IN939는 가스 터빈 및 항공기 엔진과 같은 다양한 고온 응용 분야에서 널리 사용되는 니켈 기반 초합금 분말입니다. 이 가이드는 다음에 대한 포괄적인 개요를 제공합니다. IN939 분말속성, 애플리케이션, 공급업체, 가격, 설치, 운영 및 유지보수 등의 정보를 제공합니다.
IN939 파우더 개요
IN939는 침전 경화 니켈 기반 초합금으로 기계적 특성이 우수하고 고온에서 열 피로 및 크리프에 대한 내성을 제공합니다. IN939 파우더의 주요 특징은 다음과 같습니다:
- 고강도 및 경도 - 다른 합금에 비해 우수한 인장 및 항복 강도를 제공합니다. 경도는 35-45 HRC입니다.
- 뛰어난 내크리프성 - 최대 1300°F(700°C)까지 견디는 뛰어난 크리프 파열 강도.
- 열 피로 저항성 - 반복적인 가열 및 냉각 주기로 인한 균열을 방지합니다.
- 내산화성 - 부식 및 산화를 방지하기 위해 보호 산화층을 형성합니다.
- 용접성 - 일반 용접 방법으로 용접 가능. 용접 후 열처리가 필요합니다.
- 다양한 응용 분야 - 연소 라이너, 전이 덕트, 터빈 블레이드, 베인, 로켓 노즐 등에 사용됩니다.
IN939는 적층 제조용 파우더 형태로 제공되므로 복잡한 형상을 파우더로 직접 제작할 수 있습니다. IN939 파우더의 주요 특성과 응용 분야는 다음과 같습니다:
IN939 분말의 특성
| 속성 | 세부 정보 |
|---|---|
| 구성 | 티타늄, 알루미늄, 크롬이 추가된 니켈 베이스 |
| 밀도 | 8.2g/cm3 |
| 융점 | ~1350°C |
| 열 전도성 | 20°C에서 11W/m-K |
| 열팽창 계수 | 13.0 x 10-6 /°C |
| 인장 강도 | 20°C에서 1310 MPa |
| 수율 강도 | 20°C에서 1210 MPa |
| 신장 | 20°C에서 16% |
| 경도 | 35-45 HRC |
| 산화 저항 | 최대 1150°C까지 뛰어난 성능 |
| 내식성 | 고온 부식 및 산화 방지 |
IN939 파우더의 응용 분야
| 애플리케이션 | 세부 정보 |
|---|---|
| 가스 터빈 | 연소 라이너, 전환 덕트, 노즐 |
| 항공기 엔진 | 터빈 블레이드, 베인, 연소기, 애프터버너 |
| 로켓 엔진 | 로켓 노즐, 연소실 |
| 전력 생성 | 열교환기, 복온기 |
| 화학 처리 | 밸브, 배관, 열교환기 |

IN939 파우더 유형
IN939 파우더는 다양한 적층 제조 공정에 최적화된 다양한 크기 범위로 상용화되어 있습니다:
- 레이저 파우더 베드 융합: 15-45 미크론
- 바인더 분사: 38-106 미크론
- 직접 에너지 증착: 45-150 미크론
분말 입자가 미세할수록 해상도는 높아지지만 취급과 흐름이 까다로울 수 있습니다. 입자가 거칠수록 유동성은 좋지만 해상도가 떨어집니다.
