムとチラーシステムを設置する
- 電源とインレットガスの接続
- ビルドプラットフォームを水平にし、すべての軸がスムーズに動くようにする。
- 監視・制御ソフトウェアの統合
第一条 手続き
- 不活性ガスとダミー材料を使用したテストランマシン
- パウダーハンドリングアクセサリーが正しく機能することを確認する
- 簡単な形状を印刷し、適切な広がりや溶融などを確認する。
- 初期テストビルドにおけるプロセスパラメーターの最適化
- 最初の記事の結果に基づいてハードウェアとソフトウェアを調整
人材育成
- 機器の操作、メンテナンス、安全性についてスタッフを教育する。
- 粉体の取り扱い手順を徹底的に確認する
- 部品製造のためのソフトウェア設定を見直す
- サポート除去や熱処理などの後処理について議論する。

IN939パウダーベッドマシンの操作
IN939ビルド用のパウダーベッドシステムを操作する際は、一貫した手順に従わなければならない:
パウダーハンドリング
- 適切な PPE(ニトリル手袋、防塵マスク、保護眼鏡)を使用する。
- 使用前にパウダーを慎重にふるいにかける
- パウダーが湿気に触れるのを避け、乾燥剤で密閉して保管する。
- 換気された環境またはグローブボックス内で粉末を充填/回収する。
- 使用済みパウダーと新鮮なパウダーを少量ずつ混ぜて再利用を管理する
パートビルディング
- 離型剤または磨耗ブラストでビルド・プラットフォームを準備する。
- 80~150μmの深さのパウダーを均一に薄く塗り広げる。
- 最適化されたスキャンパターンと温度プロファイルを使用
- 印刷中は周囲温度を20~25℃に保つ
- 工程中のビルドを監視し、欠陥が検出された場合は中止する。
ポスト処理
- ひび割れを防ぐため、部品を取り外す前にゆっくり冷ます。
- パウダーブラストを使用して、表面に付着したルースパウダーを除去する。
- 慎重にサポートを切り離し、表面の粗さを削る
- 熱間静水圧プレスで内部の空隙を除去
- 要求される微細構造を達成し、応力を緩和するために熱処理を施す。
メンテナンス
- レーザー出力とスポットサイズを維持するため、定期的に光学系をクリーニングする
- パウダーベッド、リコーター、ディスペンサーがスムーズに動くことを確認すること
- 不活性ガスフィルターを点検し、必要に応じて交換する
- レベル、温度、大気センサーの校正
- 電源、冷凍機、排気システムの監視
IN939プリント部品のメンテナンス
最適な性能を維持するために、IN939プリント部品は標準的な高温合金のメンテナンス手順に従ってください:
クリーニング
- 定期的に表面の付着物や汚れを取り除く
- 強固に付着した汚染物質には浸漬を許可する。
- IN939と互換性のあるアルカリ性クリーナーを使用してください。
- 洗浄後は十分にすすいでください。
検査
- ひび割れ、反り、酸化、腐食のチェック
- 定期的な外観検査とNDT検査の実施
- 寸法をモニターして変形傾向を特定
修理
- 小さな亀裂や欠陥の溶接補修(PTAW/GTAW)
- 機械加工と研削により、磨耗した部分の改修が可能
- 広範囲に損傷が見られる部品を交換する
コーティング
- 酸化や腐食に強いコーティングを施す
- 厚さ2ミルまでのアルミニウム/プラチナ拡散コーティングを使用
- 傷んだ層を剥がした後に再塗装する
記録
- 稼働時間とデューティサイクルを記録する
- すべての点検、修理、メンテナンスの記録
- 買い替え計画のためのライフサイクルコストの追跡
IN939パウダーベッドプリンターの購入
IN939用粉末床溶融システムに投資する際の主な検討事項を以下に示す:
ビルド・エンベロープ
- アプリケーションとスループットのニーズに合わせたエンベロープサイズ
- 500mm×500mm×500mm以上の大容量で大量生産に対応
- 小型 <300mm x 300mm x 300mm 研究用またはプロトタイプ用
レーザー出力
- 400W以上の高出力により、大型パーツの造形が高速化
- 低出力 <200 W、微細な特徴を持つ小型部品に最適
温度管理
- 200℃までの予熱を厳密に制御し、応力を低減
- IN939の適切な焼結には1500℃以上の高温が必要
パウダーハンドリング
- クローズドループパウダーシステムが酸化と汚染を防止
- 粉体のふるい分けと混合を自動化し、再利用性を向上
- 真空チャンバーまたは不活性ガス・チャンバーで最高品質を実現
ソフトウェア
- ビルドの準備と最適化のためのユーザーフレンドリーなインターフェース
- 製造中の精密モニタリングと診断
- 受注から後処理までのワークフロー自動化ツール
費用
- $50万円以上の産業用システム、$20万円以下の研究用システム
- 運転コストは、材料の使用量と後処理に依存する。
- 生産計画を最適化し、システムの稼働率を最大化する。
サービス&サポート
- 迅速な技術サポートとメンテナンス
- 高温合金の応用専門知識が不可欠
- お客様のプロセスに合わせたベストプラクティスのトレーニング
IN939パウダーベッド融合技術の長所と短所
| メリット | デメリット |
|---|---|
| 複雑な形状と格子が可能 | 建築物の外形に基づく限られたサイズ |
| 最小限の加工とカスタマイズが必要 | 比較的遅い製造速度 |
| 減算法に比べて廃棄物を削減 | 高い設備費と材料費 |
| 溶製材に匹敵する特性 | 気孔や残留応力が発生しやすい |
| 鋳造/鍛造では不可能な部品の製造が可能 | デパウダリングと後処理でコスト増 |
| ネットシェイプ製造により、必要な原材料を最小限に抑える | 部品に歪みや亀裂が生じやすい。 |
| 購入対フライトの比率を最大1:1に改善 | 支持構造と撤去が必要 |
IN939 粉体 vs 鋳造 vs 鍛造素材
| パラメータ | パウダーベッド・フュージョン | キャスト | 鍛造 |
|---|---|---|---|
| コスト | 高い | 低い | 中程度 |
| 密度 | 中程度、空隙率による | 高い | 最高 |
| 強さ | 高い | 中程度 | 最高 |
| 延性 | 中程度 | 低い | 最高 |
| 耐酸化性 | 同様 | 同様 | 同様 |
| 最大サイズ | 製造量による制限 | 非常に大きなセクションも可能 | 鍛造設備による制限 |
| ポスト処理 | 中程度 | 最小限 | 高い |
| リードタイムズ | ラピッドプロトタイピングが可能 | パターン製作が遅い | ゆっくりとした成形ステップ |
| 幾何学 | 最も複雑な形状 | 中程度の複雑性 | シンプルな形 |
| 表面仕上げ | ラフ | 中程度 | 最もスムーズ |

よくあるご質問
IN939パウダーに関するよくある質問にお答えします:
Q: IN939のレーザー粉末溶融に最適な粒子径は?
A: 最適な充填密度と解像度を得るためには、15~45ミクロンの粒子径を推奨しますが、大部分は20~35ミクロンです。
Q: 再利用したIN939パウダーはバージンパウダーと同じ特性を持つのですか?
A: 配合とふるい分けをコントロールすれば、再利用IN939パウダーはバージンパウダーの特性に近づけることができます。しかし、再利用率が高くなると、密度や機械的特性が低下する可能性があります。
Q: IN939部品にはどのような熱処理が施されますか?
A: 最適なミクロ組織と特性を得るためには、1260℃以上の溶体化熱処理と850~980℃の時効処理が一般的です。
Q: IN939は熱間静水圧プレス(HIP)の後処理が必要ですか?
A: HIPは、内部ボイドをなくし、最大限の耐疲労性を得るために、IN939の完全な高密度部品に強く推奨されます。
Q: IN939部品にはどのような欠陥修復方法がありますか?
A: PTAWやGTAWのような溶接技術は、亀裂や欠陥を局所的に修復することができます。また、機械加工によって損傷や摩耗した部分を再生することもできます。
Q: IN939を使ったバインダージェッティングの一般的な用途は?
A: バインダージェットIN939は、プロトタイプ、工具部品、1000℃以下で使用される工業部品など、それほど要求の高くない用途に使用されます。
Q: IN939は直接エネルギー蒸着(DED)プロセスに適合しますか?
A: はい、IN939はDEDで良好な性能を発揮しますが、パウダーベッド法に比べて気孔率が高くなります。
Q: IN939はコーティングや表面処理が必要ですか?
A: IN939の部品には、高温での耐酸化性と耐食性をさらに高めるために、アルミナイドコーティングやプラチナ拡散コーティングを施すことができます。