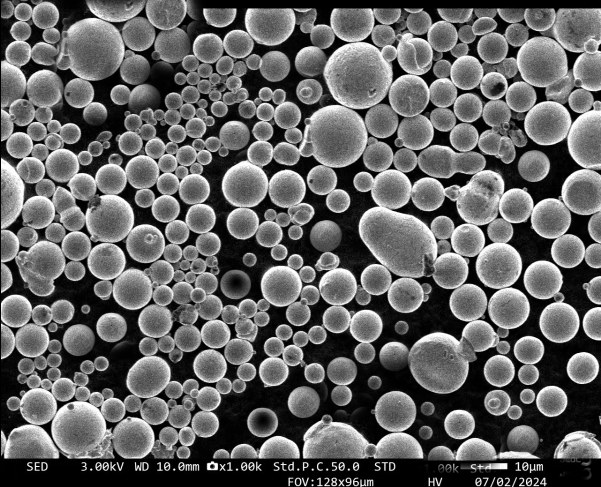
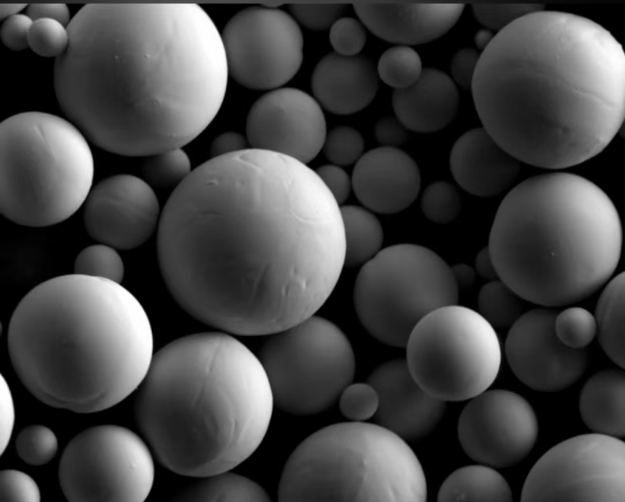
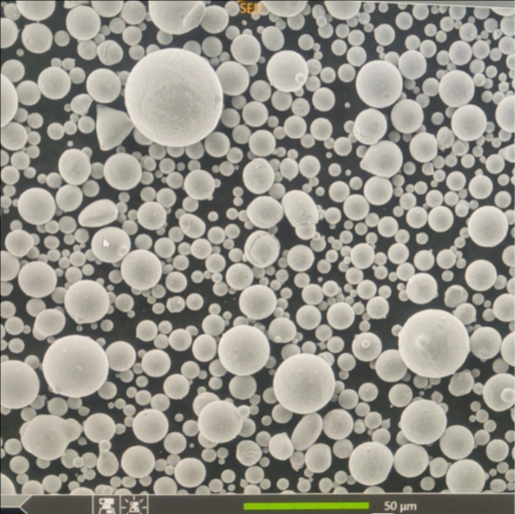
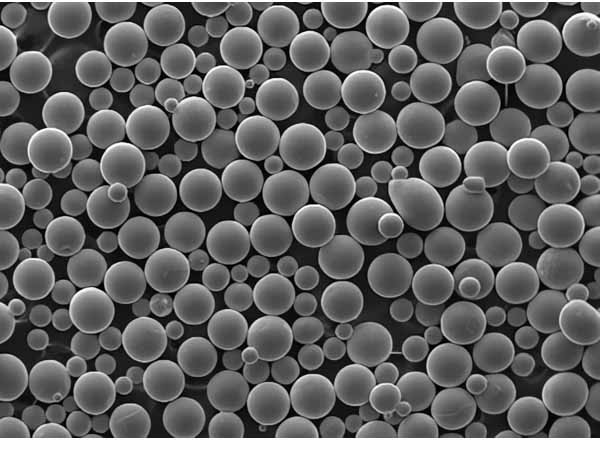
IN939 분말 특성
| 매개변수 | 일반적인 범위 |
|---|---|
| 파티클 모양 | 구형 |
| 겉보기 밀도 | 2.5-4.5 g/cm3 |
| 탭 밀도 | 4-5.5g/cm3 |
| 유량 | 25-35 초/50g |
| 잔류 탄소 | <0.1 wt% |
| 잔류 산소 | 0.06 wt% |
- 구형 구조로 파우더가 부드럽게 흐르고 퍼집니다.
- 탭 밀도가 높을수록 파우더 베드 패킹이 개선되고 다공성이 감소합니다.
- 유속이 빠르다는 것은 파우더 베드에서 더 잘 처리되고 퍼진다는 것을 의미합니다.
- 산소 및 탄소와 같은 불순물 수준이 낮아 결함을 방지합니다.
IN939 부품의 응용 분야
적층 제조된 IN939 부품은 다음과 같은 고온 애플리케이션에 사용됩니다:
가스 터빈 부품
- 연소 라이너
- 트랜지션 덕트
- 터빈 노즐
- 수의 라이너
강도, 크리프 및 내산화성으로 최대 1150°C의 고온 연소 가스를 견딜 수 있습니다. 복잡한 냉각 채널을 부품으로 제작할 수 있습니다.
항공기 엔진 부품
- 터빈 블레이드 및 베인
- 애프터버너 부품
- 연료 노즐
- 연소실
더 높은 추력 및 성능 요구 사항에 사용됩니다. 가볍지만 내구성이 뛰어난 부품을 제공합니다. 엔진 주기로 인한 피로 균열을 방지합니다.
로켓 엔진 노즐 및 챔버
열 전달이 강화된 복잡한 노즐 형상을 제작합니다. 로켓 발사 및 작동 중 극한의 온도와 압력을 처리합니다.
열교환기 및 회복기
컨포멀 채널과 내부 지지대가 필요 없는 복잡한 열교환기 설계를 최적화합니다. 유체 간 열 전달 효율이 향상됩니다.
IN939 분말 공급업체
IN939 분말은 선도적인 금속 분말 제조업체와 전문 적층 제조 분말 생산업체에서 공급합니다:
| 공급업체 | 설명 |
|---|---|
| 샌드빅 | AM용 Osprey® IN939 분말의 글로벌 공급업체 |
| 카펜터 기술 | IN939와 같은 고성능 합금 생산업체 |
| 프렉스에어 | 다양한 금속 분말 공급 |
| AP&C | 적층 제조용 구형 분말 전문 기업 |
| LPW 기술 | 맞춤형 합금 개발 제공 |
IN939 파우더 공급업체를 선택할 때 고려해야 할 사항:
- 응용 분야 요구 사항에 맞는 분말 제조 및 체질에 대한 기술 전문성
- 입자 크기 분포, 형태 및 불순물 수준을 사용자 정의하는 기능
- 분말 특성 및 일관성에 대한 엄격한 품질 관리
- 수량 및 리드 타임 요구 사항에 대한 대응력
- 산업용에 적합한 경쟁력 있는 가격의 파우더
- 항공우주 및 산업 시장에서의 평판 좋은 이름과 경험
IN939 파우더 가격
IN939 분말은 독점적인 구성과 특수 가스 분무 공정으로 인해 표준 합금보다 가격이 비쌉니다. 일반적인 가격 범위:
| 파우더 형태 | 가격 범위 |
|---|---|
| 레이저 PBF용 IN939 | $180 - $220 kg당 |
| 바인더 분사용 IN939 | $150 - $200 kg당 |
| DED용 IN939 | $140 - $180 kg당 |
- 가격은 주문 수량, 입자 크기 범위, 품질 수준 등에 따라 달라집니다.
- 500kg 이상의 대량 주문으로 규모의 경제를 달성할 수 있습니다.
- 구형이 높고 불순물이 적은 파우더는 프리미엄 가격을 요구합니다.
- 재활용 파우더는 버진 파우더보다 20-30% 저렴합니다.
IN939 파우더 비용을 절감하는 방법:
- 대량 주문 또는 맞춤형 입자 분포 주문하기
- 해당되는 경우 재활용 또는 저급 분말을 고려하세요.
- 결제 조건 및 리드 타임 유연성 논의
- 여러 공급업체 간의 경쟁 활용
- 대량 할인을 위한 장기 공급 계약 체결
IN939 파우더 베드 시스템 설치
IN939용 파우더 베드 융합 시스템을 설치 및 설정하려면 신중한 계획이 필요합니다:
시설 고려 사항
- 전체 시스템 설치 공간과 분말 처리 영역을 위한 공간 할당
- 파우더 보관 및 취급을 위한 안정적인 온도/습도 보장
- 시스템 작동을 위한 충분한 전력 요구 사항 제공
- 압축 공기 및 불활성 가스 공급 장치를 준비합니다.
장비 설정
- 설명서에 따라 기계 구성품 포장 풀기
- 필요한 경우 냉각 및 냉각기 시스템 설치
- 전원 공급 장치 및 유입 가스 라인 연결
- 레벨 빌드 플랫폼 및 모든 축이 원활하게 움직이도록 보장합니다.
- 모니터링 및 제어 소프트웨어 통합
첫 번째 기사 절차
- 불활성 기체 및 더미 재료를 사용하여 기계 테스트 실행
- 분말 처리 액세서리가 올바르게 작동하는지 확인
- 간단한 지오메트리를 인쇄하여 적절한 퍼짐, 용해 등을 확인합니다.
- 초기 테스트 빌드에서 프로세스 파라미터 최적화
- 첫 번째 기사 결과에 따라 하드웨어 및 소프트웨어 조정
직원 교육
- 직원에게 장비 작동, 유지보수 및 안전에 대한 교육 실시
- 분말 취급 절차를 철저히 검토하세요.
- 부품 제작을 위한 소프트웨어 설정 검토
- 지지대 제거 및 열처리와 같은 후처리에 대해 논의하세요.

IN939 파우더 베드 머신 작동
IN939 빌드용 파우더 베드 시스템을 운영할 때는 일관된 절차를 따라야 합니다:
분말 처리
- 니트릴 장갑, 방진 마스크, 보호 안경 등 적절한 개인보호장비 사용
- 사용하기 전에 파우더를 사양에 맞게 조심스럽게 체로 쳐주세요.
- 분말이 습기에 닿지 않도록 주의하고 건조제로 밀봉하여 보관하세요.
- 통풍이 잘되는 환경이나 글러브 박스에서 분말을 채우거나 회수합니다.
- 재사용을 제어하기 위해 사용한 파우더와 새 파우더를 소량씩 혼합합니다.
부품 빌딩
- 이형제 또는 마모 블라스팅으로 빌드 플랫폼 준비하기
- 80-150μm 깊이의 얇은 파우더 층을 고르게 펴 바릅니다.
- 최적화된 스캔 패턴 및 온도 프로필 사용
- 인쇄하는 동안 주변 온도를 20~25°C로 유지합니다.
- 빌드 진행 중인 프로세스를 모니터링하고 결함이 발견되면 중단합니다.
포스트 프로세싱
- 균열을 방지하기 위해 부품을 제거하기 전에 천천히 식히세요.
- 파우더 블라스팅을 사용하여 표면에서 느슨한 파우더를 제거합니다.
- 지지대를 조심스럽게 잘라내고 표면 거칠기를 연마합니다.
- 내부 공극 및 다공성 제거를 위한 열간 등방성 프레스
- 필요한 미세 구조를 달성하고 응력을 완화하기 위해 열처리를 적용합니다.
유지 관리
- 레이저 출력과 스팟 크기를 유지하기 위해 정기적으로 광학 장치를 청소합니다.
- 파우더 베드, 리코터 및 디스펜서가 원활하게 움직이는지 확인합니다.
- 불활성 가스 필터를 점검하고 필요에 따라 교체하세요.
- 레벨, 온도 및 대기 센서 보정
- 전원 공급 장치, 냉각기 및 배기 시스템 모니터링
IN939 인쇄 부품 유지 관리
최적의 성능을 유지하려면 IN939 인쇄 부품은 표준 고온 합금 유지 관리 절차를 따라야 합니다:
청소
- 정기적으로 표면 침전물과 먼지 제거
- 강하게 부착된 오염 물질을 담가 두십시오.
- IN939와 호환되는 알칼리성 세정제 사용
- 청소 후 깨끗이 헹구기
검사
- 균열, 뒤틀림, 산화 및 침식 여부 확인
- 정기적인 육안 및 NDT 검사 수행
- 치수를 모니터링하여 변형 추세 파악
수리
- 작은 균열 및 결함 용접 수리(PTAW/GTAW)
- 가공 및 연삭을 통해 마모된 부분을 새롭게 단장할 수 있습니다.
- 광범위한 손상을 보이는 구성 요소 교체
코팅
- 산화 또는 부식 방지 코팅 적용
- 최대 2밀리미터 두께의 알루미늄/백금 확산 코팅 사용
- 손상된 레이어를 벗겨낸 후 다시 코팅하기
기록
- 운영 시간 및 근무 주기 문서화
- 모든 검사, 수리 및 유지보수 기록하기
- 교체 계획을 위한 수명 주기 비용 추적
IN939 파우더 베드 프린터 구매
다음은 IN939용 파우더 베드 융합 시스템에 투자할 때 고려해야 할 주요 사항입니다:
봉투 작성
- 애플리케이션 및 처리량 요구 사항에 맞게 봉투 크기 조정
- 대량 생산을 위한 500mm x 500mm x 500mm 이상의 대용량
- 연구용 또는 시제품용 300mm x 300mm x 300mm 미만의 소형 제품
레이저 파워
- 400W 이상의 높은 출력으로 더 큰 부품을 더 빠르게 제작할 수 있습니다.
- 미세한 특징을 가진 소형 부품에 적합한 200W 미만의 저전력
온도 제어
- 최대 200°C까지 엄격하게 제어되는 예열로 스트레스 감소
- IN939를 제대로 소결하려면 1500°C 이상의 고온이 필요합니다.
분말 처리
- 폐쇄 루프 파우더 시스템으로 산화 및 오염 방지
- 자동화된 분말 체질 및 혼합으로 재사용률 향상
- 진공 또는 불활성 가스 챔버로 최고의 품질 제공
소프트웨어
- 빌드 준비 및 최적화를 위한 사용자 친화적인 인터페이스
- 빌드 중 정밀 모니터링 및 진단
- 주문부터 후처리까지 워크플로 자동화를 위한 도구
비용
- $500,000 이상 산업용 시스템, $200,000 미만 연구용 시스템
- 운영 비용은 재료 사용량과 후처리에 따라 달라집니다.
- 생산 계획 최적화를 통한 시스템 활용도 극대화
서비스 및 지원
- 신속한 기술 지원 및 유지 관리 찾기
- 고온 합금에 대한 응용 전문 지식은 매우 중요합니다.
- 프로세스에 맞는 모범 사례에 대한 교육
IN939 파우더 베드 융합 기술의 장단점
| 장점 | 단점 |
|---|---|
| 복잡한 기하학 및 격자 가능 | 빌드 엔벨로프에 따라 제한된 크기 |
| 최소한의 가공 및 사용자 지정 필요 | 상대적으로 느린 빌드 속도 |
| 감산 방식에 비해 낭비 감소 | 높은 장비 및 재료 비용 |
| 단조 소재에 필적하는 특성 | 다공성 및 잔류 응력이 발생하기 쉬운 환경 |
| 주조/단조로는 얻을 수 없는 부품 생산 가능 | 분말 제거 및 후처리로 인한 비용 증가 |
| 그물 모양 제조로 필요한 원자재 최소화 | 부품의 왜곡 및 균열에 취약함 |
| 구매 대 비행 비율을 최대 1:1로 개선합니다. | 지지 구조물 및 제거 필요 |
IN939 파우더와 주조 및 단조 소재 비교
| 매개변수 | 파우더 베드 퓨전 | 캐스트 | Wrought |
|---|---|---|---|
| 비용 | 높음 | 낮음 | 보통 |
| 밀도 | 보통, 다공성에 따라 다름 | 높음 | 최고 |
| 힘 | 높음 | 보통 | 최고 |
| 연성 | 보통 | 낮음 | 최고 |
| 산화 저항 | 유사 | 유사 | 유사 |
| 최대 크기 | 빌드 볼륨에 따라 제한됨 | 매우 큰 섹션 가능 | 단조 장비로 인한 제한 |
| 포스트 프로세싱 | 보통 | 최소 | 높음 |
| 리드 타임 | 신속한 프로토타이핑 가능 | 느린 패턴 생성 | 느린 성형 단계 |
| 지오메트리 | 가장 복잡한 도형 | 중간 정도의 복잡성 | 간단한 모양 |
| 표면 마감 | Rough | 보통 | 가장 매끄러운 |

자주 묻는 질문
다음은 IN939 파우더에 대해 자주 묻는 질문에 대한 답변입니다:
Q: IN939의 레이저 파우더 베드 융합에 가장 적합한 입자 크기는 무엇입니까?
A: 최적의 패킹 밀도와 해상도를 위해 15~45미크론의 입자 크기 범위가 권장되며, 대부분은 20~35미크론입니다.
Q: 재사용한 IN939 파우더는 버진 파우더와 동일한 특성을 가지고 있나요?
A: 블렌딩과 체질을 제어하면 재사용된 IN939 분말은 순수 분말 특성에 근접할 수 있습니다. 그러나 재사용 비율이 높으면 밀도와 기계적 특성이 낮아질 수 있습니다.
Q: IN939 부품에는 어떤 열처리가 사용되나요?
A: 일반적으로 1260°C 이상의 용액 열처리 후 850-980°C에서 숙성하는 방법을 사용하여 최적의 미세 구조와 특성을 얻을 수 있습니다.
Q: IN939는 열간 등방성 프레스(HIP) 후처리가 필요합니까?
A: 내부 공극을 제거하고 피로 저항성을 극대화하기 위해 완전 고밀도 IN939 부품에 HIP를 적극 권장합니다.
Q: IN939 구성품에 어떤 결함 수리 방법을 사용할 수 있나요?
A: PTAW 및 GTAW와 같은 용접 기술을 사용하면 균열 및 결함을 국소적으로 수리할 수 있습니다. 기계 가공을 통해 손상되거나 마모된 부분을 새롭게 단장할 수도 있습니다.
Q: IN939를 사용하는 바인더 제팅의 일반적인 응용 분야는 무엇입니까?
A: 바인더젯 IN939는 시제품, 툴링 부품 및 1000°C 이하에서 작동하는 산업용 부품과 같이 덜 까다로운 애플리케이션에 사용됩니다.
Q: IN939는 직접 에너지 증착(DED) 공정과 호환됩니까?
A: 예, IN939는 파우더 베드 방식에 비해 높은 다공성이 관찰되지만 DED에서 우수한 성능을 발휘합니다.
Q: IN939는 코팅이나 표면 처리가 필요합니까?
A: IN939 부품은 알루미나이드 또는 백금 확산 코팅으로 코팅하여 고온에서 산화 및 내식성을 더욱 향상시킬 수 있습니다.